基于OpenCV的啤酒瓶口缺陷检测系统研究
2014-12-19郭克友廉丽冰
郭克友,廉丽冰,李 娜,纪 彬
GUO Ke-you,LIAN Li-bing,LI Na, JI Bin
(北京工商大学 材料与机械工程学院,北京 100048)
0 引言
我国作为一个啤酒生产大国,啤酒产业的技术在不断更新。然而在啤酒瓶检测技术方面,国内大部分采用传统的人工检测,效率低,已不能满足生产需求。国外的啤酒瓶检测技术起步较早,空瓶检测速度高达60000瓶/小时,而我国对于能够检测空瓶的检测机器还处于理论研究阶段,主要有湖南大学研制的啤酒瓶视觉检测机器人、北京赛腾动力科技有限公司、广州轻工集团等,虽然已经研制出样机,但还并未成功应用于市场上[1,2]。国外的空瓶检测系统都针对的是新瓶,若引用国外研发的空瓶检验系统对我国的回收啤酒瓶进行检测,很难保证较高的破损检测率,而且引进国外设备的成本和后期的维修费用都很高。根据国内实际情况,需要设计符合我国国情的啤酒瓶检测设备。因此,提出基于计算机视觉库的啤酒瓶口缺陷检测系统。
1 图像采集的硬件平台设计
1.1 旋转平台的介绍
在实际生产中应用的图像采集系统是由光源、相机、镜头、图像采集卡等组合而成的光、电、机一体化的检测装置[3,4]。根据啤酒瓶口的形状和物理光学分析可采用无影灯原理来获取瓶口图像信息,环形排列方式的LED灯即可满足系统要求。为突出瓶口的表面特征,将LED灯置于啤酒瓶口和相机之间,相机通过环形光源的中央内孔采集啤酒瓶口图像。在相机选型中采用的是大恒公司的GC1020C型号,这是德国AVT工业相机中的一款,具有1024×768高分辨率和千兆以太网接口,与相机搭配使用的镜头则选用COMPUYER系列的8mm焦距的镜头。

图1 瓶口图像采集装置
考虑到系统的运行速度,运行环境和处理效果之后,采集啤酒瓶口图像的硬件设备选为如图1所示的环形模拟采集装置,由相机、镜头、照明装置和机械转动平台组成。啤酒瓶在检测过程中沿环形曲线传送,旋转平台每次能够检测8个啤酒瓶,转速调节范围为0~50000瓶/小时;亮度调节分为0~4档,其中0档为照明关闭状态,1~4档光照逐渐增强。啤酒瓶口的背景设计为黑色,可降低外界光照条件等带来的噪声影响。
1.2 图像采集系统的介绍
图像采集卡是图像采集部分和图像处理部分的接口。相机的电荷耦合器件传感器把光线转变成电荷,通过模拟芯片转换成数字信号,数字信号经过压缩保存到内置硬盘卡保存,后把数据传输给计算机,最后由计算机进行处理。通过采用AVT PvAPI函数库和OpenCV编程,实现驱动和设置相机,并达到连续图像采集和单帧处理功能,而由单帧的连续输出,即可形成视频的处理效果。
2 图像处理方法
由于硬件条件和光照条件的影响,通过啤酒瓶口图像模拟采集装置采集的图像存在大量随机噪声,对瓶口破损识别存在很大的影响。而对图像进行处理,可以使图像感兴趣区域的特征突出,使图像中的噪声衰减,进而保证后续图像处理算法的精度和速度[5]。
2.1 预处理
啤酒瓶口图像的预处理过程包括对图像进行灰度化,直方图均衡化和图像分割等步骤。使用图像空间转化函数把彩色的瓶口图像转化为灰度图,可以满足后续的图像处理操作;直方图均衡化依据的原理是用累积函数对图像的灰度值进行调整,增强图像中目标像素与背景像素的对比度。通过对啤酒瓶口图像进行直方图均衡化处理,可以增强破损区域的像素信息;运用图像分割可以把啤酒瓶口图像划分成环形区域和非环形区域,对于背景为黑色,研究对象为瓶口的白色像素区域,采用最大类间方差法可以很好地去除背景里的白色噪音,并且有效地把瓶口区域识别出来。
2.2 形态学处理
经过图像分割处理后的啤酒瓶口图像内部会出现局部的空穴,对后续的特征参数提取有很大的干扰,因此需要用到形态学方法对图像进行相关处理。形态学的开运算和闭运算是应用最广泛的两种算法,开运算会使原有的孤立像素点去除,闭运算则使物体轮廓内部的细小空洞填充,使毗邻的区域相连通[6],综上可确定同时采用形态学的开运算和闭运算对啤酒瓶口图像进行处理,可增强瓶口轮廓特征,提高破损识别的准确率。对啤酒瓶口进行处理的各阶段效果如图2所示。
2.3 啤酒瓶口定位

