陶瓷膜除菌技术在生产冰淇淋方面的应用研究
2014-12-16刘利清
刘利清
(包头轻工职业技术学院,内蒙古包头014035)
0 引言
膜过滤技术是一种使用半透膜并借助化学位差或者外界能量使物质进行相位转移的分离方法[1-4],该方法可以代替超高温瞬时杀菌和巴氏杀菌,有效的截留原料奶中的霉菌、酵母菌、细菌和体细胞,使乳中有效成分通过,由于分离过程中原料奶没有经过剧烈受热,不仅降低能耗,而且可以防止热敏物质失活,保持原奶原有风味[5]。
目前,国外关于陶瓷膜除菌技术在牛乳中应用的研究时有报道[6-8],但是国内鲜有研究,仅有的一些研究也只是停留在奶酪、延长货架期牛乳这两个方面[9-11],还没有将陶瓷膜除菌技术应用在冰淇淋生产中的相关报道。
本文研究了陶瓷膜除菌技术在冰淇淋中的应用,并比较了膜孔径、温度、压力和错流流速对膜通量、除菌率、蛋白截留率和冰淇淋感官的影响,优化出最佳工艺参数,为陶瓷膜除菌生产冰淇淋的实际应用提供技术参考。
1 材料和方法
1.1 材料
原料乳:包头市周边某牧场收购的生鲜牛乳,各项指标符合国家标准。
1.2 仪器
冰淇淋中试设备。
除菌设备:陶瓷过滤膜(实验型)。
1.3 工艺流程
原料奶→离心脱脂→均质→膜除菌→脂肪高温处理后回填、混合→均质→标准化→后续工艺
1.4 感官品评
由包头轻工职业技术学院专任教师5人、学生45人组成感官评定小组,对冰淇淋感官品质进行打分,满分为100分。
2 结果与分析
2.1 不同工艺条件对膜通量的影响
2.1.1 孔径对膜通量的影响
在温度为50℃,压力为0.5 MPa,错流流速为6 m/s的条件下,测定四种孔径对膜通量的影响情况,结果如图1所示。
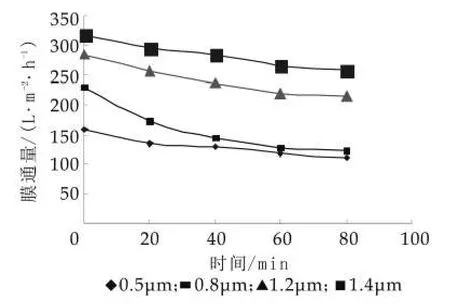
图1 孔径对膜通量的影响
由图1可以看出,膜孔径越大,初始通量越大,1.4 μm的膜初始通量为318 L/(m2·h),而0.5 μm的膜初始通量仅仅为158 L/(m2·h),随着过滤操作的进行,4种孔径的膜通量均呈下降趋势,这可能是由于牛乳中的一些长链物质如蛋白质类、乳糖类等同时通过膜孔,造成膜孔堵塞,由于大分子长链物质又受到静电效应影响,从而造成大分子被留在孔膜中,导致膜通量下降。所以,建议选择1.4 μm的膜进行生产。
2.1.2 温度对膜通量的影响
