新型氮磷添加剂对铜箔轧制摩擦学性能与磨损行为的影响
2014-12-15孙建林
熊 桑,孙建林
(北京科技大学 材料科学与工程学院,北京 100083)
铜及铜合金作为重要的有色金属材料,其轧制摩擦、磨损、润滑一直是世界铜加工行业关注和深入研究的重要前沿课题[1-3]。压延铜箔具有较优的延展性、挠曲性、致密性和较小的粗糙度,已成为柔性印制电路板(FPC)的基础材料,广泛应用于电子电器、汽车行业等电子信息技术领域[4]。在压延电子铜箔轧制过程中,高速和高温使得轧件迅速升温[5],轧制油对压延电子铜箔轧制过程具有极其重要的作用,能够起到冷却、润滑、极压和抗磨减摩等作用,同时可以有效地减小最小可轧厚度,降低轧制过程的力学参数,并能改善轧后表面质量[5-6]。压延铜箔轧制摩擦润滑作为多学科渗透的一门科学,目前已引起国内外业界人士的高度重视[7-8],而压延铜箔轧制过程中摩擦磨损机制及其润滑工艺相关的研究与应用较少,为了得到具有良好表面质量和性能的压延铜箔,对压延铜箔轧制润滑技术的研究更加具有实际意义[9-10]。本文作者结合压延铜箔使用要求及轧制工艺特点,采用MRS-10A四球摩擦磨损试验机考察不同质量分数的新型磷系与新型含氮硼酸酯极压抗磨剂复配对新型铜箔轧制油摩擦学特征的影响,并对铜箔轧制油的轧制润滑性能进行研究,利用LEXT OLS4000激光共焦显微镜测量铜箔表面的粗糙度,并观察其轧后三维表面形貌,揭示铜箔与轧辊构成摩擦副的磨损机理,进一步为压延铜箔轧制润滑工艺提供理论指导。
1 实验
1.1 原材料
实验采用3种基础油:1) B158,退火清净性能和润滑性能优良的加氢矿物油;2) B132,低硫低芳香烃环保型溶剂油;3) B139,以B132和润滑性能优异的酯类油 B146按一定比例和特定工艺复配。测得其主要理化性能参数如表1所列。实验用添加剂有新型磷系极压抗磨剂 EK与新型含氮硼酸酯极压抗磨剂BT。其中,EK为微黄色透明液体,主要成分为脂肪醇聚乙二醇醚磷酸酯,酸值140 mg/g,磷的质量分数高于5.1%,闪点高于160℃;BT为淡黄色透明液体,密度为0.98 g/cm,闪点高于190℃,溶于矿物油及合成油而不溶于水,铜腐蚀级别 1a, 其分子结构如图1所示。选用常规铜板带轧制油 CRO作对比,其理化性能如表2所列。
1.2 MRS-10A四球摩擦磨损试验
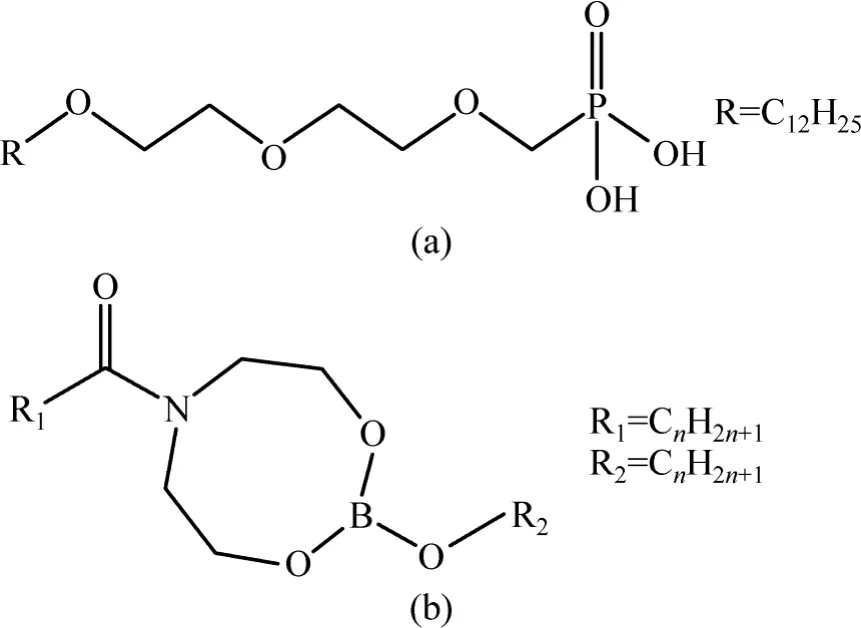
图1 EK和BT的分子结构Fig.1 Molecular structures of EK (a) and BT (b)

表1 实验用基础油主要理化性能参数Table1 Major physical and chemical performance parameters of base oil used in experiments
