超高层建筑钢结构施工焊接关键技术
2014-12-14刘晓斌
刘晓斌
一、概述
1.超高层建筑的结构
超高层建筑多采用巨柱框架+核心筒+伸臂桁架及巨型斜撑结构形式,图1为深圳平安中心整体结构示意。焊接部位大多集中于柱-柱连接、柱-梁连接、桁架结构及巨型斜撑等位置。在超高层钢结构安装过程中,钢结构的焊接质量管控是整个建筑工程质量管控的重点。
2.超高层钢结构焊接施工特点
(1)厚板多,高强度钢多,焊接施工难度大 控制焊接变形、消除残余应力、防止层状撕裂是焊接作业的重点。例如深圳京基100大厦外筒巨型钢柱、核心筒钢板剪力墙、桁架层区域及巨型斜撑存在大量超过50mm的厚板,最大板厚达120mm(材质为Q420GJC)。
(2)异型铸钢件、锻钢件多 例如平安金融中心铸钢节点设在V型支撑交点处。铸钢件结构复杂,重量最大达150t,焊接厚度局部达到300mm,焊接时,焊接热量集中,焊接变形和应力难以控制。
(3)节点剖分复杂、焊缝纵横交错 例如深圳京基100大厦巨型斜撑与钢柱相交的节点位置,由于节点板较厚且贯穿柱内,单个节点重达200多t,超过塔吊的起重性能,需对节点进行分解处理。考虑到矩形钢管柱截面尺寸大,加上巨型斜撑牛腿后构件超宽,运输困难,因此采取将矩形钢管柱本体横向切分,巨型斜撑牛腿沿柱身竖向切分的方式分段。
(4)钢结构焊接变形控制难度大 钢结构在焊接过程中容易出现翘起、弯曲变形、波浪变形或角变形等问题,尤其是钢板剪力墙的焊接。钢板剪力墙尺寸较大,横竖焊缝较长,焊接变形难以控制。
(5)高空作业多 超高层焊接作业多位于高空,且下部楼层大多未完成楼板的施工,焊接施工难度较大。作业时需搭设焊接操作平台,焊接时防风、防雨等措施必须及时到位。
