自保护药芯焊丝工艺在油田工程中的开发及应用
2014-12-14高海军王晖刘守恩蒋小燕
高海军 王晖 刘守恩 蒋小燕
自保护半自动焊接技术已广泛地应用于焊接领域的各个方面,本文主要介绍一种用于桥梁、大型钢结构、造船、储罐建设中有望取代焊条电弧焊的新工艺,这种焊接工艺在国外已得到广泛的应用。目前在油田管道以及储罐焊接施工中,广泛采用的焊接方法是焊条电弧焊,纤维素焊条E6010打底加半自动填充、盖面,氩弧焊打底加碱性焊条填充、盖面。这些工艺虽然设备简单,使用方便,抗风能力强,但也存在焊接效率低,焊缝缺陷多,施工进度慢,生产成本高,对焊接操作人员要求高等诸多限制因素。
1.焊接概况
目前油田内部储罐建设中主要采用焊条电弧焊焊接工艺,这种工艺从开始问世到今天历经了近100多年的历程。虽然现在大型储罐焊接中出现了多种新工艺,但是由于各种条件的限制和使用长效性,决定了油田内部小型储罐不可能引进成套的焊接机具。因此如何调整焊接结构和有效应用先进的焊接工艺,是提高小型储罐焊接效率的关键。于是,寻找一种适合储罐焊接的自保护药芯焊丝,既适合野外操作,又可以连续焊接,不仅提高焊接熔敷率,而且对焊工的操做技能要求也不高。经过不断的试验、筛选,最终选择了美国Hobart公司生产的牌号为E71T—8J H8、φ1.6mm的焊丝作为试验性焊接的材料。
2.焊接材料
E71T—8J H8 自保护药芯焊丝是专门为要求苛刻的结构钢、建筑用钢和储罐设计的。它能产生稳定的电弧,有大的焊接参数范围。在各种位置都能形成高质量X光片的焊缝,尤其是在向上焊接时,可以采用大电流以提高熔敷率,从而提高生产速度。