基于PROFIBUS总线的饲料厂监控系统设计
2014-12-19曹应明范次猛张祖港
曹应明,范次猛,张祖港
CAO Ying-ming1,FAN Ci-meng1,ZHANG Zu-gang2
(1.江苏联合职业技术学院 无锡交通分院,无锡 214151;2.布勒设备工程(无锡)有限公司,无锡 214151)
0 引言
随着通信技术、网络技术和计算机控制技术的快速发展,现代控制系统的结构发生了巨大变化,其中现场总线技术的应用是自动控制领域的发展趋势。在现场总线当中PROFIBUS总线目前应用最为广泛,它是一种国际化、开放式、不依赖于设备生产商的现场总线标准,是用于工厂自动化车间级监控和现场设备层数据通信与控制的现场总线技术,可实现现场设备层到车间级监控的分散式数字控制和现场通信网络,从而为实现工厂综合自动化和现场设备智能化提供了可行的解决方案,广泛应用于制造业自动化、流程工业自动化和楼宇、交通电力等领域的自动化。与其他现场总线系统相比,PROFIBUS的最大优点在于具有稳定的国际标准EN50170作保证,并经实际应用验证具有普遍性。
1 项目背景
西北某饲料厂年产60万吨牛羊饲料生产线项目由散装进料工段、钢板仓进料工段、粒料进料工段、粉料进料工段、散装出料工段、钢板仓出料、立式粉碎工段、卧式粉碎工段、配料混合工段和打包工段等组成,生产工艺复杂,设备(投料设备、存储设备、配料设备、混合设备以及打包设备等)数量总多且分布距离远;各单元控制器(如配料称控制器、液体添加控制器和打包站控制器等)功能复杂、与中央控制器通讯数据较多、实时性要求高。使用PROFIBUS总线技术以后以减少电缆铺设,减低建设成本、施工成本和施工难度;使用PROFIBUS总线可以实现单元控制器与中央控制器的快速通讯,提高协调控制的速度与精度,且网络实时性强、维护方便。另外模拟量模块可以就地安装,模拟量(温度、重量和流量等)经过转换后通过PROFIBUS总线接入中央控制器,以减少模拟量可能受到的干扰,提高了信号精确度。
2 系统架构
系统选用西门子CPU319-3 PN/DP型PLC作为中央控制器,通过PROFIBUS-DP总线与5台配料秤控制器、1台蜜糖添加秤控制器、1台油脂添加秤控制器和4套ET200M远程扩展IO等11个DP从站进行通讯,获取过程数据并控制进料、配料、混合以及出料等全部设备,实现生产工艺设计要求。
基于PROFIBUS总线的饲料厂监控系统拓扑结构如图1所示,系统采用Profibus-DP主站和分布式从站的结构,西门子S7-300系列PLC 319-3PN/DP作为DP主站,ET200M分布式IO、配料秤控制器和液体添加秤控制器等作为DP从站。主站通过PROFIBUS-DP总线与各从站通讯,构建现场设备到中央控制室的分散式数字通讯网络,PLC主站在设定周期内与分布式PLC从站不间断地交互信息,并对 PROFIBUS现场总线进行管控,实现全厂协调控制。

图1 系统拓扑结构如图