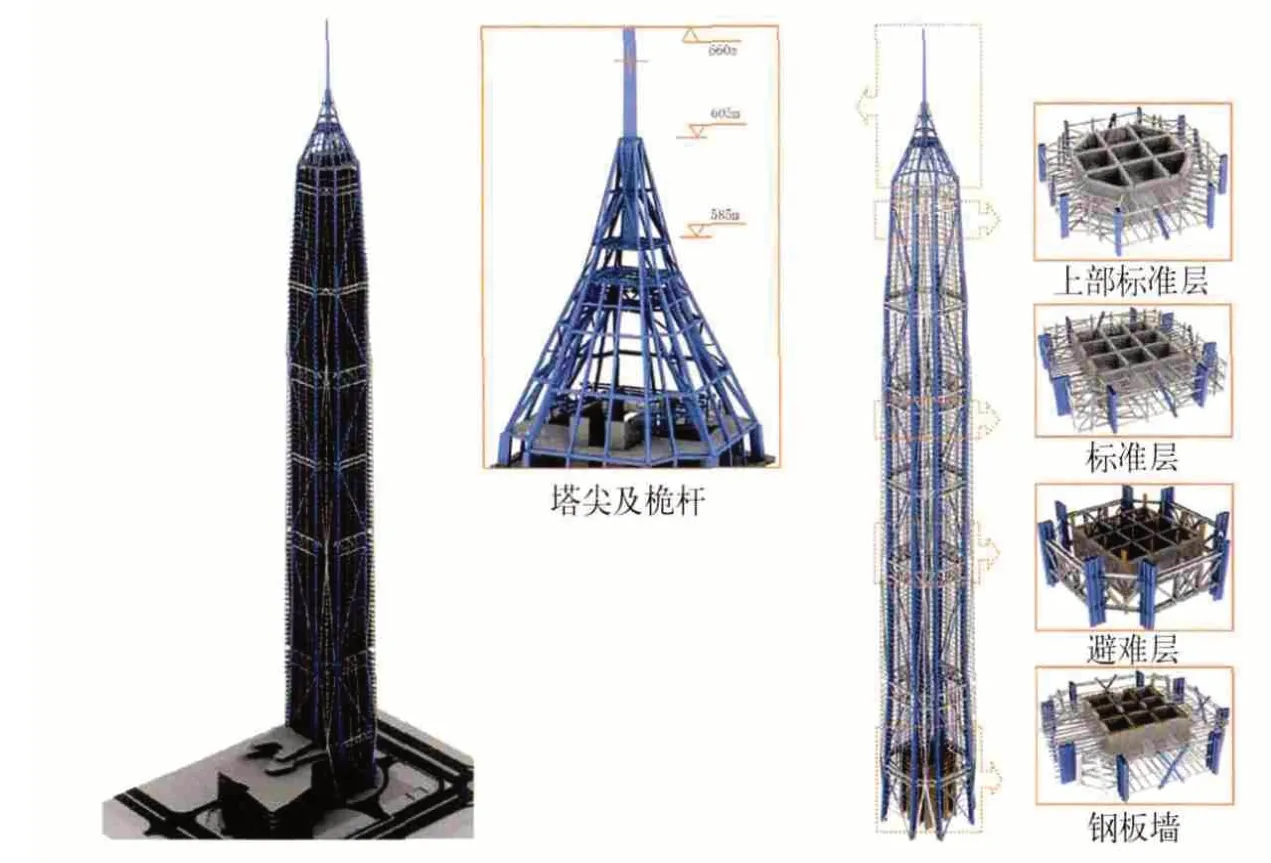
图1 深圳平安中心整体结构示意
(6)焊接劳动强度大 长焊缝厚板需24h连续施焊,且在封闭式防风棚中,焊工作业环境差、劳动强度大。
二、超高层钢结构复杂构件焊接防变形措施
1.临时加固措施
超高层钢结构构件,尤其是钢板剪力墙,存在大量超长横焊缝,为控制横焊缝的焊接变形,一般采用在每道钢骨梁上设置角钢临时加固剪力墙(见图2)。
钢结构施工中构件竖向焊缝有的长达4~5m,如果按照常规从下往上一次成形逐步退焊的方法施焊,受焊缝成形、受热、冷却顺序有先后的影响,焊后变形将难以预控。
超长焊缝的变形控制不宜采用从下往上一次成形逐步退焊的方法施焊。施工中应设置防变形约束措施。如图3所示构件,对称布置共六块水平向连接板、两块竖直向连接板、两组拉梁,作为临时固定措施。测量校正完毕后,在斜撑内侧与钢柱间设置一根16a槽钢斜拉固定,防止第一段斜撑上口出现侧向变形。在斜撑内部的两侧各设置三块30mm厚的三角板,控制侧向变形及横向收缩量。
2.合理的焊接顺序
超高层建筑钢结构构件尺寸较大、分段复杂,为防止焊接变形,需要制定合理的焊接顺序。以京基100大厦巨柱焊接为例,先焊接矩形钢管柱的两条长边焊缝,焊至1/3板厚后割去临时连接耳板,然后由4~6名焊工四面同时对称等速施焊,分段逐步退焊,层间温度控制在80~150℃之间。采取焊工轮换,焊机不停,连续作业方式,直至整条焊缝焊接完成(见图4)。
三、焊接设备及焊接材料应用情况
1.焊接设备