表2 常规铜板带轧制油CRO主要理化性能参数Table2 Major physical and chemical performance parameters of conventional copper rolling oil CRO
实验条件:载荷(392±5) N、转速(1200±5) r/min、室温、时间30 min,实验所用钢球均为GCr15标准钢球。本实验分为两组:1) 测试铜箔轧制油以不同质量分数的EK与BT以3:1复配[11]的摩擦性能,添加EK质量分数分别为0.09%、0.12%和0.15%;2) 不添加任何EK和BT的基础油B139及常用铜板带轧制油CRO,测定其摩擦学性能进行对比。实验前后钢球及夹具浸入在石油醚中,并用超声波清洗,实验后下试球作为德国EVO 18扫描电子显微镜(SEM)及能谱分析仪(EDS)的试验样。
1.3 铜箔冷轧实验
轧制试样为0.18 mm厚的铜箔,采用d95/200 mm×200 mm四辊冷轧试验机进行冷轧实验,轧机功率为35 kW,轧制速度为60 r/min。轧制前后分别用浸有丙酮和酒精的棉纱擦洗辊面与铜箔表面,再用干净医用棉擦干,以保证结果准确。实验前,将轧制油喷淋到轧辊和轧件上,并使轧辊空转几圈,待轧制油均匀分布在辊面和轧件后,再开始进行轧制。冷轧过程中记录每道次的轧制压力和轧后厚度,分析铜箔最小可轧厚度及轧后的表面质量,研究各轧制油的润滑效果。将轧后试样加入含丙酮的烧杯中进行超声波清洗,去除铜箔表面残留的轧制油,并用无水乙醇擦拭干净,采用LEXT OLS4000激光共焦显微镜观察铜箔轧后表面形貌,并测量其表面粗糙度,同时对轧后铜箔微观区域进行三维形貌分析。
2 结果与讨论
2.1 摩擦学性能分析
实验测试结果选用最大无卡咬负荷PB、长磨实验下的平均摩擦因数μ和平均磨斑直径D这3个参数作为轧制油极压抗磨润滑性能的主要指标。不同运动黏度基础油添加不同质量分数的新型磷系EK与含氮硼酸BT制备的轧制油摩擦学性能测试结果及各项指标如表3所列。由表3可知,PB、μ和D3个指标不具有一致性,不能直接反映出各影响因素的重要程度,有时甚至是矛盾的,很难分析与判别轧制油的极压抗磨润滑性能。在孙建林等[12]所提出的用于综合分析润滑剂性能的极压润滑系数RL和极压抗磨系数w的基础上,对轧制油的极压性能、抗磨性能和减摩性能按照相同标准进行归一化,以直接判断各因素对实验结果的重要程度。为此,提出综合分析润滑剂的极压抗磨润滑性能的新指标—极压抗磨润滑系数(Ω):式中:PB为最大无卡咬负荷,N;μ为摩擦因数;D为平均磨斑直径,mm。


表3 轧制油对铜箔轧制摩擦学性能的影响Table3 Effect of rolling oil on tribology performance of copper foil