系统采用2台装有WINCC监控软件的工业PC作为操作员站(其中一台兼工程师站),通过工业以太网与主站建立通讯,实时监控进料、出料、配料和混合等生产全过程,实现分散控制和集中监视管理。其中操作员站主要负责对两条生产线的数据实时监控和管理,工程师站既拥有操作员站的全部功能权限(二者互为备用,以提高系统的可靠性),也可对系统组态控制参数等信息进行在线设置和修改。各添加口(散装进料口、钢板仓进料口、粒料添加口和粉料添加口)选用西门子TP177触摸屏通过工业以太网与主站相连,应用WINCC Flexible软件组态的触摸屏界面实现投料(进料)信息显示和故障监示,并实现散装进料口和钢板仓进料口就地控制。采用惠普激光打印机联网打印报表或过程数据。
3 系统硬件组态及参数设置
本系统选用带以太网接口的CPU319-3 PN/DP为主站,考虑到以后系统扩展需要所以使用双PROFIBUS总线结构。默认的DP口地址设为1,作为1号总线PROFIBUS(1),MPIDP接口由原来MPI类型改为PROFIBUS类型,DP地址设为2,作为2号总线PROFIBUS(2)。其中PROFIBUS(1)用于连接ET200M分布式IO从站,DP地址分别设为11~14,PROFIBUS(2)用于连接各种秤控制器,DP地址分别设为15~21。本系统组态的一个重要工作就是将第三方DP从站秤控制器接入PROFIBUS总线。打开Step7 V5.4编程软件,进入PLCHardware,打开HW Config,将秤控制器的GSD(设备数据库)文件导入Step7,GSD文件可从设备厂家网站下载或从设备供应商处获取,系统硬件组态完成后如图2所示。
组态完成后将硬件组态下载到CPU319-3 PN/DP主站,连接好各DP从站与主站的通讯电缆,然后根据硬件组态数据进行从站地址设置。最后选择ONLINE在线检查各站连接情况,确保各从站数据能正确上传。
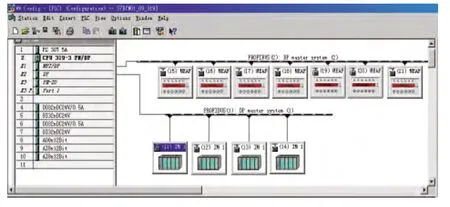
图2 监控系统硬件组态图
4 系统软件设计
监控系统软件分为PLC下位控制软件、上位机WINCC监控组态软件以及投料口触摸屏WINCC Flexible监控软件。
4.1 PLC控制程序设计
PLC控制程序采用STEP7V5.4编程软件,选用语句表STL作为编程语言。语句表语言与传统的梯形图相比执行效率高,可实现复杂的程序编写,适用于各种大中型项目控制程序编写。根据本项目的工艺要求,控制软件主要实现以下控制功能。
进料工段和出料工段的顺序控制,依据要求实现启动时逆向启动防止物料堆积,停止过程采用正向停止方式防止物料残留。当输送线运行过程中某处出现故障时,则出现故障前的所有驱动电机都必须停止,所有下游电机都必须保持运行以防止残留或堆积,待物料清空后才能停止。停止时前后两台刮板机之间要有一定的延时,具体延时时间要根据刮板机长度和物料重量来现场确定,以刮板机上没有物料残留为原则。
