低强焊丝定位焊接
2014-12-14赵瑞革娄毓彦
赵瑞革 娄毓彦
液压支架结构件焊接中,工艺中要求定位焊焊丝是填充焊焊丝的低一等级,考虑到定位焊在正式焊接中所占的比例较少,而且在液压支架焊接中,根据设计材质的不同,有时定位焊需要两种甚至三种焊丝。针对这种现象工人在拼点过程中存在更换焊丝频繁的现象,导致工作效率低。
目前,焊接工艺要求Q690板与Q690板定位焊使用GHS—60、φ1.2mm焊丝,现对应Q690板材试验使用ER50—6,φ1.2mm焊丝进行定位焊接试验。
1.试验方案及过程
(1)焊接试样 母材采用牌号Q690D(10块)(GB/T 1591—2008低合金高强度结构钢),定位焊、打底焊丝及填充焊丝试验选用如表1所示。同时为了比较焊接后的强度,对于下料的钢板Q690板进行了取样。
各类型钢板加工后毛坯尺寸为25mm×380mm×150mm,试件在长度为380mm边上开双边9mm×45°及16mm×45°坡口,坡口加工方法为机器人火焰切割,如图1所示。
(2)焊接过程 焊接时焊工均取得我公司要求的焊工证书,焊接参数采用现有工艺要求。针对Q690板,焊接时的预热温度为100~150℃,拼点时预热温度为80~100℃,焊后超声波探伤合格后进行加工。焊接时控制层间温度,为保证试验与现有产品焊接一致性,焊接时均按照现有工艺执行,没有其他特殊的要求。加工好的试样送检测中心进行拉伸试验。拉伸试样母材取2件,试件每个取3件(见图2、图3)。
2.试验结果
根据检测中心的检测结果,每组母材试样检测了2个拉伸试样,数据如表2所示。焊接的试样Q690每个取3个做拉伸试验,结果如表3所示。

表1

图1 坡口形式
3.结语
从以上数据分析,Q690材质选用ER50—6,φ1.2mm焊丝定位焊,抗拉强度满足使用要求,同时能减少工人频繁换焊丝,既节约成本,又提高了效率。

图2
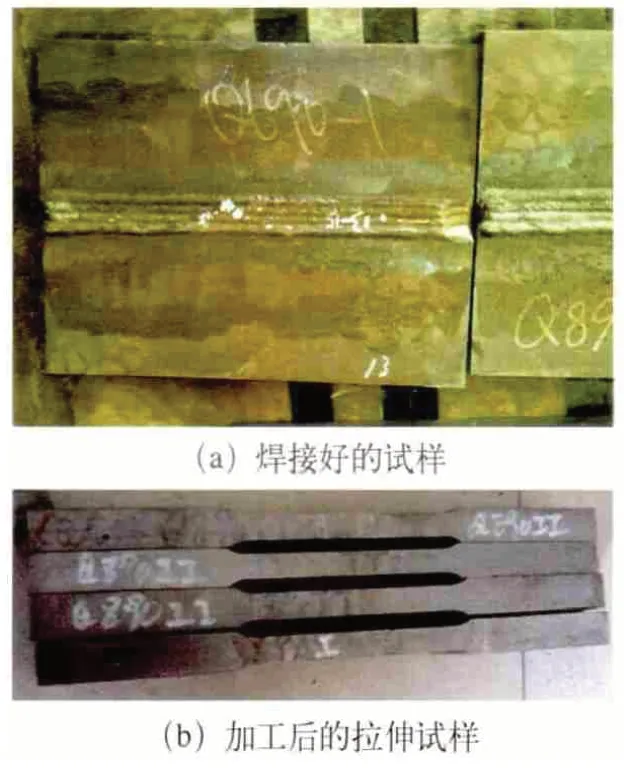
图3
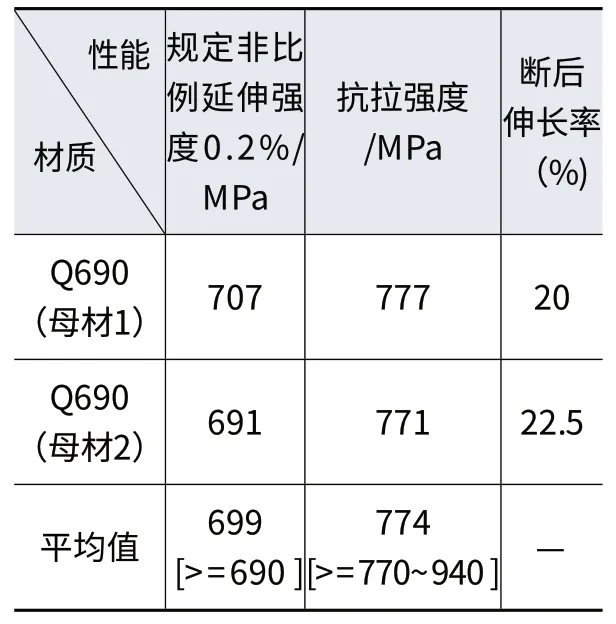
表2 Q690母材强度
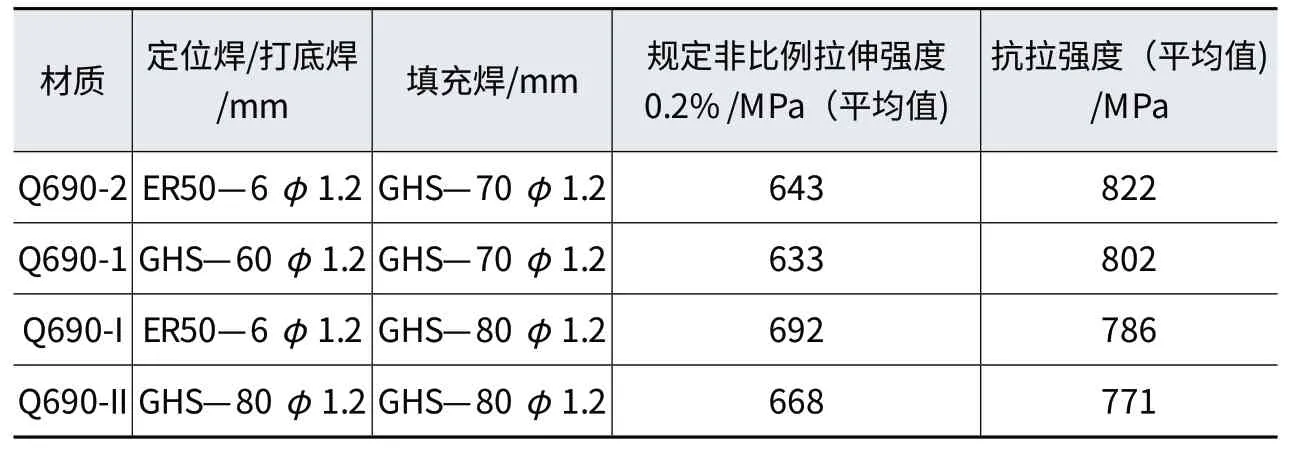
表3