由表3可以看出,在误差范围内,可认为添加0.15%新型磷系极压剂EK与0.05%含氮硼酸酯BT复配的轧制油PB值均大于400 N,且Ω大于9.50,都能满足铜箔轧制油所需基本摩擦学性能要求[11];而极压抗磨剂添加量小于0.20%时,对提高轧制油的综合极压抗磨润滑性能影响较小。在轧制变形区,轧制润滑油的极压抗磨润滑系数Ω值越大,其油膜承载能力越强,若轧件表面形成的油膜的承载能力超过轧制压力,则油膜及其良好的抗磨减摩性能可以很好地防止或减少轧制过程中轧辊与铜箔直接接触,既保证良好的润滑状态,又改善铜箔的成形质量,同时表明利用Ω能有效地分析润滑剂的摩擦学性能。
从表3中基础油B139添加不同质量分数的新型磷系 EK与含氮硼酸 BT复配轧制油(w(EK):w(BT)=3:1)的最大无卡咬负荷可以看出,随极压抗磨剂质量分数的增大,轧制油中氮、磷含量越高,其油膜承载能力逐渐增强,且对基础油极压性能的提高作用越来越显著;当EK质量分数为0.15%时,轧制油的PB值达到588 N,比不含极压抗磨剂的油膜强度提高了150%。
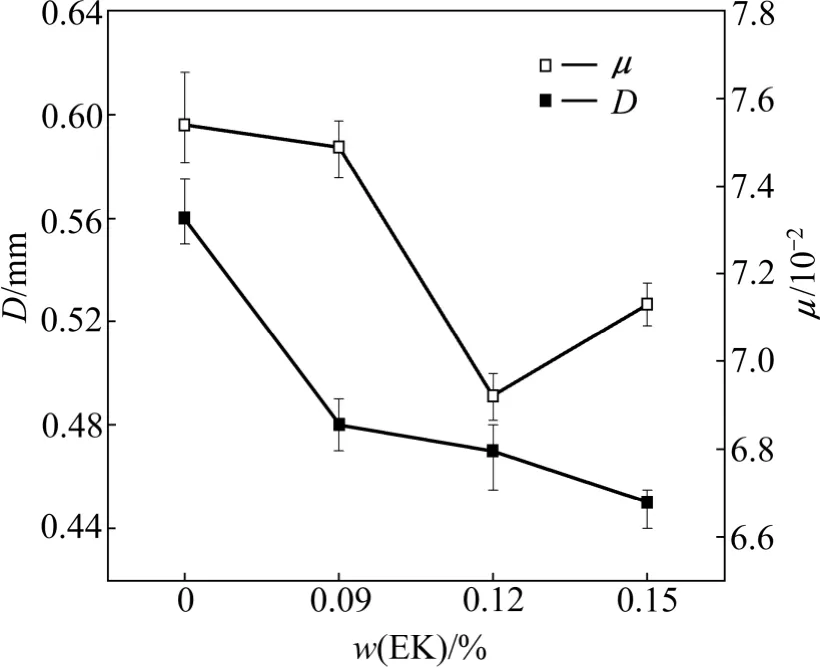
图2 摩擦因数μ和磨斑直径D与极压抗磨剂不同质量分数(w(EK):w(BT)=3:1)的关系Fig.2 Variation of μ and D with mass fraction of extreme pressure anti-wear additive EK of w(EK):w(BT)=3:1
图2所示为不同质量分数极压抗磨剂复配轧制油的摩擦因数μ和钢球平均磨斑直径D的变化。由图2可知,添加极压抗磨剂0.15%EK与0.05%BT复配后,其摩擦因数与磨斑直径明显减小,较不含极压抗磨剂的分别降低约 5%和20%,说明其减摩性与抗磨性增强。随极压抗磨剂质量分数的增加,轧制油的D和μ值变化较小,说明含极压抗磨剂的轧制油抗磨减摩性能稳定,同时也表明了新型氮磷极压抗磨剂具有优异的抗磨减摩性能,这可能一方面是由于在摩擦热的作用下,含氮硼酸酯在摩擦表面发生了物理化学反应,生成了B2O3,B2O3沉积物膜起润滑作用,有利于缓解由氧化铁等组成的混合边界润滑膜的磨损,从而提高润滑油的抗磨减摩性能;另一方面,BT与EK在摩擦过程中,相互竞争金属表面,引起磨损表面膜的组成发生改变,生成了更多的铁氧化物,改善了润滑油的抗磨减摩性能[13]。因此,BT润滑油添加剂与EK有较好的协同增效作用和抗水解性能,通过在润滑油中添加这两种添加剂,可以在一定程度上减少EK的用量,达到提高性能和保护环境双重目的[13-14]。