它既可单道焊,也可多道焊,焊道平整、脱渣性好。E71T—8J H8在大的热输入范围内,都能获得满意的力学性能,符合AWS A5.20:2005新的D分类要求,能满足AWS D1.8 对抗震级焊缝的要求。在国外广泛应用于桥梁、大型钢结构及储罐的建设中。
由于E71T—8J H8是一种药芯自保焊丝,其药芯中含有大量的矿物质,在高温下可以产生大量的保护气体,在保护焊缝金属的同时,又可以在结晶的过程中脱去焊缝中大量的有害物质,使得焊缝中的晶粒更加细化,从而较好地满足对焊缝力学性能的要求。E71T—8J H8焊丝的使用特点和效果如表1所示。
3.焊接设备选择
目前E71T—8J H8自保护焊丝在国内钢结构焊接中使用较少,国内各焊机生产厂家还没有成熟的机型进行试验性焊接。而国外的机型价格又太高,成本上没有优势,因此根据E71T—8J H8自保护药芯焊丝的焊接性,最终选择了对国产焊机进行改进、开发。我们先后对焊接电源主板、送丝控制系统、焊枪的结构进行改进,提高了焊接电流的稳定性,现已达到预期效果,不仅比国外同等机型节约近一半的经费,而且在昆北油田工程中已得到应用,体现出较好的效果。

表1
4.焊接试验
由于E71T—8J H8自保护药芯焊丝目前在国内还没有得到广泛的应用,所以没有任何现成的焊接工艺可以作为参考,所有的焊接数据都需要在焊接试验中不断地摸索完善。为此,我们先从平角焊缝的焊接开始,逐步向板状试件拓展,最终获取了各种位置的焊接数据资料,各种位置的焊接角度如图1所示,详细数据如表2所示。