多组分配料控制部分由各变频绞龙控制各组分依次下料,由配料秤测量下料重量,当达到配方要求的重量后配料秤将该组份物料卸料到混合机,卸料完成后开始下一组份的配料。配料过程分为快速配料/慢速配料和脉冲配料三部分,开始时变频器控制绞龙以100%的速度快速下料,当配料秤显示重量达到快/慢速切换点时变频器控制绞龙速度由100%在2秒钟时间内下降到慢速配料速度(一般为20%转速),此后绞龙以慢速配料一直至配料重量达到预切点重量,配料重量达到预切点后变频绞龙停止,延时3秒后将配料秤内组份重量与配方组份目标重量进行比较,若配料重量小于目标重量则由脉冲控制绞龙点动配料,每次点动配料之间间隔2秒,配料重量大于等于目标重量则当前组份配料结束。配料结束后配料秤卸料阀打开开始卸料,同时卸料气锤开始动作,直到该组份物料全部放入混合机,即配料秤重量为零。卸料时设有时间监控,即在一定时间内如果配料秤重量不为零则提示报警。配料完成后系统自动开始下一组份配料,直到配方要求组份全部完成配料。配料部分逻辑图如图3所示。
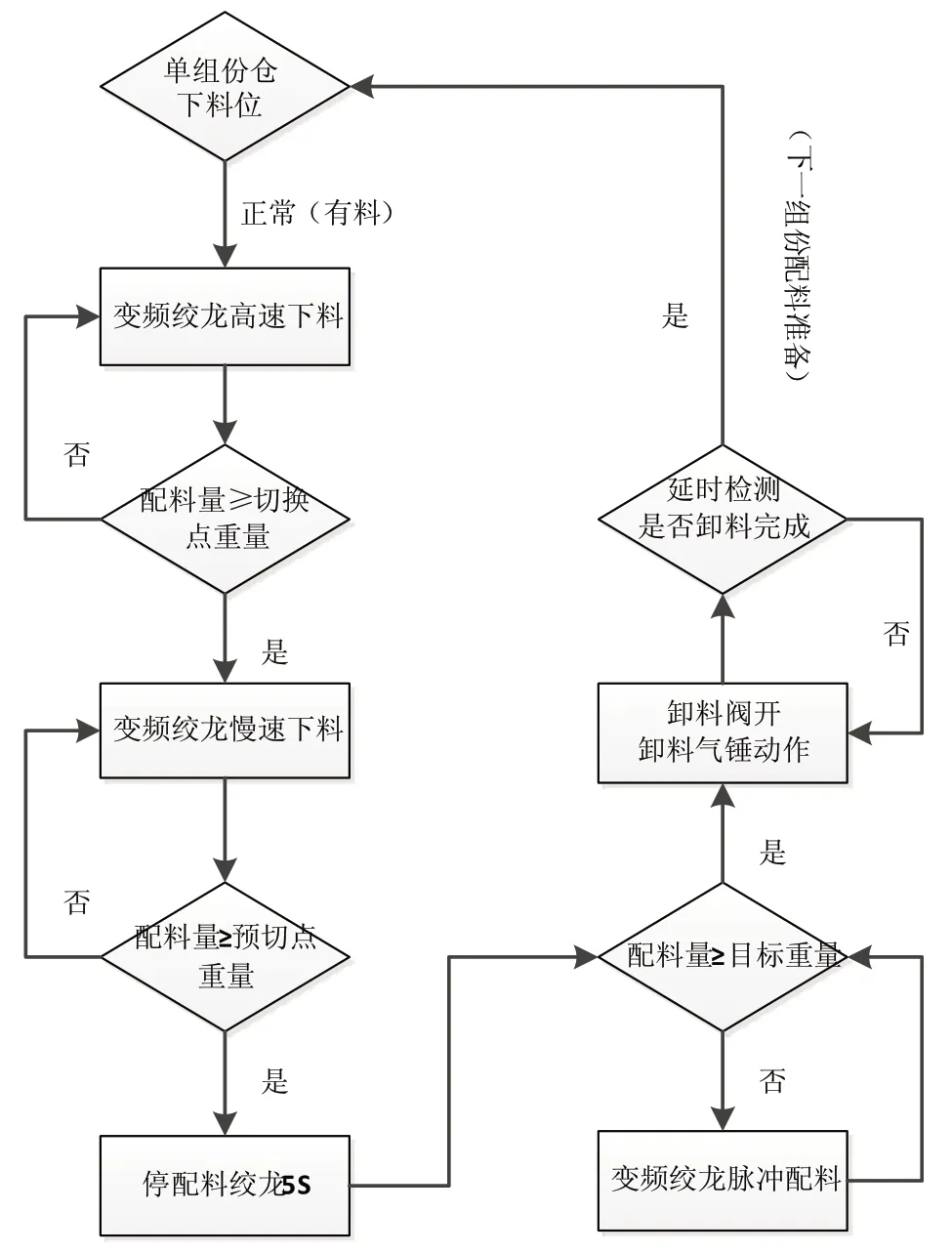
图3 多组份配料控制逻辑图
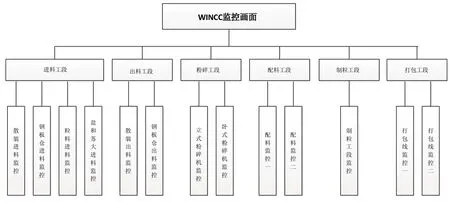
图4 监控软件结构图
4.2 上位监控软件设计
上位监控软件由西门子组态软件WINCC6.0编辑而成,用于对整个生产流程进行实时监控,具有状态显示、故障报警、数据记录和报表打印等功能。上位界面通过工业以太网总线与中央控制器PLC通讯,获取数据和发送控制命令。组态画面主要包括进料工段、出料工段、粉碎工段、配料工段、制粒工段和打包工段等六部分,界面友好,操作方便。监控画面结构如图4所示。
4.3 触摸屏监控软件
根据设计要求在散装进料投料口、钢板仓进料投料口、粒料投料口和粉料投料口各安装一个触摸屏,用于当中控室设备故障或维修时能够通过触摸屏实现进料工段设备的现场控制与监视,实现两地控制。触摸屏选用西门子TP177带以太网口触摸屏,监控软件由WINCC Flexible编写,具有启停控制、仓号选择、故障监控等功能。
5 结束语
目前,文中设计的基于PROFIBUS总线的饲料厂监控系统已经实际投产两年。运行结果证明采用PROFIBUS总线技术减低了布线、安装和调试的工作量,节约了建设成本。监控系统运行稳定具有较高的自动化水平,抗干扰能力强,故障率低,维护方便,极大提高了工厂的生产效率,经济效益良好。
[1]李若明.PROFIBUS通信技术在精细化工生产控制中的应用[J].自动化仪表,2013,34(5):89-91.
[2]李正军.现场总线与工业以太网及其应用系统设计[M].北京:人民邮电出版社,2006:21-22.
[3]朱俊林/基于Profibus-DP的水泥厂自动配料系统设计[J].工矿自动化2010.36(11):124-128.
[4]王国勇/基于 S7-300与WINCC的污水处理控制系统[J].可编程控制器与工厂自动化,2007(9):118-121.
[5]毛哲.基于Profibus现场总线的PLC通信[J].自动化仪表,2004,25(10):31-33.