焊接设备的应用呈现出以下三个特点:
(1)高效节能CO2焊机的应用率大幅度提高。现场施工以CO2气体保护焊为主,焊条电弧焊为辅。
(2)逆变焊机已经形成普遍推广的势头,特别是逆变CO2焊机获得了普遍应用。
(3)自动焊接设备发展迅猛,在钢结构工厂加工中已获得广泛应用,并占据主体地位。在钢结构现场施工中也被广泛地采用。
2.焊接材料
焊条电弧焊由于需要频繁更换焊条,焊后清渣工作量大等原因,限制了其在钢结构施工中的应用,但是因其设备轻便,搬运灵活等优点仍被应用于临时连接、定位焊等方面。
由于CO2气体保护焊的普遍应用,以H08Mn2Si为代表的低合金钢实芯焊丝被广泛地应用于碳钢和一般低合金结构钢的焊接施工中。焊丝中的Mn、Si元素补充了由于熔池处于氧化性气氛中母材损耗的Mn、Si,保障了焊缝的力学性能。实芯焊丝填充快、效率高,适用于厚板焊接,已被广泛地应用于钢结构施工中。
药芯焊丝适用于薄板焊接或盖面焊,工艺性能好,焊缝成形美观。但是由于其技术水平尚未完善,存在熔敷效率低、烟尘大、送丝困难等缺点,因此制约了施工中的应用。
现今焊材品种与钢材品种不能一一匹配,焊材品种明显少于钢材品种,拓展焊接材料的强度等级和品种对提高结构的安全性有很大益处,所以,未来我们应该更加重视对焊材等级的开发,以适应钢材品种的不断发展。
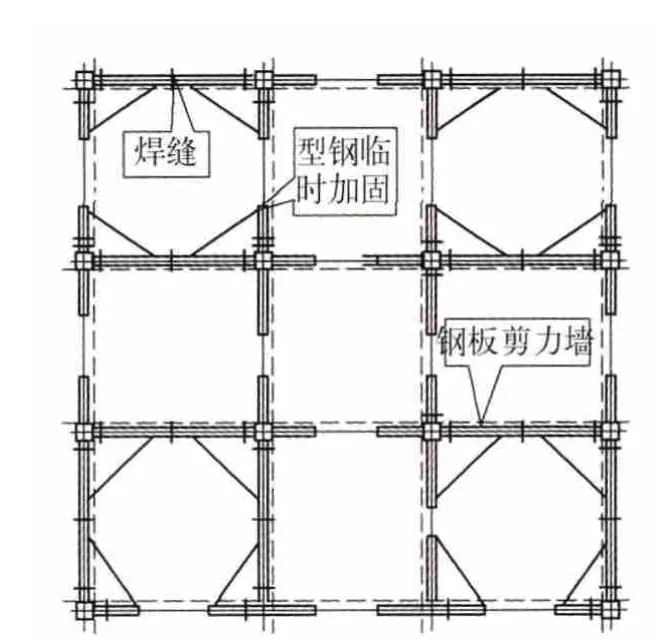
图2 钢板剪力墙临时加固措施
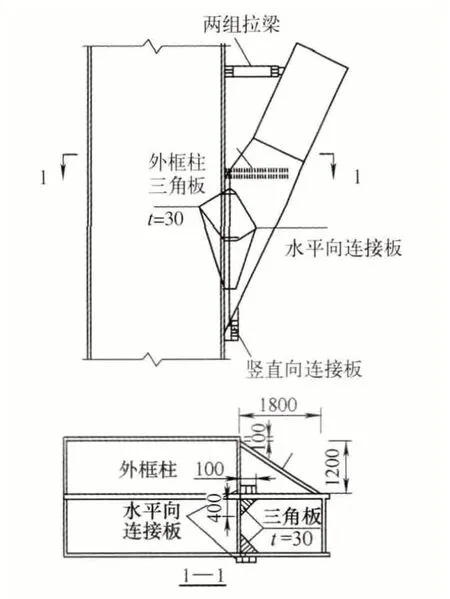
图3 焊接防变形约束措施示意
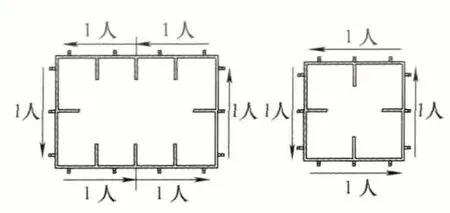
