紫薯太阳能热泵干燥工艺的优化
2014-12-24陈团伟路海霞吴春剑张良清陈绍军
秦 波,陈团伟,路海霞,吴春剑,张良清,陈绍军
(福建农林大学食品科学学院,福建福州350002)
紫薯(Solanum tuberdsm),又名紫心甘薯、黑薯,薯肉呈紫色至深紫色,除了具有普通甘薯的营养价值外,还富含硒元素和花青素,具有较高的保健价值和良好的市场前景[1-2].但高营养物质、高含水量的紫薯易受微生物侵染,难以长久贮藏,脱水干制成为其加工贮藏的一个重要方法.目前,国内外的紫薯干燥技术仍停留在日晒法、煤炭烘干法和热风干燥法等,存在产品质量低劣、能量消耗大、生产效率低等不足[3-4].太阳能辅助热泵联合干燥技术在农产品加工中尚处于起步阶段,但该技术结合了太阳能和热泵2项干燥技术的优势[5-8],具有效率高、能量消耗低、干燥连续性好、干燥温度范围宽、产品质量好等特点[9-10].因此,本试验利用太阳能热泵干燥技术对紫薯干燥工艺的优化进行研究,以期为生产高品质紫薯干制品以及该技术的工业化应用提供理论依据.
1 材料与方法
1.1 材料与试剂
连城1号紫薯于2012年10月购于福建省连城县.盐酸、甲醇等化学试剂均为分析纯.
1.2 仪器设备
YG-KRK-14Ⅱ(5HP)太阳能—热泵联合干燥系统(东莞永淦节能科技有限公司—福建农林大学农副产品综合开发研究所联合研制),BSA-224S电子分析天平(赛多利斯科学仪器北京有限公司),AL204型精密分析天平[梅特勒—托利多仪器(上海)有限公司],FA-5110-2(SLA-150)条切割机(Austria FIRST公司),UV-2000紫外可见分光光度计[尤尼柯(上海)仪器有限公司],H2050R高速冷冻离心机(长沙湘仪离心机仪器有限公司).
1.3 试验方法
选取无虫害、无病斑的新鲜紫薯,用流动自来水清洗后,去皮,切成片状,然后置于护色液中护色,沥干,蒸汽预煮5 min(多酚氧化酶已完全失活);最后采用太阳能辅助热泵联合干燥系统进行2段变温干燥,第一阶段在75℃下干燥至设定含水率,系统自动进入第二干燥阶段,此时干燥温度为55℃,干燥至干基含水率约为20%.
1.4 指标测定
1.4.1 干燥时间测定 干燥时间指将预处理的新鲜紫薯干燥至目标含水率所需时间.物料含水率的测定参照 GB/T 5009.3-2010[11].
1.4.2 单位能耗计算 单位能耗是指每蒸发一个单位质量水分所耗电能,以每组试验电能表计数为准.

式中,N——单位能耗/(kJ·g-1);Wt——干燥结束时电能表读数/(kW·h-1);Wo——干燥开始时电能表读数/(kW·h-1);G——除去水分的质量/g.
1.4.3 花青素保存率测定 花青素含量的测定采用HCL—甲醇比色法[12].

式中,Q——紫薯干制品中花青素的保存率/%;X——干燥后花青素的含量/g;Y——干燥前花青素的含量/g.
1.5 优化试验设计
在单因子试验的基础上,选取装载密度X1/(kg·m-3)、切片厚度 X2/mm和转换含水率X3/%3个因子为自变量,以干燥时间Y1/min、花青素保存率Y2/%以及单位能耗Y3/(kJ·g-1)为评价指标,采用三元二次通用旋转组合设计[13],探讨装载密度、切片厚度和转换含水率3个因素对紫薯干燥时间、花青素保存率以及单位能耗的影响.通过对试验结果分析获得相应指标的回归模型方程,最后确定紫薯太阳能热泵干燥的最佳工艺.各因子试验水平及编码见表1.