图3所示为不同条件下磨斑的SEM像及EDS能谱分析。从图3可以看出,添加了极压抗磨剂的磨斑表面附着一定量的磷,而磷具有优异的抗磨作用,使其磨斑直径减小[15];同时,氮、硼元素的加入有助于磷在摩擦表面富集,金属表面发生摩擦化学反应形成磷酸盐或亚磷酸盐保护膜;硼的间隙化合物 FexB 能溶解游离态的硼,进而形成固溶体,从而在摩擦表面形成复杂的渗透层,起到减摩抗磨作用[15]。EK与BT复配作为润滑油添加剂,EK的羟基与BT中的氮硼六元环基团发生反应形成新的硼酸脂保护膜,同时,二者的协同增效作用有助于提高保护膜中磷元素的质量分数,从而提高了添加剂的抗磨性。而当摩擦条件变苛刻时,添加剂发生分解,直至分解出原子,一部分原子会渗进表面形成固溶体或金属化合物或间隙化合物,摩擦表面膜中含有 BN 和FeB等物质,可认为含氮硼酸酯的抗磨机理是在摩擦金属表面上形成了由吸附膜、聚合物膜以及金属局部高温高压生成的FeB和FeB2扩散而成的渗硼及渗碳层三者组成的复合保护膜,这一复合膜起润滑作用[16]。
2.2 轧制变形区摩擦润滑分析
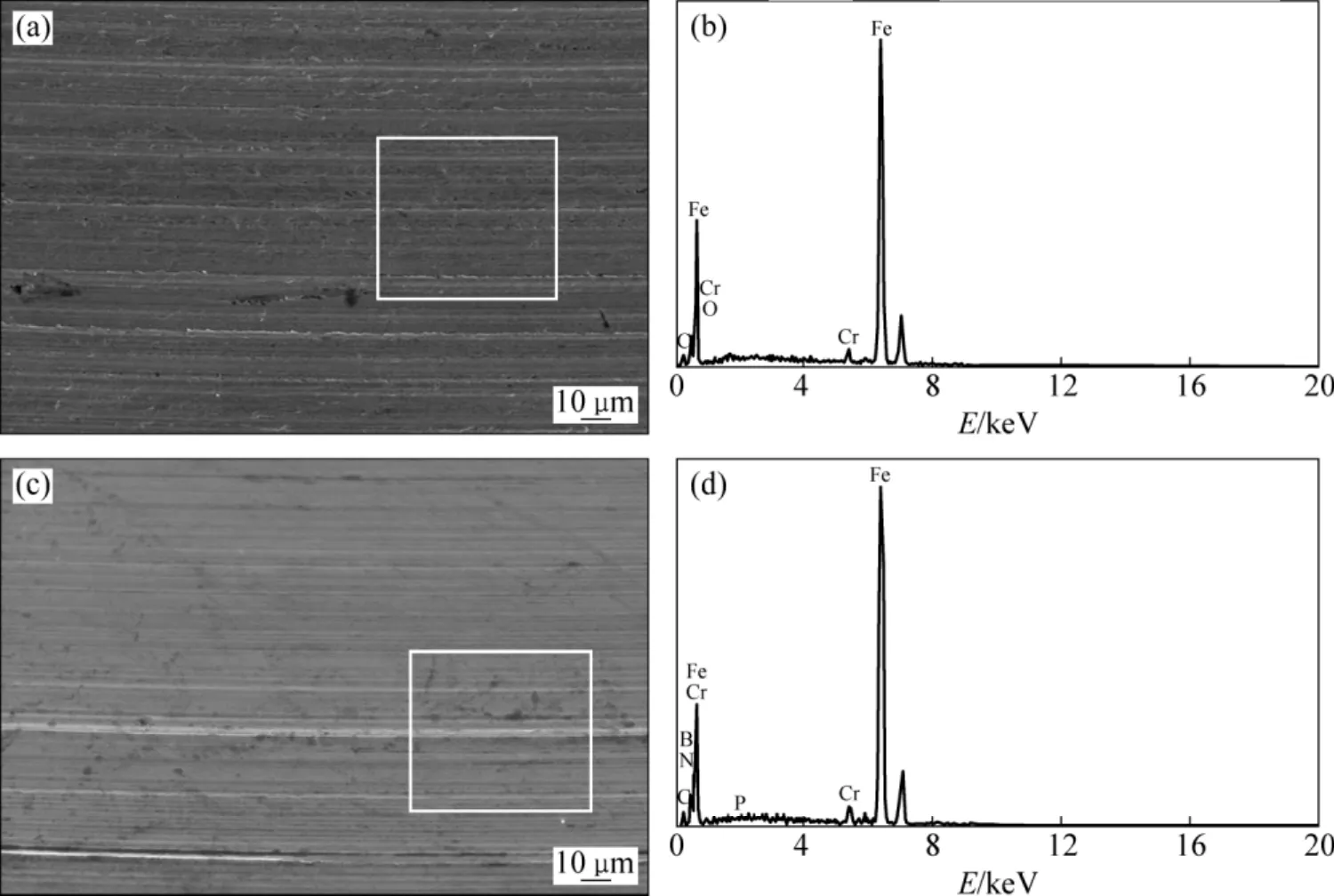
图3 不同条件下磨斑的SEM及EDS谱Fig.3 SEM images ((a), (c)) and EDS spectra ((b), (d)) of wear scars lubricated with B139 ((a), (b)) and B139+0.15%EK ((c), (d))

图4 轧制油各道次的轧制压力变化曲线及其轧制压力计算值Fig.4 Variation of average rolling force with rolling pass (a)and their calculated values (b)
图4(a)所示为在四辊冷轧试验机上在相同的轧制规程、不同的润滑条件下平均轧制压力与轧制道次的变化关系。由图4(a)可知,与常规铜板带轧制油CRO相比,使用新型含磷、氮铜箔轧制油润滑轧制压力大幅下降,说明使用铜箔轧制油轧制时,添加剂在铜箔与轧辊表面之间形成了化学吸附膜和摩擦化学反应膜组成的边界润滑膜,从而有效地减小了两者直接接触面积和冷轧时的摩擦因数,从而降低了轧制过程中的轧制压力[11]。采用闪点高、运动黏度在4~6 mm2/s且磷、氮元素含量最高的轧制油的轧制润滑效果最明显,与常规铜板带轧制油 CRO时的轧制总压力相比降低了26.30%左右,在实际生产中具有节能降耗的效果。
根据工程应用的轧制压力(P)公式[17]:

式中:为平均单位压力;K为材料变形抗力;l/为变形区长高比;S为轧辊和轧件的接触面积,宽展忽略不计。根据表3中四球实验测定的摩擦因数计算得到的轧制压力如图4(b)所示,其计算值比实际冷轧实验测定值平均偏低4.64%(小于5%);而使用磷和氮添加剂含量低于0.20%轧制润滑的轧制压力计算值比其对应的实验值分别平均偏低8.12%和7.23%(均大于5%)。由式(2)计算得到一定误差范围的轧制压力与实际冷轧实验测定轧制压力变化趋势基本一致,但曲线不重叠,略有偏差,且轧制油添加剂含量越高,理论值与实验值偏差越小,同时表明四球实验虽不能完全真实地反映轧制变形时的摩擦状况,但对塑性加工变形区摩擦磨损分析可提供一定的理论指导。
