外循环对IC反应器处理酒精废水酸化恢复的影响
2014-12-16戴起会刘绍根
戴起会, 任 鹏, 刘绍根
(安徽建筑大学环境与能源工程学院,安徽 合肥 230022)
废水的厌氧工艺在废水处理系统中的应用已经超过了一个世纪。IC厌氧反应器去除有机物的能力远远超过普通厌氧处理技术,而且IC反应器容积小、投资少、占地省、运行稳定,具有较高的颗粒污泥浓度和良好的传质效果,称为第3代高效厌氧反应器的代表。尤其在处理高浓度有机废水领域中应用广泛。
在厌氧工艺的运行过程中,主要为产甲烷菌与产酸菌之间的互相协作的平衡状态。但是由于产甲烷菌对环境的变化较敏感,经常由于有机负荷的冲击、低温、营养元素缺乏、有毒物质抑制等降低其活性,从而打破产甲烷菌种及产酸菌种之间的平衡关系,引起反应器内挥发酸(VFA)浓度升高、污泥上浮或是洗出、出水COD浓度增加、pH值下降等酸化现象[1],影响了反应器的正常运行,为实际生产运用中带来了阻碍。贾晓凤等[2]研究表明处理酒精废水恢复反应器酸化一般需要很长的时间,但这不符合实际生产的要求。据此笔者针对如何快速解决IC反应器运行过程中酸化问题,以附加外循环对反应器酸化恢复的影响进行研究。
1 IC反应器基本构造与废水水质
1.1 IC反应器基本构造
IC厌氧反应器采用钢板焊接制成,工艺流程如图1所示。总有效容积为17m3,分一级IC厌氧反应器和二级IC厌氧反应器,单级反应器的有效容积均为13.5m3。一级IC直径为1.3m,有效高度为10.4m;二级IC直径1.5m,有效高度为9m。沿反应器高度设置4个取样孔,以便在启动与运行中观察不同高度的污泥状况及去除效果。其中内循环系统是IC反应器工艺的核心部分,由下层三相分离器、升流管、气液分离器和泥水回流管等组成。反应器恒温进水,试验温度在35~37℃。

图1 IC厌氧反应器工艺示意图
1.2 废水水质
本试验采用的废水为安徽阜阳金种子酒厂以酒精槽液为代表的高浓度工业废水。该企业每天排放1000t的高浓度有机废水,COD为30000~40000mg/L,且显酸性,色度深,含沙量大,水质水量波动大,固形颗粒软,因此疏水性较差,并且这种废水含有较高浓度的蛋白质、脂肪、纤维、碳水化合物、废酵母、酒花残渣等有机无毒成分,但是含有大量的固体悬浮物和易生物降解的有机物废水[3],废水指标见表1。
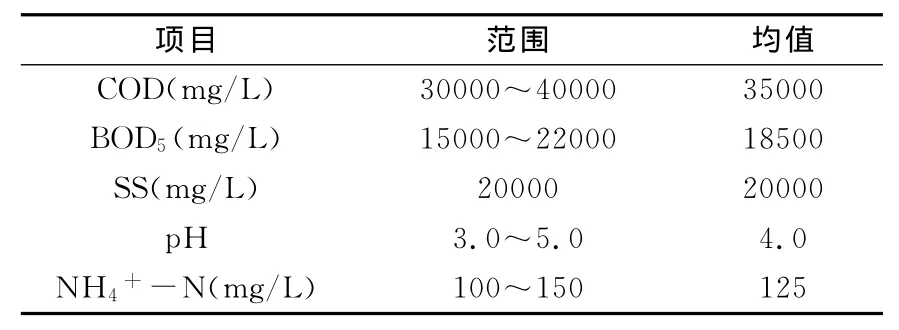
表1 废水水质
1.3 污泥接种
IC反应器接种污泥取自安徽省阜阳市金种子酒厂处理酿造废水的UASB反应器颗粒污泥,为黑色椭球形、球形等,污泥粒径主要分布在0.2mm-1.2mm,且主要在0.6mm为主,接种后IC反 应 器 污 泥 TS 为 2.214mg/L,VS 为 1.809mg/L。
1.4 分析方法
试验过程中的主要分析项目包括COD,pH,SS,混合液悬浮固体(MLSS)和VFA等,分析方法[4]如表2所示。

表2 常规分析项目与测定方法
2 讨论与分析
厌氧消化是一个多种群微生物共同作用、共同实现复杂有机化合物链式降解的过程。厌氧降解过程相当复杂,主要步骤为:颗粒态有机物质水解成为溶解性基质;溶解性基质发酵成乙酸、CO2和H2;乙酸、部分CO2和H2转化为甲烷。甲烷是非常难溶的气体,从溶液中逸出从而促使COD的去除。大部分的甲烷是由乙酸产生,因此只有乙酸产甲烷菌生长,才能使得反应器微生物相达到一个稳态化。如果产甲烷菌受到了抑制,则VFA大量堆积,至pH值下降,处理效果降低等反应器酸化现象[4-7]。
2.1 酸化原因
IC厌氧反应器中试装置正常运行3个月后,试验开始增加进水量,由每天6小时进水增加到每天15小时进水。第109天发现出水VFA和COD异常,此后发现出水指标进一步加重,VFA由之前的5.24mmol/L最高上升到23.76mmol/L,IC反应器COD去除率下降到70%以下,最低下降到60%左右。由于产甲烷菌对环境较敏感,此时进水负荷增加,产甲烷菌活性受到抑制,产乙酸菌成为优势菌种,pH值有7.8下降到5.0以下。由此推断反应器已经酸化。Van Lier等[8]研究表明,进水流量与含量的剧烈变化会破坏水解酸化与产甲烷阶段这一平衡关系,严重影响厌氧反应器的稳定性与处理效果。本中试装置酸化原因断定为进水流量剧烈变化,增加了反应器的负荷,影响了IC厌氧反应器的稳定。