图4 巨型钢柱柱壁焊接顺序
此外新型焊接辅材也被更广泛地应用于钢结构的施工中,如陶瓷衬垫等。陶瓷挡板的功能基本与钢制引弧板、引出板相当,但其具有更独特的优点:首先是节省焊材和钢材;其次是省去了为减少应力集中和保持节点外形美观所需的打磨工作。改善了焊接节点的应力集中状况,提高了节点的疲劳强度、抗地震冲击载荷和脆性破坏的能力。
四、超高层建筑钢结构焊接新技术
1.电加热技术
在以往的施工中,焊前预热、焊后保温大多采用火焰加热,但是随着超高层建筑的发展,钢结构交叉节点结构越来越复杂、构件截面和钢板厚度越来越大,火焰焊接加热不均匀的缺点对焊接的影响也越来越大,而电加热凭借其加热均匀、温度易控等优点已被广泛地应用于施工焊接中。
根据焊接热处理构件的形状、尺寸、厚度定制带工装强力碳钢的优质陶瓷电加热器,如陶瓷磁铁式,固定在焊缝坡口对应两侧,有的焊件截面比较复杂可以用铁丝绑扎,然后用接长导线连接到电脑温控仪通电加热,如图5所示。
采用电加热预热升温速度应缓慢,一般情况控制在50℃/h以内,即保证温度的均匀性。预热宽度从对口中心开始,在焊缝及其两侧100mm处进行加热。加热范围每侧不小于焊件厚度的1.5倍且≥100mm。根据不同材质、不同厚度设定加热温度,采用红外线测温仪检测加热温度。预热和后热的温度都由电脑温控仪设定并自动控温。
整条焊道焊完后,应立即后热,后热温度为250~300℃,恒温1~2h,然后保温缓冷。后热温度不小于规定值,在零下温度下焊接时,适当提高后热温度100~200℃左右,保温时间按工件板厚及相关要求执行,达到保温时间后缓冷至常温,如图6所示。设置专门的防风防雨措施,确保焊接加热温度。