在四辊冷轧实验机上进行轧制,速度为60 r/min,经过5个道次的轧制,不同润滑条件下各道次厚度变化关系曲线如图5所示。随着冷轧道次的不断增加,轧件所产生加工硬化越来越严重,导致变形抗力显著增加。根据Stone公式[17]可以导出轧辊弹性压扁时的最小可轧厚度与摩擦因数、轧辊直径和轧辊材质等参数相关。当轧机的基本参数保持不变时,摩擦因数与最小可轧厚度(hmin)成正比,则轧件最小可轧厚度可直接反映轧制油的工艺润滑性能。由图5可知,铜箔轧制使用运动黏度较低的基础油B132添加0.15% EK润滑的最小可轧厚度达到26 μm,与常规铜板带轧制油CRO相比hmin减小了31.57%。表4所列为轧制过程中平均轧制压力、最小可轧厚度以及影响轧制油摩擦润滑性能的指标。由表4可以看出,轧制油的极压抗磨润滑系数Ω代替极压润滑系数RL和极压抗磨系数w,不仅能准确地分析润滑剂的摩擦学性能,而且与用于表征轧制过程润滑状态的轧制压力、最小可轧厚度的结果一致。在轧制过程中,采用新型含磷、氮铜箔轧制油润滑能有效控制和降低轧辊与轧件之间的摩擦因数和轧制总压力,增强轧制润滑效果。
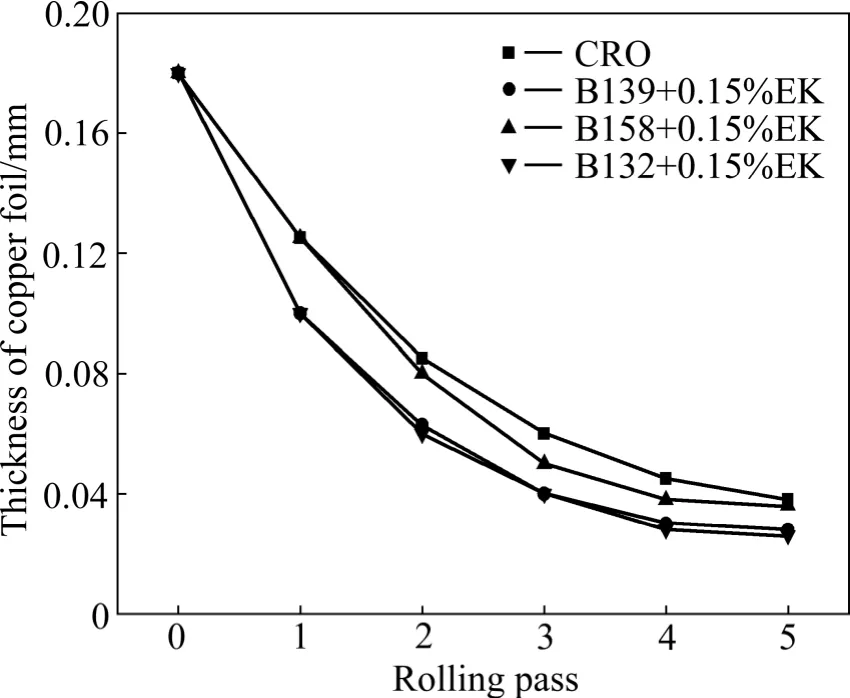
图5 不同润滑条件下各道次铜箔的轧制厚度Fig.5 Rolling thicknesses of copper foil with rolling passes under different lubrication conditions
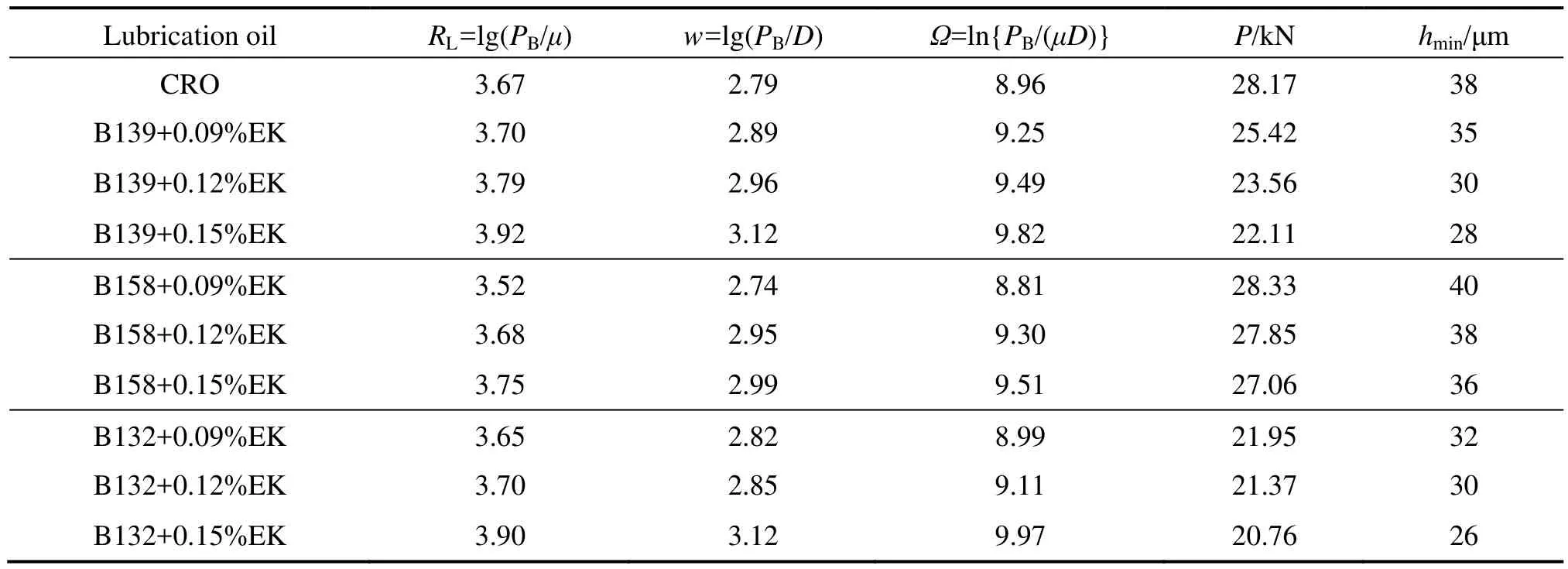
表4 轧制油工艺润滑性能参数Table4 Performance parameters of rolling oil in lubrication process
2.3 铜箔摩擦磨损行为分析
表面粗糙度是衡量铜箔轧后表面质量的一个重要参数,其中最常用的粗糙度参数有Ra(轮廓的中线平均值)、Rv(轮廓的最大谷深)和Rp(轮廓的最大峰值)。在轧制过程中,对使用各种轧制油润滑后的铜箔表面进行整体观察,不存在明显的宏观缺陷,表面光洁度高。轧制润滑主要为边界润滑,两接触表面上的微凸体发生部分接触,变形区内压力一部分由流体承担,另一部分则由相接触的微凸体承担。
图6所示为不同润滑条件下铜箔轧后表面粗糙度。从图6可以看出,铜箔轧后表面的Rp值基本不变,而润滑条件下Rv值却变化较大。结合表3分析可知,使用运动黏度为4.62 mm2/s的轧制油 B132+0.15%EK润滑时,铜箔的Ω值最大,轧制总压力最小,轧制厚度最小,表面粗糙度Ra(0.30 μm)最小,比使用常规铜板带轧制油 CRO时降低了 34.9%。这是因为不同润滑条件下轧制变形区所处的润滑状态不同,当铜箔轧制油运动黏度γ40≤15 mm2/s时,轧制变形区属于边界润滑状态[18]。