2.2 恢复措施
为解决反应器酸化问题,必须有针对性地消除影响因素,恢复产甲烷菌活性,使产酸菌与产甲烷菌恢复达到平衡关系。王立军等[9]总结了解决IC厌氧反应器酸化问题的途径主要有以下几种:投加新鲜的颗粒污泥、投加药剂、出水回流稀释、大水量清水冲洗等。考虑到中试装置调控的难度大,实际生产上时间与经济上的压力,必须选择可以较快速的恢复方法。且系统本身具有外循环装置,研究表明外循环厌氧反应器可加大反应器内上流速度,增强反应器内部的传质作用,使系统更加稳定、高效的运行[10-11]。故采取以下措施:开始延长IC反应器附加外循环,由每天间歇运行12个小时延长到20个小时,冲洗出反应器内累积的过量VFA,同时调节进水前的pH值。经过15天的运行调试,VFA的浓度小于5mmol/L,IC反应器运行状态已大为好转,pH值升到7.0以上,一级IC反应器出水COD降至4500~5000mg/L,系统已恢复正常运行。附加外循环装置来恢复系统酸化耗时15天,相对于无外循环的系统大大缩短了时间。
2.3 恢复运行效果
2.3.1 对恢复COD的去除效果
一级IC反应器和二级IC反应器的进出水COD的变化分别如图2、图3所示。
根据厌氧降解的过程可以了解通过甲烷的逸出可以减少进水中的化学需氧量。如果没有甲烷的产生,COD的减少量就随之减小,反应器内只有H2的产生和逸出。研究发现产甲烷菌存在于大多数厌氧反应器中,使大部分H2转化为甲烷[2,6,12]。可见,产甲烷菌的活性好坏直接影响着COD的去除。
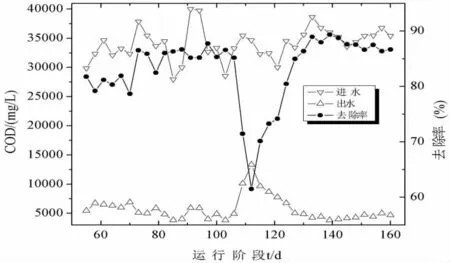
图2 一级IC反应器进出水COD变化

图3 二级IC反应器进出水COD变化
在启动运行109天时发现一级IC反应器的出水指标异常,COD的去除率下降到70%以下,到118天时最低下降到60%左右。经过查找,发现是反应器负荷增加,使厌氧反应器受到冲击所致,产甲烷菌活性受到抑制。此后立即延长IC反应器附加外循环时间,冲洗反应器,减低反应器负荷。反应器处理效果慢慢好转。经过15天的运行,一级IC反应器出水COD在5000mg/L以下,二级IC反应器出水COD在1000mg/L左右,系统恢复启动完成。与无附加外循环的情况相比,外循环可增强反应器内的传质作用,加速反应器达到稳态化[13-15]。
2.3.2 出水VFA及pH的变化
如图4、图5所示,分别为一级IC反应器和二级IC反应器出水VFA和pH含量的变化情况。酸化进行到第9天两个反应器VFA含量均上升到11mmol/L以上,pH值下降至5.0以下。第15天后,反应器内的VFA含量稳定在5mmol/L以下,pH 值大于7.0。
pH对厌氧工艺的运行稳定有着重要的影响[16]。当pH值偏离最佳值时,反应器内生物活性将受到不同程度的抑制,而产甲烷菌比其他微生物菌种更为敏感,受影响的程度更大。pH值降低会增加比较高分子量的VFA,尤其是丙酸和丁酸,而乙酸产生量减少,其他类型VFA生产量增加。而水解微生物的活性受pH值偏离的影响非常小。
由于产甲烷细菌对pH值较为敏感,再加上VFA是有机物降解的中间产物,VFA生产量的增加速度超过产甲烷细菌利用乙酸和H2作用的最大能力,多余的VFAS开始积累,引起反应器内的pH值下降。pH值降低使得产甲烷细菌活性减弱,进一步引起VFA积累和pH值降低。此现象恶化后产甲烷细菌活性几乎停止。
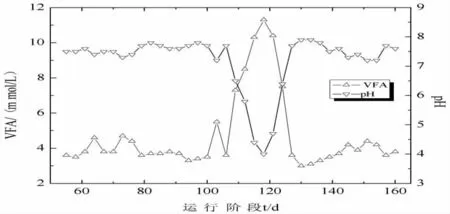
图4 一级IC反应器出水VFA、pH变化

图5 二级IC反应器出水VFA、pH变化
为研究出快速解决实际生产中酸化问题,减少损失。运用外循环方法对IC厌氧反应器进行水冲洗。因反应器进水显酸性,在进水前调解pH。调试运行阶段反应器酸化现象明显好转。可见,与无外循环装置相比较,外循环水冲洗能较快的改善反应器内的不良环境,加快产甲烷细菌与产酸细菌恢复平衡的稳态。
3 结论