2.现场焊接机器人技术
工厂焊接中自动化程度高,施工现场焊接中自动化程度低。随着建筑焊接结构朝大型化、重型化、高参数精密化方向发展,焊接机器人开始被应用于焊接施工中。自动焊技术对于操作人员的焊接技术水平要求较低,大大降低了工人的劳动强度,并且具有焊缝成形美观、焊接过程稳定等优势。
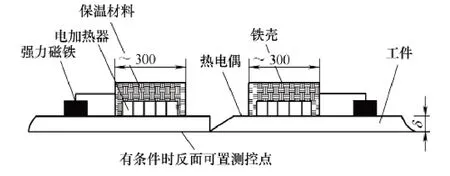
图5 电加热器安装示意

图6 电脑控制焊接预热、后热温度曲线
GDC—1轨道式焊接机器人已成功应用于国家体育场“鸟巢”工程钢结构焊接中。采用实芯焊丝CO2气体保护焊,焊接机器人在“鸟巢”工程九号柱实施了横焊,并在十六号柱实施了立焊及仰焊。该型焊接机器人在大连期货大楼工程建设焊接施工中也得到应用。
现今对焊接机器人的开发及应用主要集中在以下两方面:
(1)开发新型机器设备,满足全位置的焊接 现场焊缝位置复杂,焊接机器人适用性较差,在现场施工中施焊位置受到限制,速度慢,效率较低。机器人设备的完善直接决定了焊接机器人能否在施工中得到广泛应用。
(2)改进焊材,适应现场全自动化焊接 设计研发自保护性和防风性更好,适用性更强的新型焊材以满足自动焊在不同施工环境下的的要求,增大自动焊应用范围是需要重点关注的方面。
3.焊接应力实时监测技术
深圳京基100工程施工中采用了超高层施工响应的自动化软硬件监测系统,对钢管柱、巨型斜撑、腰桁架、伸臂桁架等结构特殊受力部位,在焊接过程中的应力应变进行了实时连续监测,数据无线传输。通过软件分析,掌握了焊接过程中的结构响应规律,采取相应施工措施,大大减小了焊接残余应力引起的变形,有效提高了钢结构安装精度。本文以第55层伸臂桁架应力检测为例,介绍一下该项技术的应用。
