大直径法兰拼焊平面度变形控制
2014-12-14戚建伟
戚建伟
随着科学技术的进步,各种产品、机械装备正向着大型化、高效率、高参数的方向发展,对产品的可靠性要求越来越高。我公司生产的斗轮堆取料机、圆形料场堆取料机在不断的优化升级,堆取料能力逐渐提高。在加工制造过程中,作为主要受力部件的回转大轴承法兰,其制造质量控制成为重中之重。设备结构如图1所示,通常设备中,法兰尺寸如图2、图3所示。
大直径法兰通常采用焊接方法拼焊而成。在组焊过程中,常常由于焊接顺序不正确,或未采取适当的防止变形的措施,致使变形量大,后续的矫正非常困难。
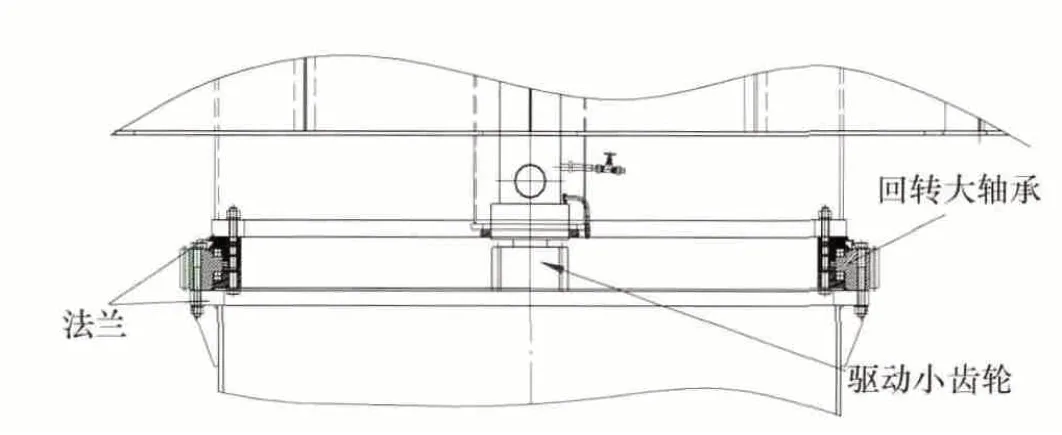
图1 设备结构