为验证该焊丝焊接的工艺性,模拟现场需要的位置在试板上焊接,试板的坡口形式如图2所示。a=3mm,b=1.5mm,d=40°~50°,c=10mm,经过反复试验,确认坡口角度为45°时最适合E71T—8J H8自保护药芯焊丝的焊接。该坡口在焊接时可以采用较大的电流,有利于焊缝的成形和提高焊接质量,同时也便于焊接操作人员的掌握。在实际焊接时,由于坡口较小,使得填充量变少,从而加快了焊接速度,并且能有效减少焊接热输入,提高了力学性能。
在焊接试验过程中我们不断改进焊机的性能,完善焊接工艺。使得焊缝质量得到较大提高,焊接试件的合格率为100%,一级片为85%,力学性能全部合格。
5.工程中应用和传统工艺的比较
为了验证E71T—8J H8 自保护药芯焊丝在工程中的应用效果,我们在昆北联合站储罐建设工程中进行了试验焊接,主要在3 000m3大罐上进行试验(该罐主材采用的是Q235钢板)。在焊接中E71T—8J H8 自保护焊丝,不但能够很好地应用在大罐所有位置的焊缝上,而且焊接速度均快于焊条电弧焊3倍以上。以8mm板为例,E71T—8J H8 自保护药芯焊丝在完成立缝时所用时间为11min,而传统的焊条电弧焊所用时间在45min以上;横缝焊接时,E71T—8J H8 自保护药芯焊丝焊接完成1m所需要时间为8min,而传统的焊条电弧焊焊接完成1m需要时间35min。由此可见,自保护药芯焊丝焊接施工速度优于传统的焊条电弧焊,焊接质量也高于焊条电弧焊。在焊接试验和工程应用中,自保护药芯焊丝合格率在98%以上,一级片率为85%,焊条电弧焊合格率为85%,一级片率为30%。由此可见,E71T—8J H8 自保护药芯焊丝在焊接速度、质量上都优于传统的焊条电弧焊。由于E71T—8J H8自保护药芯焊丝采用大电流焊接,因此冶金反应充分,焊缝金属成分均匀,焊缝成形也优于焊条电弧焊(见图3、图4)。