表1 试验因素水平及编码Table 1 Level and code of variables chosen for this experiment
1.6 数据处理与分析
样品指标均进行3次重复试验.采用Microsofe Excel和Design-Expert 8.0.6软件进行试验数据处理及响应面分析.
2 结果与分析
2.1 三元二次通用转换组合设计试验结果
装载密度、切片厚度和转换含水率对紫薯干燥时间、花青素保存率和单位能耗的影响结果见表2.
2.2 模型拟合及方差分析
2.2.1 干燥时间的模型拟合及方差分析 装载密度、切片厚度和转换含水率3个因子与干燥时间之间的回归方程为 Y1=1229.81923-71.91997X1-111.18332X2-13.47026X3-2.71587X1X2+0.48494X1X3+0.41035X2X3+12.20627+8.91448+0.04762.对该回归模型进行方差分析,结果见表 3.回归方程模型极显著(P <0.0001),失拟项不显著(P=0.0739 >0.05).其中,R2=0.9903=0.9816,说明该模型拟合程度比较好,能较好地解释99.03%响应值的变化.在α=0.10水平下对回归系数进行显著性检验并剔除不显著项,简化后的回归方程为 Y1=1229.81923-71.91997X1-111.18332X2-13.47026X3+0.48494 X1X3+0.41035X2X3+12.20627

表2 二次回归通用旋转组合设计试验结果Table 2 Results of quadric regression general rotary unitized tests

表3 干燥时间回归模型方差分析表1)Table 3 Variance analysis of regression model of drying time
2.2.2 花青素保存率的模型拟合及方差分析 装载密度、切片厚度和转换含水率3个因子与花青素保存率之间的回归方程为 Y2=11.15857+4.94105X1+7.43075X2+0.52479X3+0.61852X1X2+0.00707949 X1X3-0.034582X2X3-1.03993对该回归模型进行方差分析,结果见表 4.回归方程模型极显著(P <0.0001),失拟项不显著(P=0.0531 >0.05).其中,R2=0.9577=0.9196,说明该模型拟合程度比较好,能较好地解释95.77%响应值的变化.在α=0.10水平下对回归系数进行显著性检验并剔除不显著项,简化后的回归方程为 Y2=11.15857+4.94105X1+7.43075X2+0.52479X3+0.61852X1X2-0.034582X2X3-1.03993