(1)检测设备的安装 焊接之前根据构件形式及焊缝分布,设定监控点。再在监控点处安装应变片并将其与电脑数据中心相连接,实现对应力的实时监控(见图7)。
(2)监测结果分析 以55层伸臂桁架应力监测结果为例,应力监测结果如图8所示。
由图8可以看出,伸臂桁架在焊接后应力有个较大的突变,拉应力突然增加。说明焊接时刻的应力变化很明显,施工中应引起重视;其他时刻伸臂桁架应力比较稳定,变化波动范围小。
伸臂桁架焊接应力与无焊接的理论值比较分析如图9所示。自伸臂桁架焊接后,伸臂桁架的应力变化仿真及实测结果均很低,因此伸臂桁架应力变化主要是由焊接残余应力引起,但实际应力变化值与设计值比较,其绝对值很小,对伸臂桁架整体受力无大碍。也说明了施工中采取的相应措施得当,焊接工艺合理。

图7 应变测点布置
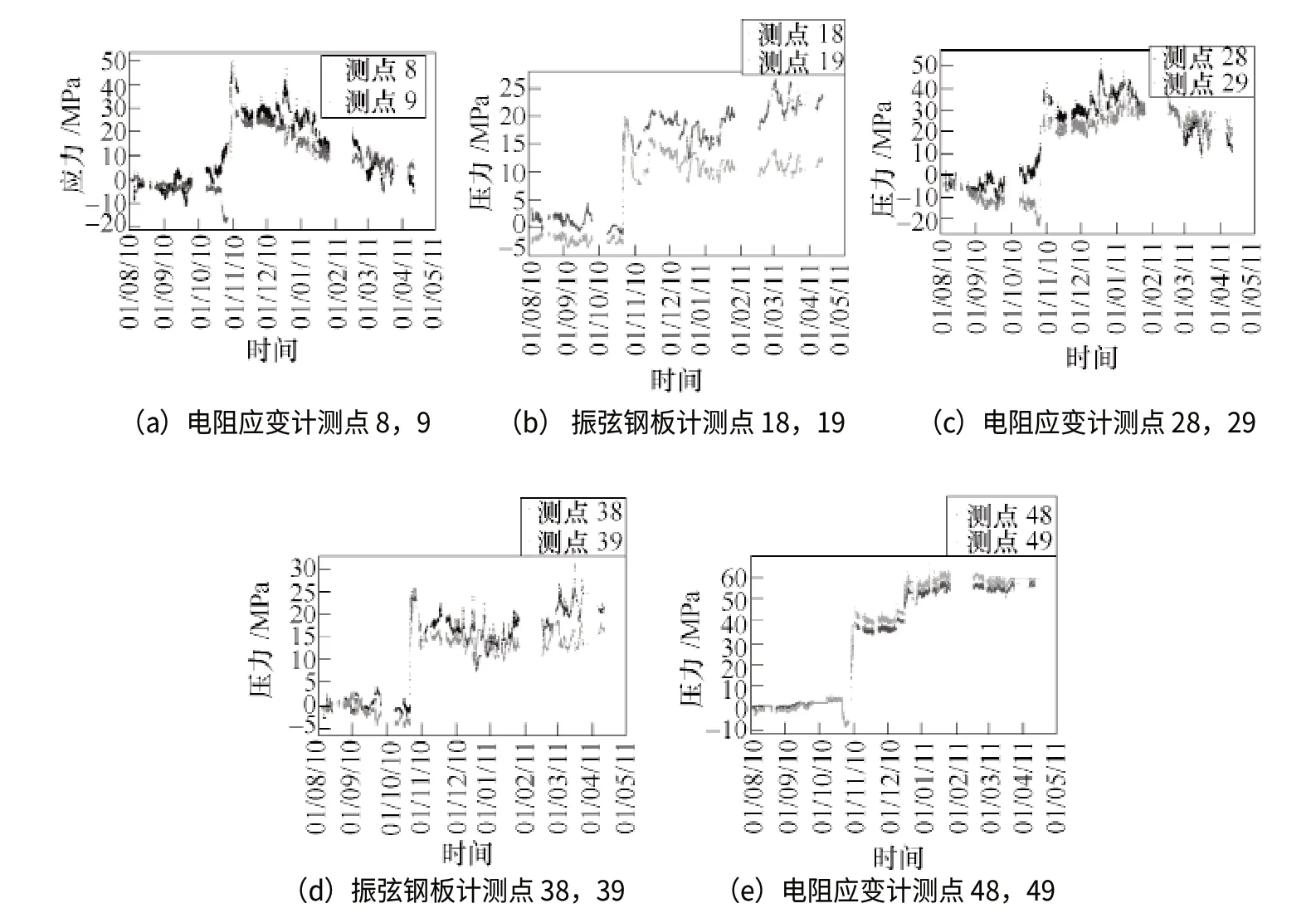
图8 55层伸臂桁架应力监测数据曲线
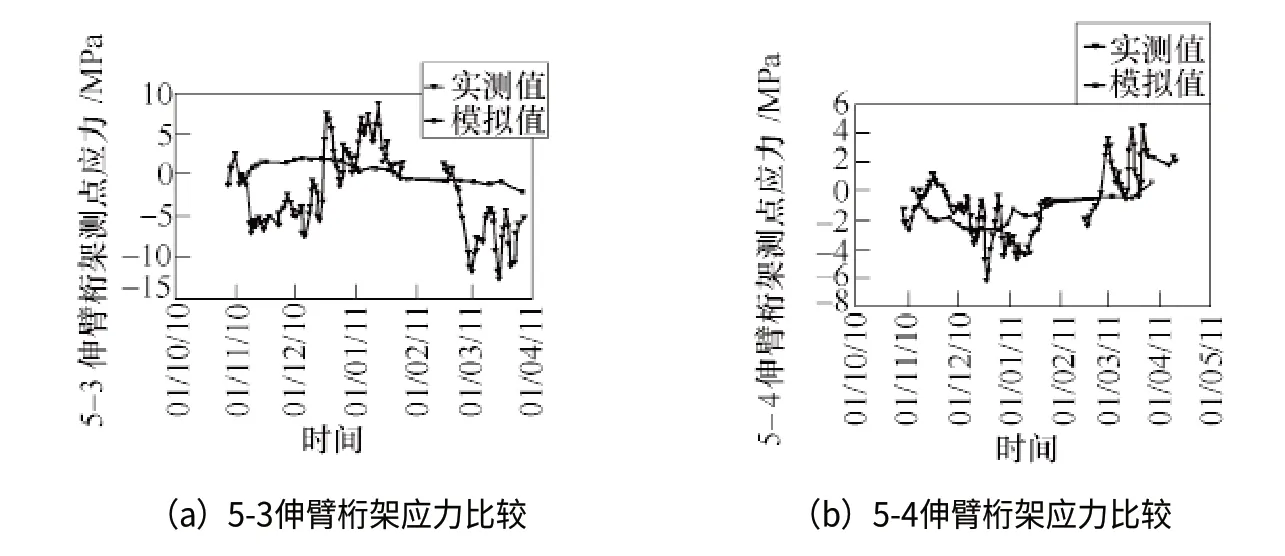
图9 伸臂桁架应力数据比较
五、结语
本文通过对超高层钢结构焊接施工特点的分析,阐述了超高层钢结构施工焊接的关键技术。并结合工程实例,对超高层钢结构施工中的钢构件分段分节、焊接防变形措施、厚板超长焊缝焊接顺序、焊接应力监测等关键技术进行了分析,并对焊接机器人、新型焊接材料等新技术做了简要介绍。希望能为将来国内超高层结构的施工提供一些借鉴。