在孔径为1.4 μm,压力为0.5 MPa,错流流速为6 m/s的条件下,测定温度对膜通量的影响情况,结果如图2所示。
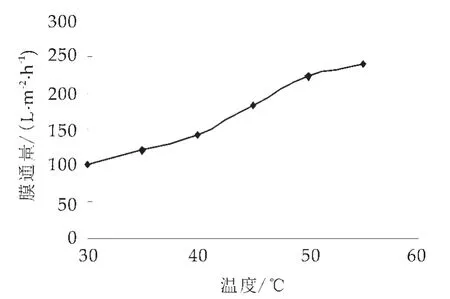
图2 温度对膜通量的影响
温度是影响乳蛋白截留率和膜通量的一个重要因素。由图2可以看出,随着温度升高,膜通量随之升高。这可能是由于随着温度的升高,分子扩散系数增大,牛乳黏度下降,组分溶解度增大,因此膜通量提高,乳蛋白截留率降低。但若操作温度太高,会使牛乳产生蒸煮味,甚至发生蛋白变性,严重影响成品品质,并且造成资源浪费,因此,综合考虑,将操作温度定为50℃较为合适。
2.1.3 压力对膜通量的影响
在孔径为1.4 μm,温度为50℃,,错流流速为6 m/s的条件下,测定压力对膜通量的影响情况,结果如图3所示。
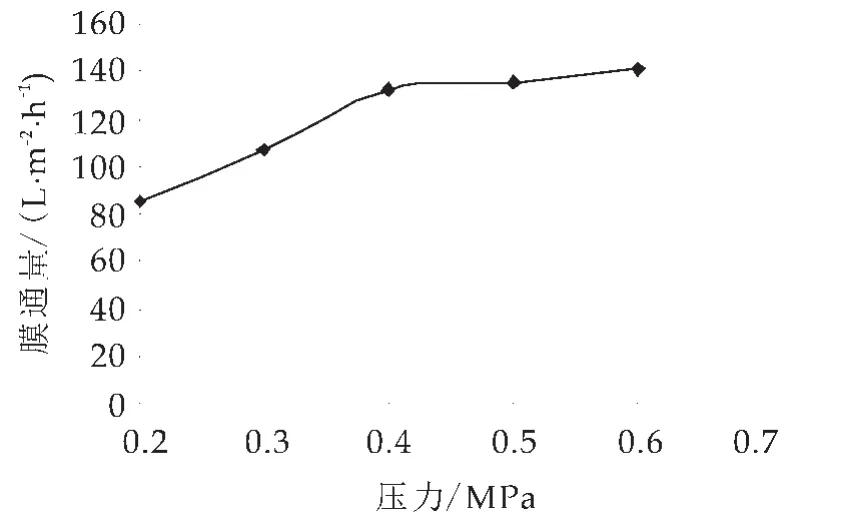
图3 压力对膜通量的影响
由图3可以看出,随着压力增加,膜通量随之增大,但这种趋势并不是线性的,当压力增大到0.4 MPa时,滤膜通量变化减小,最后趋于稳定。这可能是由于压力在0.4 MPa以下时,过滤过程主要受压力控制,但压力升高后,吸附和沉积物的沉降速率增大,并且大于牛乳错流膜面时的剪切力,膜孔堵塞和膜面浓差极化导致污染速度加快,当达到平衡后,由于牛乳黏度较高,因此压力对膜通量影响极小。因此,综合考虑能耗和过滤效果,操作压力为0.4 MPa较合适。
2.1.4 错流流速对膜通量的影响
在孔径为1.4 μm,温度为50℃,,压力为0.5 MPa的条件下,测定错流流速对膜通量的影响情况,结果如图4所示。

图4 错流流速对膜通量的影响
由图4可以看出,随着错流流速的增高,膜通量随之升高,这可能是由于流速增大,牛乳对沉积层的剪切力增大,从而膜通量相应增大。而当错流流速达到6 m/s时,膜通量趋于稳定,这可能是由于牛乳黏度较大,一味增加流速使得膜面的吸附与沉淀物不断叠加,饱和之后,牛乳剪切力与二者的吸附力趋于平衡,膜通量随之趋于稳定。对牛乳而言,错流流速太小,膜容易受到污染;错流流速太高,既耗能又不利于膜通量增大,因此综合考虑,选择6 m/s的错流流速较为合适。
2.2 工艺条件的优化
根据单因素实验结果,选择膜孔径(A)、温度(B)、压力(C)、错流流速(D)四个因素,每个因素确定四个水平,进行L16(44)正交实验。正交实验因素水平表及正交实验结果如表1和表2所示。