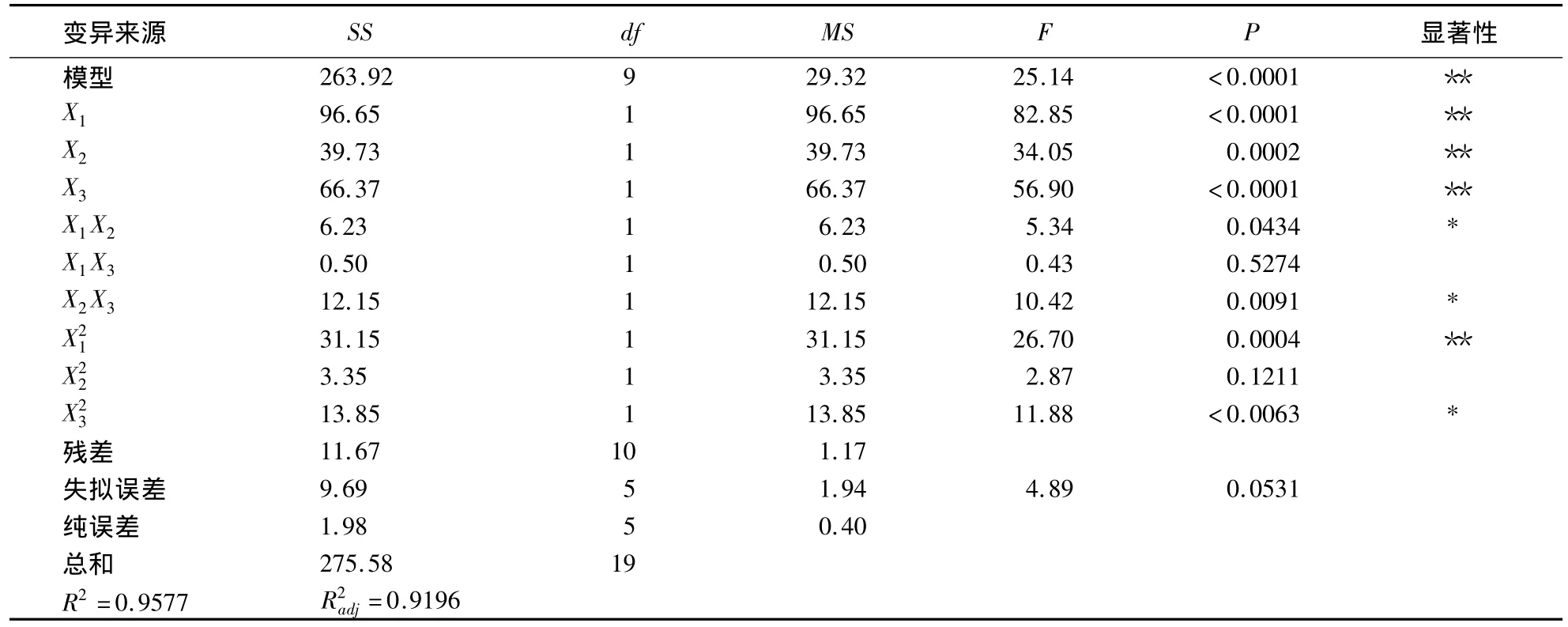
表4 花青素保存率回归模型方差分析表Table 4 Variance analysis of regression model of anthocyanins preservation rate
2.2.3 单位能耗的模型拟合及方差分析 装载密度、切片厚度和转换含水率3个因子与单位能耗之间的回归方程为 Y3=85.51215-2.65335X1-9.61369X2-0.84952X3+0.1647X1X2+0.00934492X1X3+0.030373X2X3+0.18503.对该回归模型进行方差分析,结果见表5.回归方程模型极显著(P <0.0001),失拟项不显著(P=0.2184 >0.05).其中,R2=0.9795=0.9611,说明该模型拟合程度比较好,能较好地解释97.95%响应值的变化.在α=0.10水平下对回归系数进行显著性检验并剔除不显著项,简化后的回归方程为 Y3=85.51215-9.61369X2-0.84952X3+0.69357

表5 单位能耗回归模型方差分析表Table 5 Variance analysis of regression model of energy consumption per unit
2.3 各因素协同效应分析
2.3.1 干燥时间响应面分析 干燥时间响应面分析结果如图1所示.切片厚度、装载密度和转换含水率对紫薯干燥时间的影响较为明显.当固定其中一个影响因素水平时,干燥时间随着另外2个因素水平的增加均有不同程度的延长.其中,转换含水率和装载密度的影响较大.紫薯干燥中,装载密度增大,干燥除去的水分相应增多,同时物料的通透性降低,影响了物料的热交换;转换含水率升高,高温干燥阶段时间缩短,减缓了干燥速度;切片厚度增大,减少了热交换面积,阻碍了紫薯内部水分向表面的转移.因此,增大装载密度、切片厚度和转换含水率均不利于缩短紫薯干燥时间.以紫薯干燥时间为目标进行优化,当装载密度为 1.14 kg·m-3,切片厚度为 3.61 mm,转换含水率为 120.87%时,干燥时间最短,仅为 180.33 min.