图2 圆形料场堆取料机法兰

图3 斗轮堆取料机法兰
1.法兰变形原因分析
法兰采用的是低合金结构钢Q345B或Q345C,厚度60~90mm。大直径拼焊时,由于焊接量大,容易发生较大的横向收缩;另外再加上法兰的直径大,法兰刚度差,横 向收缩将引起较大的法兰平面度、圆度及周长的变化。
在拼焊过程中,由于法兰的厚度较大,造成焊缝的厚度方向上分布不均匀,上面大、下面小,结果就形成了焊件的平面偏转,两侧向上翘起一个角度。整体表现为法兰平面度超差严重。
2.防止变形的工艺措施
(1)焊前准备 清理坡口及两侧表面各50mm范围内的一些氧化物、油渍、水分及其他有害杂质。
(2)焊前预热 由于预热不仅可以改善焊接接头的塑性,也能够有效地降低焊缝受热区的最高硬度,防止出现马氏体淬硬组织,避免产生冷裂纹,降低焊后残余应力,所以我们在焊前采取预热措施,通常Q345的整体温度为100~120℃。焊前预热可以使焊缝区金属和四周的金属温度差减少,在焊后又能够均匀的缓慢的同时冷却收缩,达到明显减少焊接变形的目的。
(3)焊接参数及焊接注意事项 法兰一般按圆周4等分或按实际情况分成不同大小几段拼接,采用不对称X形坡口,CO2气体保护焊,多层多道焊。采用“刚性固定法”控制变形,在焊缝加焊“马蹄铁”。坡口形式如图4所示。
焊接参数如表1所示,焊接时,法兰的相对焊缝两个焊工同时焊接,先填充大坡口一测,并在焊接过程中用1m钢板尺测量焊缝角变形量。待焊缝处开始出现角变形即停止焊接,并用石棉板包裹焊缝保温。翻转工件,用碳弧气刨清根,焊接过程同样用平尺测量焊缝处的角变形量。按上述步骤反复进行,直到焊接完毕。
(4)焊后处理 焊接完毕后,采用远红外加热带或加热块,局部加热方法对焊道进行去应力处理。加热带或加热块宽度应大于3倍的板厚,加热部位在加热和冷却时需包好石棉。注意热电耦点焊于构件的中间部位侧面,不得接触加热带或加热块。焊后热处理参数如表2所示,热处理曲线如图5所示。
3.结语
厚板法兰拼焊在大型设备制造中较为常见,采用上述工艺方法拼接法兰,有效减小了法兰的角变形量,焊后法兰平面度3~5mm,完全满足后续加工要求。生产实践证明,上述工艺不仅执行方便,而且减少了工件翻转次数,大大提高了工作效率。
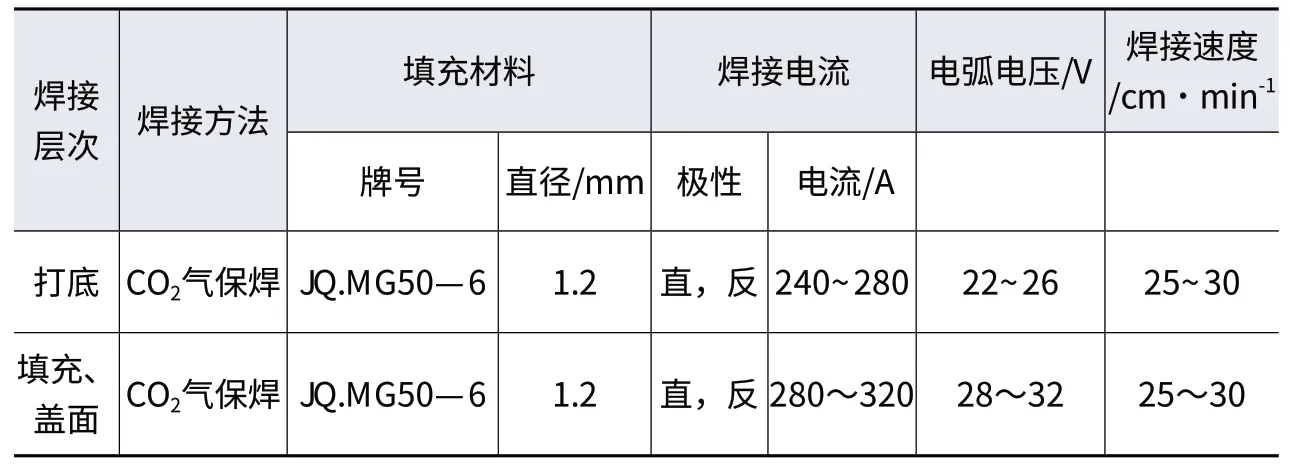
表1 法兰拼接参数
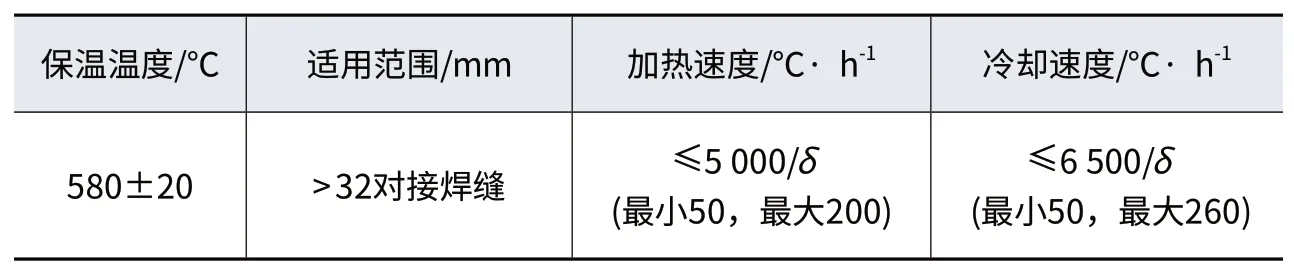
表2 法兰焊后热处理参数

图4 坡口示意
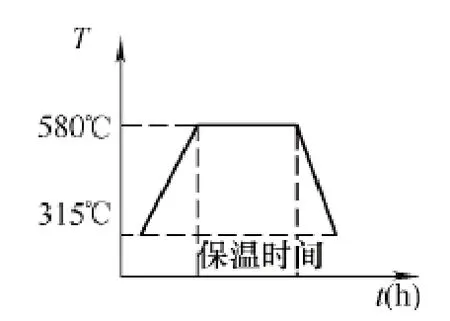
图5