为了获得最佳工艺条件,在单因素试验的基础上,选取孔径、温度、压力、错流流速四个因素进行正交实验,以除菌率、蛋白截留率和冰淇淋感官评分作为测定指标,结果如表2所示。
由表2可以看出,采用陶瓷膜进行除菌,除菌率均在99%以上,达到了预期的效果,从级差R的大小可以看出,各因素对除菌率影响由大到小依次为:孔径>错流流速>温度>压力;各因素对蛋白截留率的影响主次顺序为:错流流速>温度>压力>孔径;各因素对冰淇淋感官的影响主次顺序为:温度>孔径>错流流速>压力,其中,温度对冰淇淋感官的影响最大,温度越高,冰淇淋口感越差,这可能是由于杀菌温度较高时,巯基氧化成二氧化硫从而产生蒸煮味或焦糊味,严重影响了冰淇淋的口感。
将各因素对膜通量的影响情况做表,结果见表3。从表3可以看出,孔径越大,膜通量越高,结合前期试验结果(孔径越大,除菌效果越好),选择1.5 μm孔径作为最佳实验孔径;随着温度的升高,膜通量也随之升高,但是趋势并不明显,但是前期结果表明,温度从47℃上升至56℃,冰淇淋的感官品质急剧下降,因此最佳试验温度应该为47℃;随着压力的升高,膜通量也随之升高,但是到了0.4 MPa时,膜通量基本没有变化,这与前期试验结果一致,因此选择0.4 MPa作为最佳实验压力;随着错流流速的升高,膜通量也随之升高,但是到了6 m/s时,膜通量基本没有变化,这与前期试验结果一致,因此选择6 m/s作为最佳错流流速。综合各因素均值和工艺效应分析,得出陶瓷膜除菌技术在生产冰淇淋时的最佳工艺条件为A4B1C3D3,即膜孔径为1.5 μm,温度为47℃,压力为0.4 MPa,错流流速为6 m/s。
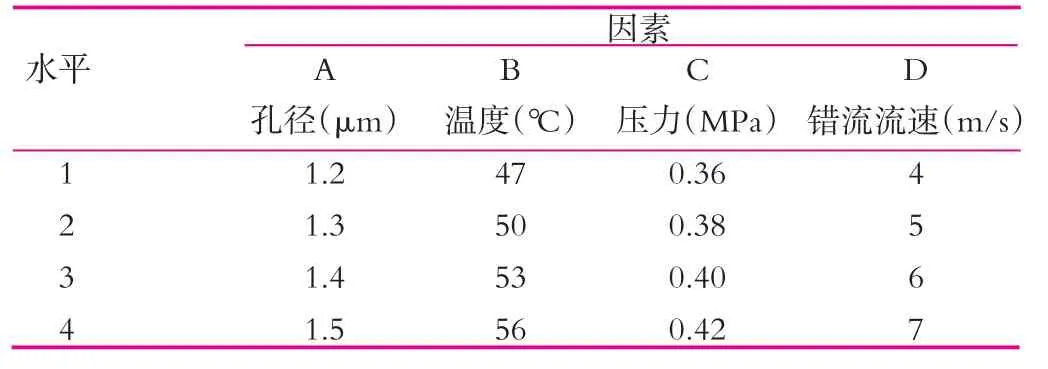
表1 正交实验因素水平
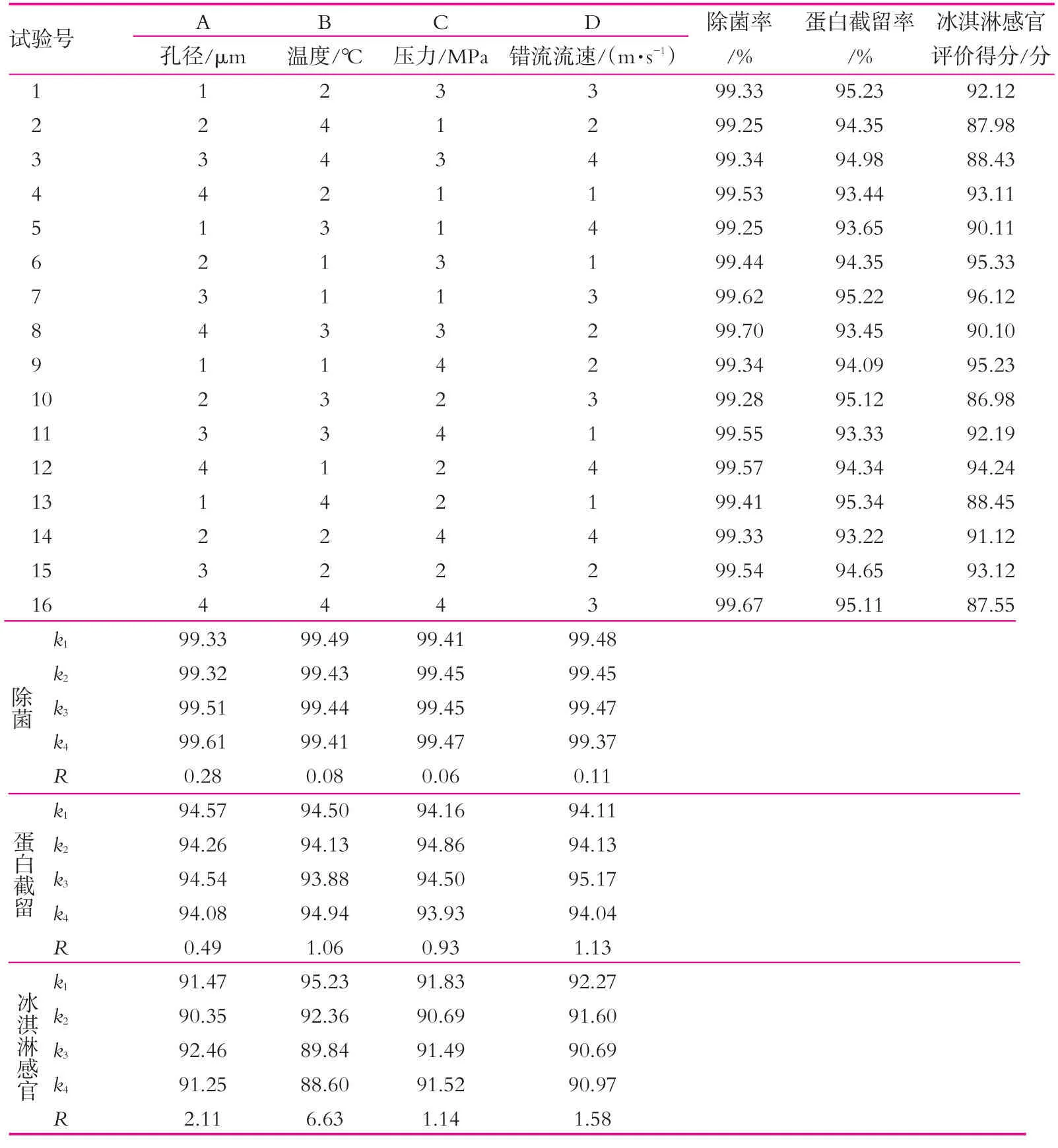
表2 正交试验结果

表3 最佳过滤工艺效应表
3 结论
(1)使用陶瓷膜除菌技术生产冰淇淋时,各因素对除菌率影响由大到小依次为:孔径>错流流速>温度>压力;各因素对蛋白截留率的影响主次顺序为:错流流速>温度>压力>孔径;各因素对冰淇淋感官的影响主次顺序为:温度>孔径>错流流速>压力。
(2)陶瓷膜除菌技术在生产冰淇淋时的最佳工艺条件为A4B1C3D3,即膜孔径为1.5 μm,温度为47 ℃,压力为0.4 MPa,错流流速为6 m/s。