图2 图像处理各阶段效果
啤酒瓶在高转速下运转,相机实时获取瓶口图像,从而不能保证每一个瓶口中心点坐标相同。因此需要对啤酒瓶口进行定位,而对啤酒瓶口定位的准确与否,直接影响瓶口特征向量提取的有效性,以及啤酒瓶口破损判别的准确性。Hough圆变换法是计算机视觉中应用最为广泛的检测圆的方法,该算法的最大特点是可靠性高,在噪声影响、图像轻微畸变甚至部分区域模糊的情况下仍然能取得较理想的结果[7,8],因此啤酒瓶口的定位采用Hough变换法。如图3所示为通过运用Hough圆变换处理后的部分瓶口圆心位置的效果图。

图3 瓶口定位
3 缺陷检测原理
通过对大量啤酒瓶口的缺陷特征分析,本文提出四个基于连通域特征的啤酒瓶口破损检测参数,分别是周长、面积、圆形度和相对圆心距离。周长指连通区域边界上像素点的像素数目之和,完好的瓶口图像中,周长最大,若存在破损时,周长会减小;面积指连通区域内所有像素点的像素之和,完好的图像中,面积最大,若存在破损时,面积会减小;圆形度指基于区域面积和周长而计算得到的有关区域形状复杂度的特征量,计算公式为:,它的取值范围在0~1之间,圆形的圆形度为1,图形的形状越趋于圆,则圆形度越接近1。相对圆心距离指啤酒瓶口的圆心与各连通域质心之间的距离,将瓶口圆心到瓶口环形区域的距离设定一个经验阈值,可以避开瓶口圆环区域内部或外部存在的噪声干扰。通过分析这四个破损参数的影响情况,可确定了一个用于检测瓶口破损的方案。
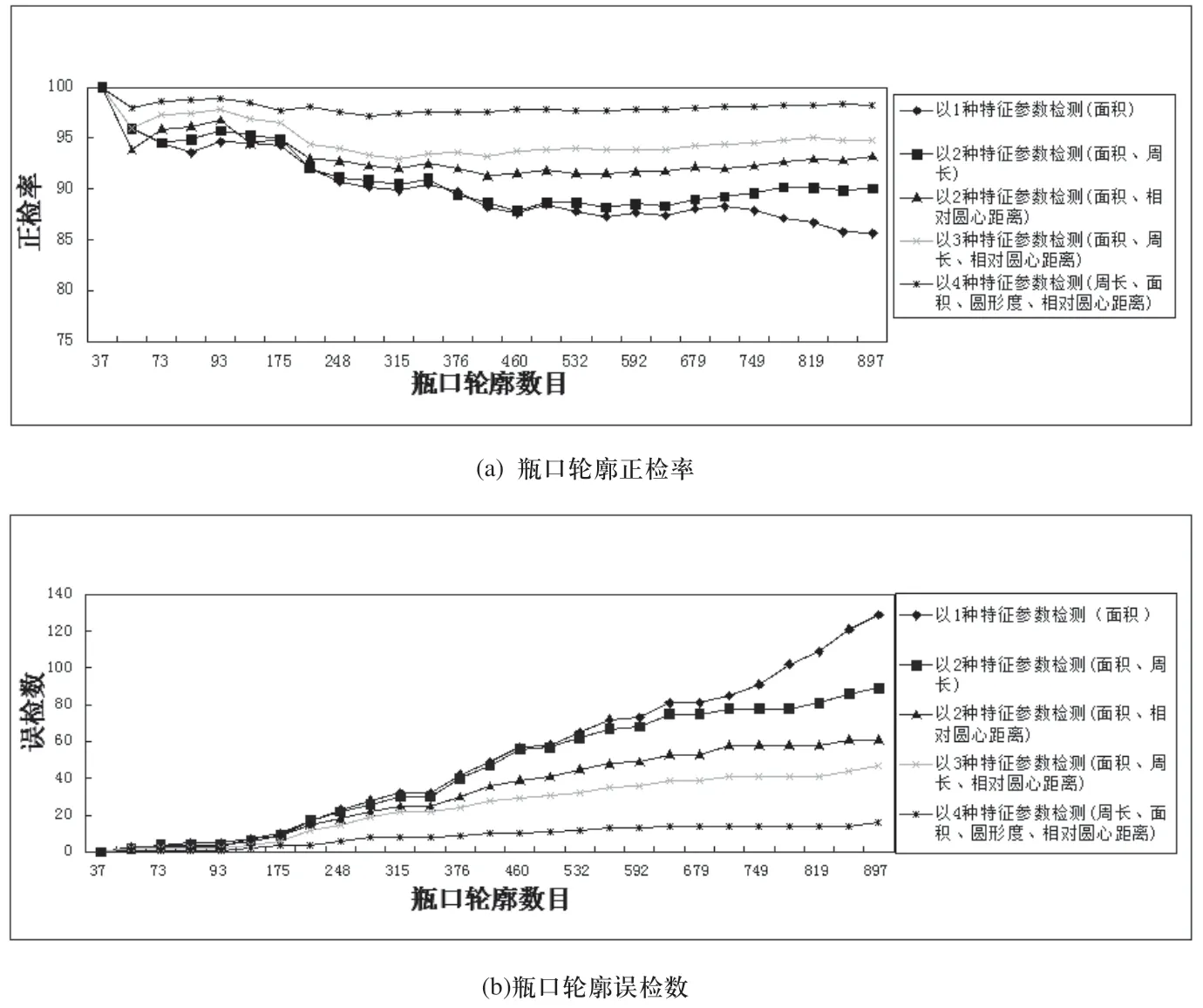
图4 破损检测参数分析
对部分瓶口进行采样和分析以确定破损检测方案,如图4和表1所示,共对897个破损轮廓采取5种方式检测。图4(a)中横坐标表示被检测的啤酒瓶口轮廓数目,纵坐标表示啤酒瓶口轮廓的正检率,每条曲线表示以不同的特征参数进行轮廓检测时的正检率,曲线最后均会趋于稳定状态,趋于稳态时的数值即为该特征参数选择方式下的正检率;图4(b)中横坐标表示被检测的啤酒瓶口轮廓数目,纵坐标表示被误检测的数,每条曲线表示以不同的破损特征参数检测啤酒瓶口时误检测轮廓数。