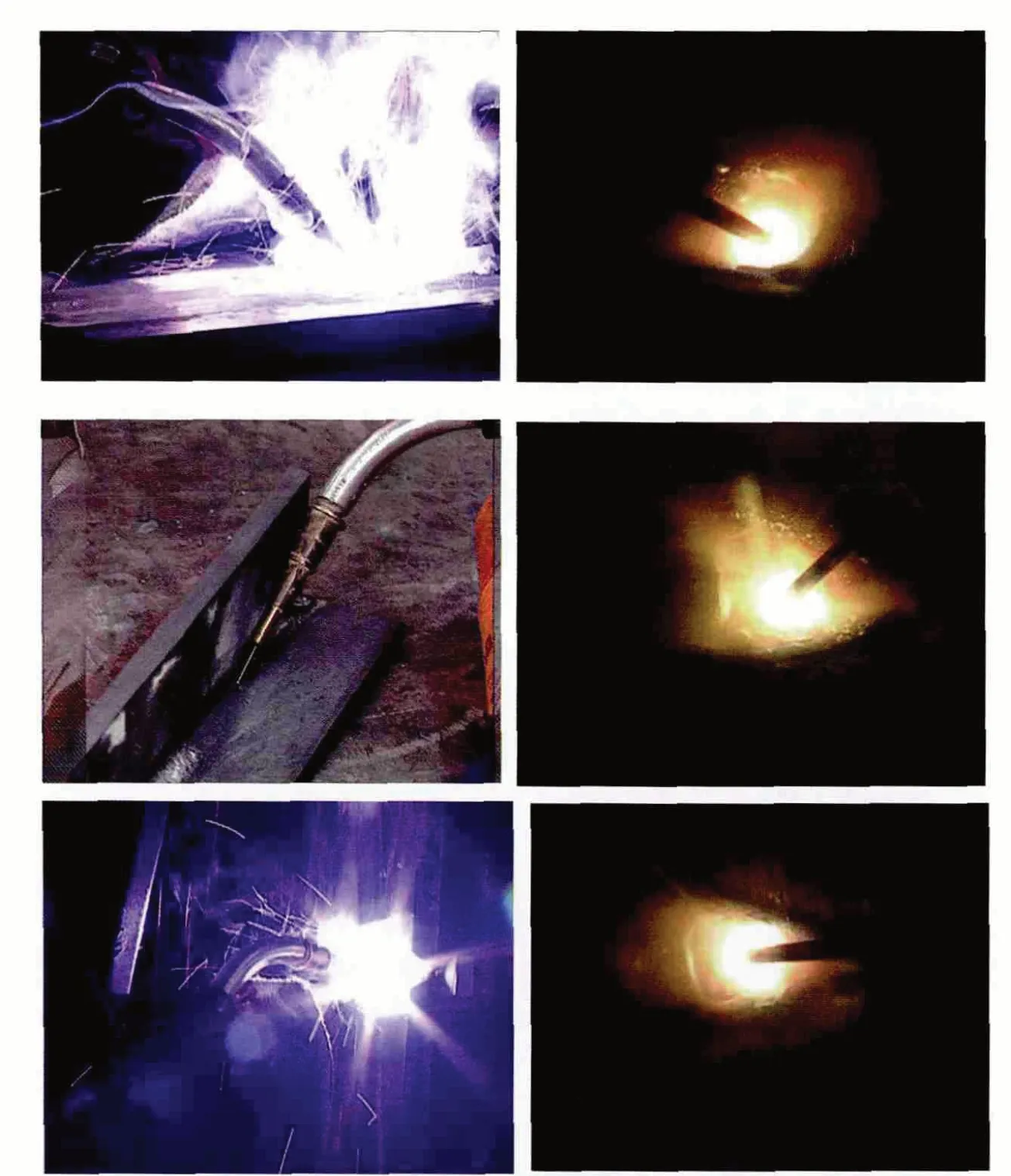
图1 各种位置的焊接角度
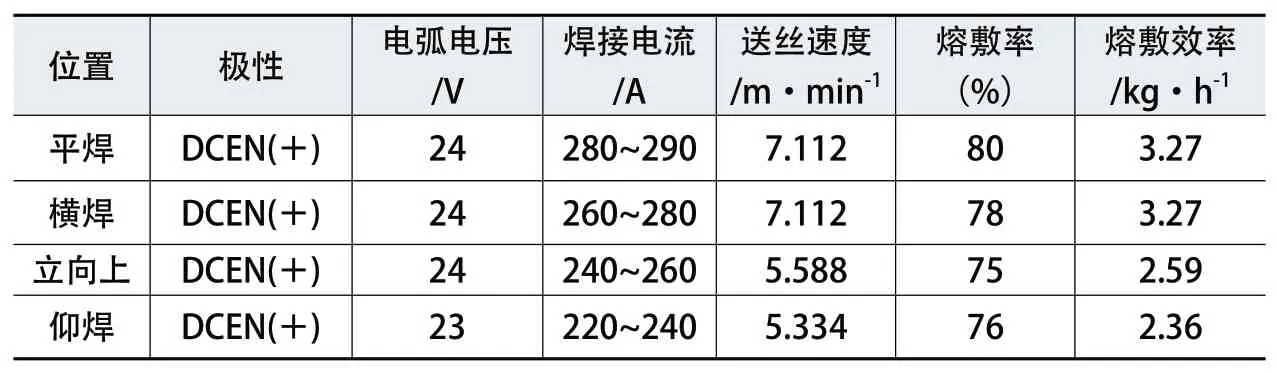
表2 采用的焊接参数
结合在这次试验施工中所得到的数据,在经济性分析中由表3可以看出,采用这种自保护药芯焊丝焊接,可降低施工成本约1/3。
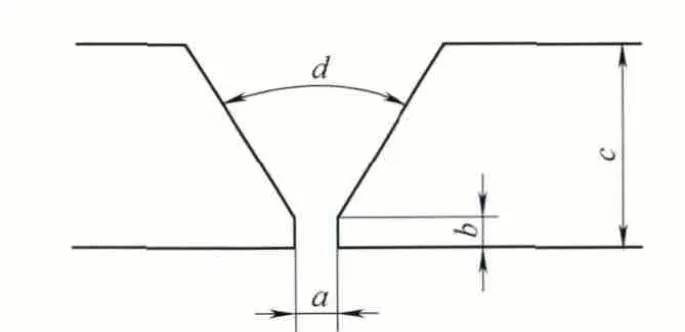
图2 板状试件的坡口形式

图3 E71T—8J H8 自保护药芯焊丝焊接效果

图4 焊条电弧焊焊接效果
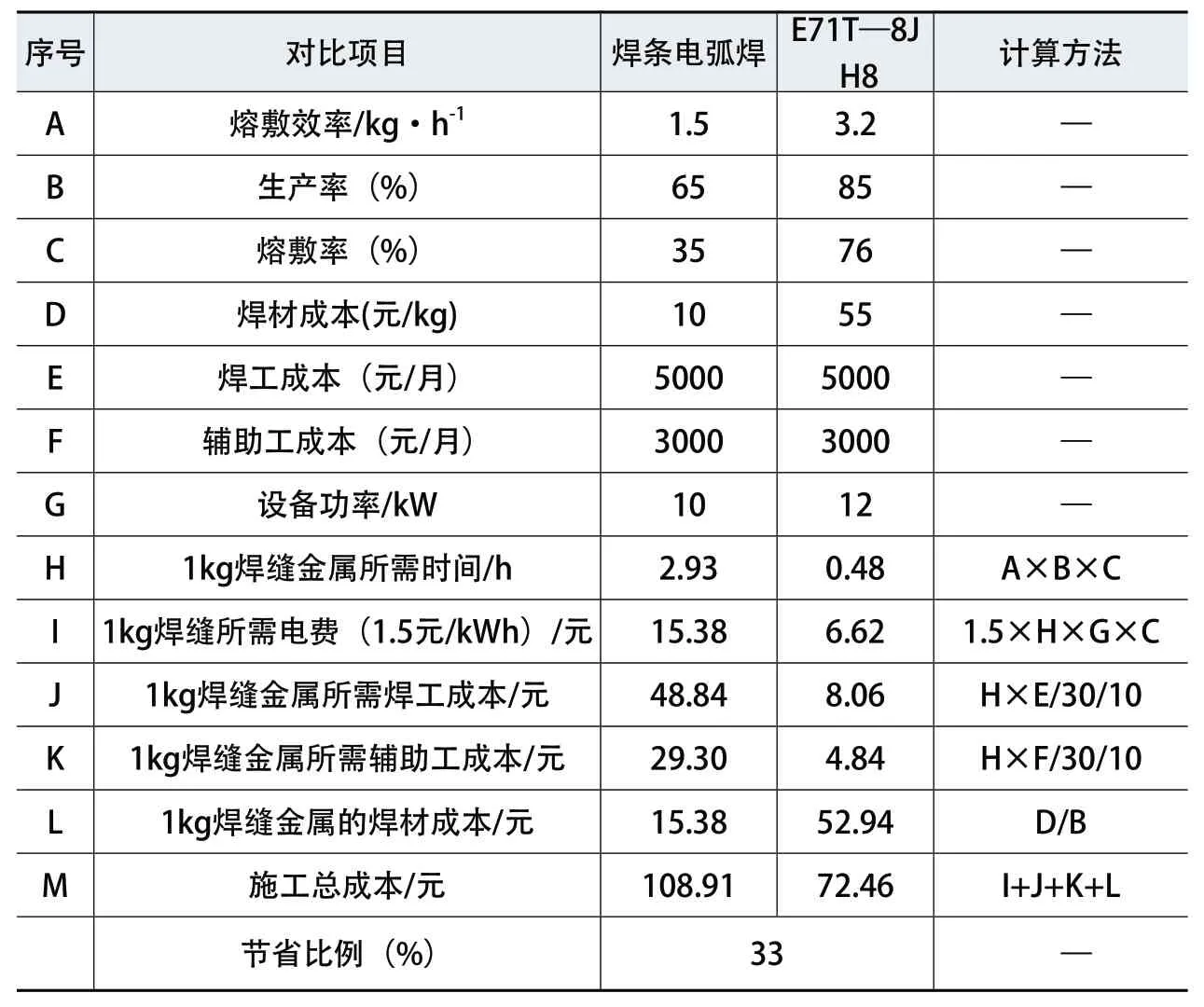
表3 与传统焊接方法成本对比
此次比较不包括在焊接操作人员培训时所产生的数据。E71T—8J H8焊丝是一种重金属自保护药芯焊丝,焊接时主要调节的是焊接电流和电弧电压的参数,不需要特定的手法进行控制。由于操作简单、使用方便、容易掌握,所以培训周期短,可以节省大量的培训经费和人员。
6.结语
根据以上的测试结果,可以得出如下结论:
(1)采用E71T—8J H8焊丝,可以提高生产效率 3 倍。
(2)该焊丝熔敷率高,克服了下向焊自保护药芯焊丝熔敷率低的问题,特别适合油田建设中大罐和厚壁管道的焊接。
(3)使用该焊丝,可以降低施工成本约1/3。
(4)可进一步对国产焊机进行提升和改造,为自动化焊接奠定基础。