图1 3个因素对干燥时间影响的响应曲面Fig.1 Response surface plot showing the effects of the three factors on drying time
2.3.2 花青素保存率响应面分析 花青素保存率响应面分析结果如图2所示.切片厚度、装载密度和转换含水率对紫薯干燥花青素保存率具有显著影响.当固定其中一个影响因素水平时,花青素保存率随着另外2个因素水平的增加均有明显的升高,当达到一定值后,花青素保存率不再显著上升.在紫薯干燥过程中,转换含水率增大,缩短了高温干燥时间,减少了花青素的降解破坏;装载密度和切片厚度增大,减少了物料高温热交换面积,均有利于花青素的保存.以紫薯花青素保存率为目标进行优化,当装载密度为4.7 kg·m-3,切片厚度为5.81 mm,转换含水率为157.71%时,花青素保存率达89.03%.

图2 3个因素对花青素保存率影响的响应曲面Fig.2 Response surface plot showing the effects of the three factors on anthocyanin preservation rate
2.3.3 单位能耗响应面分析 单位能耗响应面分析结果如图3所示.切片厚度、装载密度和转换含水率对紫薯干燥单位能耗具有较大影响.当固定其中一个影响因素水平时,单位能耗随着另外2个因素水平的增加均有不同程度的增大.其中,转换含水率的影响较大.降低装载密度、减小切片厚度和转换含水率均有利于降低紫薯干燥的单位能耗.以单位能耗为目标进行优化,当装载密度为2.54 kg·m-3,切片厚度为4.25 mm,转换含水率为 108.43%时,单位能耗仅为 15.64 kJ·g-1.
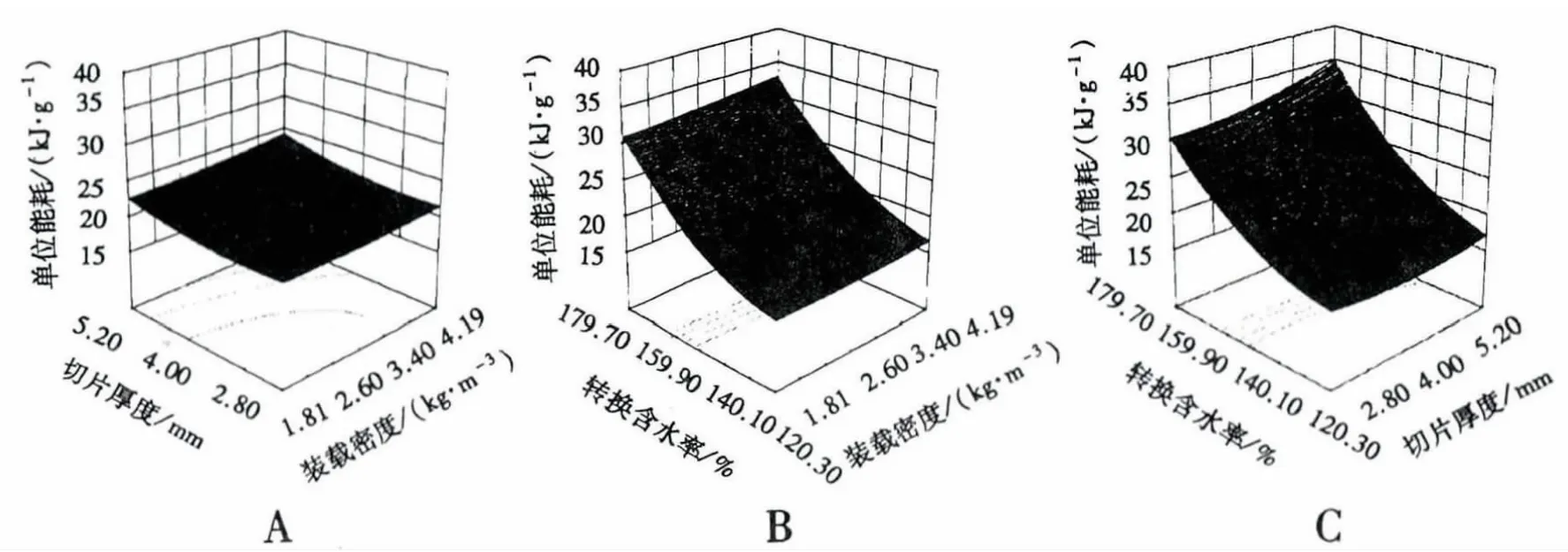
图3 3个因素对单位能耗影响的响应曲面Fig.3 Response surface plot showing the effects of the three factors on energy consumption per unit
2.4 紫薯太阳能热泵干燥工艺优化
由太阳能辅助热泵联合干燥紫薯二次通用旋转组合试验结果可知,在紫薯干燥过程中各影响因子对各试验指标均有影响.综合考虑各评价指标在实践生产中的重要程度,通过评价函数法[14]计算,选取λ1、λ2、λ3分别为干燥时间、花青素保存率以及单位能耗的加权系数,其中 λ1=0.3,λ2=0.4,λ3=0.3.由此得到,当装载密度为3.68 kg·m-3,切片厚度为5.84 mm,转换含水率为117.17%时,紫薯综合指标最佳,指标预测值:干燥时间 Y1=292.088 min,花青素保存率 Y2=86.146%,单位能耗 Y3=18.678 kJ·g-1.根据综合优化的参数条件,进行验证试验,结果取3次平行试验的平均值,获得试验值为Y1=291.65 min,Y2=86.21%,Y3=18.582 kJ·g-1,与优化试验预测值较为接近.这证明了紫薯太阳能热泵干燥工艺优化二次回归方程的可靠性与统计学方法的有效性.
3 结论