当摩擦表面上的载荷增大、温度升高、轧制油 CRO的黏度减小时,其油膜厚度也减小,摩擦面间的油膜厚度继续减薄,进而发生破裂,形成局部干摩擦,磨损剧增。铜箔属于软金属材料,其界面强度明显低于钢材轧辊的界面强度,轧辊与铜箔表面之间粘结,进而导致铜箔撕脱并向钢辊转移,发生黏着磨损,导致铜箔表面轮廓呈现明显的凹坑与微凸体。而采用工艺润滑,添加剂分子可以在金属表面聚合生成高分子聚合物膜,抑制金属表面的磨损,即添加剂在金属表面的微凸体上发生聚合反应,形成较坚韧的聚合物膜,能减缓两表面微凸体的直接接触,抑制微凸体间的焊接现象;同时由于酯含量较高,可能有剩余的聚合物从微凸体上流出,进入相邻的凹坑中,填补凹坑,降低了辊缝间的摩擦因数,使摩擦表面变得较平滑一些,进一步降低了轧制变形区的摩擦及磨损。

图6 不同润滑条件下轧件的表面粗糙度Fig.6 Rolled surface roughness under different lubrication conditions
图7所示为不同润滑条件下轧后铜箔的三维表面形貌。由图7可知,采用常规轧制油CRO的板面局部存在剥落的壳层,摩擦副呈现明显的撕裂、黏着、凹痕和犁沟现象,且深浅不一,分布杂乱,导致板面粗糙,如图7(a)所示。在新型氮、磷添加剂润滑条件下,添加剂与摩擦表面反应,软化了基体,同时多道次轧制加剧了摩擦副表面的塑性变形,表面呈现犁沟和塑性变形痕迹。含酸、酯的极性基团在轧制过程中发生摩擦化学反应,在轧件表面形成极压膜和皂化膜,其在塑性加工过程中被压碎、脱落,反应—脱落—再反应—再脱落不断地循环,产生化学磨损[19]。铜箔轧制过程中犁削、剥离、化学磨损和黏着磨损同时存在,且黏着磨损机制起主导作用。采用新型氮、磷添加剂润滑时,铜箔轧后板面质量得到了有效改善[18],被撕脱软碎片可能被轧制油带出变形区,或轧制油在金属表面上的成膜有效地减缓了轧制过程的黏着、熔焊等现象。
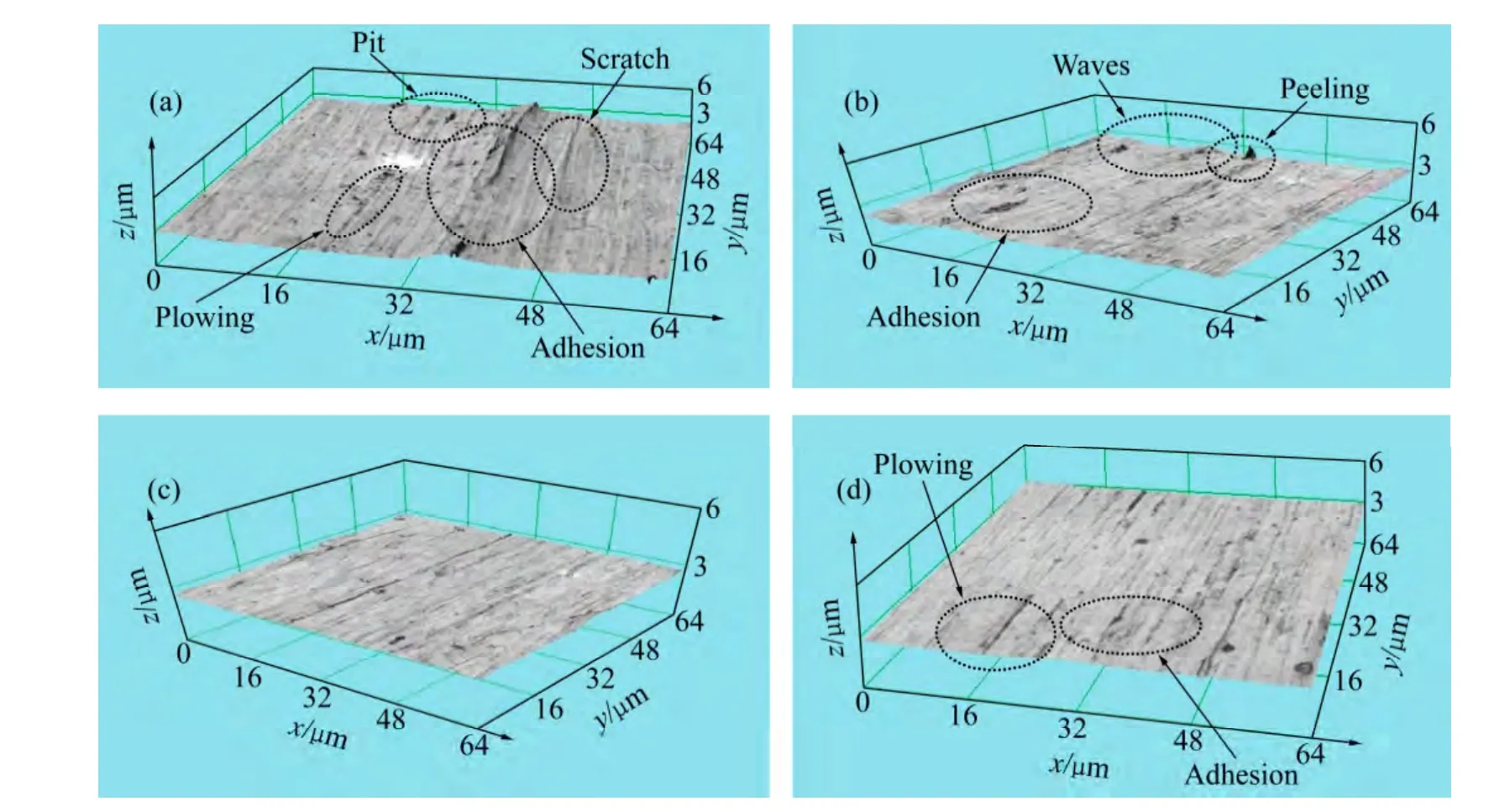
图7 不同润滑条件下轧后铜箔三维表面形貌Fig.7 Surface 3D topographys of rolled copper foil under different lubricating conditions: (a) Lubricated with CRO; (b) Lubricated with B158+0.15%EK; (c) Lubricated with B132+0.15%EK; (d) Lubricated with B139+0.15%EK