(1)采用两级IC厌氧反应器处理酒精槽液高浓度有机废水时,因为反应器内负荷的冲击,IC反应器出水COD去除率下降到70%以下,最低达到60%,VFA由之前的5.24mmol/L最高升高到23.76mmol/L,pH 值下降到5.0以下。IC反应器发生严重酸化。
(2)及时采用外循环装置冲洗,调解进水pH值的方法。经过15天的恢复,一级IC反应器出水COD下降到4500~5000mg/L,二级IC反应器出水COD下降至1000mg/L左右,出水VFA含量恢复到小于5mmol/L,pH值上升到7.0以上。系统恢复正常运行状态。表明附加外循环可有效的缩短IC反应器的运行稳定性所需时间,进一步减少实际生产中的经济损失。
(3)解决酸化问题关键在于怎样快速恢复反应器内产甲烷细菌的活性。使产甲烷细菌与产酸细菌恢复平衡的稳态。
1 刘 敏,任南琪,王爱杰,等.UASB反应器酸化后的状态及恢复研究[J].中国沼气,2003,21(2):7-10.
2 贾晓凤,王晓睿.处理酒精废水的UBF反应器酸化问题及重新启动 [J].中国给水排水,2010,26(18):147-150.
3 章肇敏,吴生文.特香型白酒酿造工艺分析[J],中国酿造,2012,31(5):164-167.
4 国家环境保护局.水和废水检测分析方法[M].第4版.北京:中国环境科学出版社,2002.
5 王慧芳,买文宁,赵雅光.IC反应器启动过程中酸化问题的研究[J].河南科学,2008,26(2):219-221.
6 刘 兴,陈茂林,钱 为,等.UASB处理制革废水的酸化及其恢复研究[J].中国给水排水,2013,29(9):1-4.
7 王 娟,买文宁,沈小华.内循环厌氧反应器处理制药废水的酸化及其恢复[J].水处理技术,2011,37(1):81-83.
8 Van Lier J B,Tilche A,Ahring B K,et al.New perspectives in anaerobic digestion[J].Water Science and Technology,2001,43(1):1-18.
9 王立军,郑文华,史 绪,等.IC反应器酸化原因分析及重新启动[J].中国给水排水,2007,23(24):95-97.
10 Van Lier J B,Van Der Zee F P,Tan N C G,et al.Advances in high-rate anaerobic treatment:staging of reactor systems[J].Water Sci.Tech,2001,44(8):15-20.
11 刘 牡,彭永臻,宋燕杰,等.回流比对单级UASBA/O处理晚期垃圾渗滤液短程脱氮的影响[J].化工学报,2011,62(6):1675-1681.
12 Siegrist H.,Renggli D.and Gujer W.Mathematical modeling of anaerobic mesophilic sewage sludge treatment[J].Water Science and Technology,1993,27(2),25-26.
13 Phd J D,Wang D.Influence of external circulation on sludge characteristics during start-up of internal circulation reactor[J].Journal of Central South University of Technology,2005,12(4):425-429.
14 辜 清,罗海霞,张 悦,等.IC厌氧反应器在外循环状态下启动的试验研究 [J].工业水处理,2013,33(4):25-27.
15 丁建南,于一尊,金志农.附加外循环IC反应器启动试验 [J].中国沼气,2004,22(4):29-31.
16 C.P.Leslie,Grady Jr,Geln T Daigger et al.废水生物处理(第2版)[M].张锡辉等译.北京:化学工业出版社,2003.