二次通用旋转回归组合试验结果表明,装载密度、切片厚度和转换含水率对干燥时间、花青素保存率和单位能耗均有显著影响.通过综合指标优化,确定紫薯最佳干燥工艺参数:装载密度为3.68 kg·m-3,切片厚度为5.84 mm,转换含水率为117.17%.
[1]秦波,路海霞,陈绍军,等.紫薯干制品无硫护色工艺的研究[J].莆田学院学报,2013,25(5):84-88.
[2]HWANG Y P,CHOI J H,YUN H J,et al.Anthocyanins from purple sweet potato attenuate dimethylnitrosamine-induced liver injury in rats by inducing Nrf2-mediated antioxidant enzymes and reducing COX-2 and INOS expression[J].Food and Chemical Toxicology,2011,49:93-99.
[3]郭其茂,杨立明,陈赐民,等.福建省甘薯生产存在问题与发展对策[J].安徽农业科学,2002,30(3):458-460.
[4]翁仁发,杨卓亚,施能浦,等.地瓜干加工创新工艺研究[J].亚热带农业研究,2005,1(2):55-60.
[5]催璐,王香英,谢辉,等.国内外太阳能干燥农副产品的研究现状与展望[J].行业综述,2010(2):37-39.
[6]樊军庆,张宝珍.太阳能在农产品干燥中的利用[J].世界农业,2008,351:68-70.
[7]谢英伯,宋蕾娜,杨先亮.热泵干燥技术的应用及其发展趋势[J].农机化研究,2006(4):12-15.
[8]陆蒸,林启训,王浩,等.毛竹笋热泵干燥特性及制品重复率[J].福建农林大学学报:自然科学版,2002,31(1):117-120.
[9]KUANG Y H,WANG R Z.Experimental research of heat supply coefficient of solar energy heat pump[J].Solar Energy,2002,23(4):408-413.
[10]邵维进,陈慧娟.太阳能和热泵联合供热在肉制品干燥中的应用[J].太阳能,2008(4):32-36.
[11]MYERS W R.Response surface methodology[J].Encyclopedia Biopharm Statistics,2003,31(2):858-869.
[12]中华人民共和国卫生部.GB 5009.3-2010食品安全国家标准食品中水分的测定[S].北京:中国标准出版社,2010:1-2.
[13]曹建康,姜微波,赵玉梅.果蔬采后生理生化试验指导[M].北京:中国轻工业出版社,2007:44-46.
[14]HAN Q H,YIN L J,LI S J,et al.Optimization of process parameters for microwave vacuum drying of apple slices response surface method[J].Drying Technology,2010,28(4):523-532.