比较图7(b)、(c)和(d)可以看出,图7(c)中表面十分平整,光洁度较好,表面划痕磨损以及残留的油斑较少,仅存在少量黏着和轻微的犁沟,表明摩擦表面产生了摩擦保护膜,也验证了较小且稳定的摩擦因数对应着光滑的铜箔表面所使用的轧制油;铜可与润滑剂中的活性元素P发生化学反应,在铜摩擦表面以磷酸盐和聚磷酸盐Cu3P和CuHPOx的形式存在,EK是一种活性极强的添加剂,可与金属铁产生稳定的金属化合物[20]。Cu元素主要存在形式为CuO和Cu2O,C元素和N元素归属于有机化合物中的C和N,说明C和N在摩擦过程中,是以有机化合物为主的摩擦吸附膜形式存在。图7(d)表面次之,上面有少量黏着、划痕和犁沟,且分布均匀;图7(b)表面较前两者较差,黏着和划痕杂乱地分布于轧后表面。可以明显地看到,由于摩擦不均匀产生滞留而形成的痕迹,表面出现较轻微的黏着磨损现象,且轧辊与铜箔接触表面的摩擦因数大,导致轧制压力高(见图4),轧辊表面温度升高,轧辊凸度增加,摩擦副接触面积增大,轧辊对金属表面微凸体的黏着、犁削、剥离和碾压作用增强,致使轧后板带出现中浪。综上分析可知,铜箔与轧辊是以黏着、犁削和剥离等形式产生摩擦磨损,黏着磨损占主导地位,铜箔轧后表面质量的优劣与轧制油的极压抗磨润滑性能优劣(ΩB158<ΩB139<ΩB132)相对应。采用闪点高(>130℃)、运动黏度为4~6 mm2/s的轧制油使得轧制油在轧制过程中能更好地吸附在轧辊与铜箔表面,并有效地隔离轧辊与铜箔及其新生表面的直接接触,从而避免了过强的黏着磨损。
3 结论
1) 四球实验的钢球摩擦形式不能完全真实地反映轧制变形区轧辊与轧件的实际摩擦状况,基于最大无卡咬负荷PB、摩擦因数μ和磨斑直径D3个指标不具有统一性,不能直接反映出各影响因素的重要程度,提出了表征润滑剂摩擦学性能的新指标——极压抗磨润滑系数Ω。该系数能有效地评价极压轧制油膜的抗压能力及其抗剪切能力,且Ω值与轧制压力和最小可轧厚度相对应,对金属加工中变形区摩擦磨损具有一定的指导意义。
2) 轧辊与铜箔的摩擦以黏着、犁削和剥离等多种磨损机制并存,黏着磨损起主要作用;铜箔轧制过程中,采用闪点高、运动黏度为4~6 mm2/s新型氮磷添加剂的轧制油,可避免过强的黏着磨损,且添加剂含量越高,润滑效果越明显,其最小可轧厚度达到26 μm,轧件轧后表面十分平整、光洁。
[1]PERFILYEV V, MOSHKOVICH A, LAPSKER I, RAPOPORT L.Friction and wear of copper samples in the steady friction state[J].Tribology International, 2010, 43(8): 1449-1456.
[2]MOSHKOVICH A, PERFILYEV V, MESHU L, SERGEI S,COHEN S, COHEN H, LAIKHTMAN A, RAPOPORT L.Friction, wear and structure of Cu samples in the lubricated steady friction state[J].Tribology International, 2012, 46(1):154-160.