[1]KELLY P M.YUOHY J J.The Effectiveness of Microfiltrition for the Removal of Microorganisms[J].Bulletin of the International Dairy Federation,1997,29(320):58-63..
[2]王学松.膜分离技术及其应用[M].北京:科学出版社,1994.
[3]刘云飞,潘道东.鲜乳陶瓷膜除菌技术研究[J].食品科学,2008 ,29(3):256-258.
[4]JHENYON D K.Extended Shelf-life Milk in North America:A Perspective[J].International Journal of Dairy Technology,1999,52(3):95-101.
[5]张英莉,胡耀辉,黄坤,等.膜分离技术及其在乳品工业中的应用[J].吉林农业大学学报,2000 ,22(2):108-111.
[6]LUCIANA V S,MAUBOIS J L.Current developments of microfiltration technology in the dairy industry[J].Lait,2000,80:541-553.
[7]SOLANKI G,RIZVI S S H.Physico-chemical properties of skim milk retentates from microfiltration[J].J Dairy Science,2001,84:2381-2391.
[8]JOST R,JELEN P.Cross-Flow Microfiltration-An Extention of Membrane ProcessingofMilkandWhey[S].BulletinoftheIDFN320,1997:9-15.
[9]杨永龙,张杰,宗学醒,等.超滤技术在盐水奶酪中的应用研究[J].中国乳品工业,2011 ,39(1):26-29.
[10]王荫榆,张少辉,李存瑞等.陶瓷膜微滤技术生产ELS牛乳的应用研究[J].中国乳品工业,2004 ,32(11):18-20.
[11]任宪峰,杨永龙,张杰,等.脱脂牛乳陶瓷膜过滤除菌工艺研究[J].食品与机械,2011 ,27(2):129-132.