表1 不同特征参数选择下的检测效果
由表1的数据明显得出采取一种参数时破损检测的正确率仅有89.771%,当采用两种或三种参数时,检测效果相对较好,而运用四种参数时,检测效果明显增强,达到97.979%。综合了4种特征参数对啤酒瓶口破损识别的影响,确定采用周长、面积、圆形度和相对圆心距离4种参数判别瓶口是否破损。
4 分析检测结果
部分检测结果如图5所示,图中每组图像上下对应,上面的表示待检测的瓶口图像,下面的是检测后的图像,第1组是完好的啤酒瓶口,其他6组则为破损不一的啤酒瓶口。通过观察这7组图像及其检测结果,可知无论是什么形式的破损都能被系统检测出来,系统的检测速度是47000瓶/小时(13.05瓶/秒),检测结果满足系统的准确性和实时性要求。

图5 啤酒瓶口部分检测结果
5 结论
首先建立起啤酒瓶口图像采集系统,并初步确立了啤酒瓶口破损检测前对瓶口图像的处理方案,经分析确定采用周长、面积、圆形度和相对圆心距离4个特征作为瓶口的破损识别特征,综合运用4个特征参数,瓶口的准确识别率达到97.979%。检测结果表明该检测系统符合我国啤酒瓶检测技术指标,能够满足一般啤酒生产灌装企业的检测要求,具有一定的经济价值。
[1]刘文志.基于机器视觉的啤酒瓶瓶口检测系统研究[D].广州:华南理工大学,2011.
[2]李娜.啤酒瓶口破损检测技术研究[D].北京:北京工商大学,2013.
[3]Rafael C.Gonzalez,Richard E.Woods.Digital Image Processing[J].Electronic Industry Press,2007:643-665.
[4]Zhang jie,Ma shuyuan Huang jie,et.al.A machine vision system for Real-Time automated Gear Fatigue Pitting Detection[C].Proceedings of 2012 Intenational Conference on Mechanical Engineering and Material Science.2012:183-186.
[5]Shuhong Jiao,Xueguang Li,Xin Lu.An improved Otsu method for image segmentation[C].8th International Conference on Signal Processing,ICSP2006,2006:16-20.
[6]Otsu.A Threshold Selection Method from Gray 2 Level Histogram[J].IEEE Trans on SMC-9,1979:62-66.
[7]张田田.基于机器视觉的啤酒瓶瓶口检测系统的研究[D].青岛:山东科技大学,2009.
[8]高翔,谷吉海.基于Canny算法的啤酒空瓶杂质检测方法[J].包装工程.2009,30(3):63-65.