[3]KOVALCHENKO A M, FUSHCHICH O I, DANYLUK S.The tribological properties and mechanism of wear of Cu-based sintered powder materials containing molybdenum disulfide and molybdenum diselenite under unlubricated sliding against copper[J].Wear, 2012, 290/291: 106-123.
[4]XU M M,DEWALD H D.Impedance studies of copper foil and graphite-coated copper foil electrodes in lithium-ion battery electrolyte[J].Electrochimica Acta,2005,50(27) : 5473-5478.
[5]SUN J, KANG Y, XIAO T, WANG J.Lubrication in strip cold rolling process[J].Journal of University of Science and Technology Beijing, 2004, 11(4): 368-372.
[6]ZHANG Chao-hui.Research on thin film lubrication: State of the art[J].Tribology International, 2005, 38(4): 443-448.
[7]王常川, 王日初, 彭超群, 冯 艳, 韦小凤.金属基固体自润滑复合材料的研究进展[J].中国有色金属学报, 2012, 22(7):1945-1955.WANG Chang-chuan, WANG Ri-chu, PENG Chao-qun, FENG Yan, WEI Xiao-feng.Research progress of metallic solid self-lubricating composites[J].The Chinese Journal of Nonferrous Metals, 2012, 22(7): 1945-1955.
[8]MILLER B P, FURLONG O J, TYSOE W T.The desorption and reaction of 1-alkenes and 1-alkynes on Cu(111) and copper foils[J].Surface Science, 2013, 616: 143-148.
[9]SIMONS G, WEIPPERT C, DUAL J, VILLAINB J.Size effects in tensile testing of thin cold rolled and annealed Cu foils[J].Materials Science and Engineering A, 2006, 416(1/2): 290-299.
[10]LARSSON R.Modeling the effect of surface roughness on lubrication in all regimes[J].Tribology International, 2009, 42(4):512-516.
[11]刘娜娜, 孙建林, 武 迪, 夏 垒.电子铜箔轧制油摩擦学特征及其润滑性能研究[J].功能材料, 2012, 43(20): 2795-2798.LIU Na-na, SUN Jian-lin, WU Di,XIA Lei.Tribological characteristic of electronic copper foil rolling oil and study of their lubricating property[J].Function Materials, 2012, 43(20):2795-2798.
[12]熊孝经, 孙建林, 王 冰, 朱广平.新型复配极压抗磨剂的摩擦磨损性能及对铜带冷轧润滑效果的影响[J].摩擦学学报,2011, 31(2): 169-174.XIONG Xiao-jing, SUN Jian-lin, WANG Bing, ZHU Guang-ping.Tribology properties of new compound additives and their effect on the lubricity of cold-rolling emulsion[J].Tribology, 2011, 31(2): 169-174.
[13]XU Xiao-hong, LI Jiu-sheng, SUN Ling-guo, XUE Qun-ji.Tribological study of borated hydroxyalkyldithiocarbamate as additive for environmentally adapted lubricants[J].Industrial Lubrication and Tribology, 2013, 65(1): 19-26.
[14]黄伟九, 余永梅, 张小彬, 唐丽文.磷系润滑添加剂对7050 铝合金摩擦学性能的影响[J].中国有色金属学报,2013, 23(3): 652-657.HUANG Wei-jiu, YU Yong-mei, ZHANG Xiao-bin, TANG Li-wen.Effects of phosphorus additives on tribological performance of 7050 aluminum alloy[J].The Chinese Journal of Nonferrous Metals, 2013, 23(3): 652-657.
[15]王永刚.系列新型有机硼酸酯添加剂的摩擦学性能及机理研究[D].上海: 上海交通大学, 2009: 118-128.WANG Yong-gang.Study on tribological properties and mechanisms of series of novel organic boric acid esters as additives[D].Shanghai: Shanghai Jiao Tong University, 2009:118-128.
[16]SUN Yu-bin, HU Li-tian, XUE Qun-ji.Tribological properties and action mechanism of N, N-dialkyl dithiocarbamate-derived S-hydroxyethyl borate esters as additives in rapeseed oil[J].Wear, 2009, 266(9/10): 917-924.
[17]傅祖铸.有色金属板带材生产[M].长沙:中南大学出版社,1992: 149-151.FU Zu-zhu.Non-ferrous metal plate strip production[M].Changsha: Central South University Press, 1992: 149-151.
[18]刘娜娜, 孙建林, 武 迪, 夏 垒.铜箔轧制润滑状态与表面质量的研究[J].功能材料, 2012, 43(9): 1181-1184.LIU Na-na, SUN Jian-lin, WU Di, XIA Lei.Study of rolling lubrication regimes and surface quality of copper foil[J].Function Materials, 2012, 43(9): 1181-1184.
[19]孙建林, 黄 瑛, 熊孝经, 么文静, 武 迪.添加剂皂化值对铝材轧制油工艺润滑性能的影响[J].中国有色金属学报, 2011, 21(6):1491-1495.SUN Jian-lin, HUANG Ying, XIONG Xiao-jing, YAO Wen-jing,WU Di.The influence of additives with different saponification values on lubricative properties of aluminum rolling oils[J].The Chinese Journal of Nonferrous Metals, 2011, 21(6): 1491-1495.
[20]冯 欣.钢-铜摩擦副在边界润滑条件下的减摩抗磨机理研究[J].摩擦学学报, 2012, 32(3): 209-214.FENG Xin.Wear resistance and friction reducing mechanism of bronze-steel tribopair under boundary lubrication[J].Tribology,2013, 32(3): 209-214.
