Incoloy825复合管向下立焊操作技术探讨
2014-12-14刘庆忠张敬洲张先龙
刘庆忠 张敬洲 张先龙
土库曼300亿增供气项目主要包括采气单井(包括采气管道240km)60座、预处理厂6座、集气管道72km、处理厂2座及外输大口径管道435km。该项目中采气和集气管道材质为Incoloy825合金复合管,规格主要为φ219mm与φ610mm两种。
目前,国内Incoloy825焊接主要采用氩电联焊工艺,熔化极气体保护焊向上立焊也有试验。为此,针对土库曼工期紧、工作量大、焊工少等现状,我单位进行了Incoloy825合金复合管向下立焊工艺研究,并取得初步成果。
1.焊接性分析
Incoloy825铁镍合金是Ni-Fe-Cr系,主要用于耐热与耐蚀环境。铁镍基合金具有较大的焊接热裂纹倾向,相对于奥氏体钢必须更严格地限制有害杂质。杂质存在造成焊接时与镍形成低熔点共晶夹层,增加了焊接热裂纹的形成。
2.向下立焊工艺与操作技术
(1)焊接方法及材料 焊接设备:米勒pipepro450rfc熔化极气体保护焊机;母材:新兴铸管生产L360QS/Incoloy825冶金复合管,φ219mm×(7.1+3)mm;焊丝:Inconel625实芯焊丝,φ1.2mm。
(2)焊前准备 坡口角度70°,无钝边,间隙2.0~2.5mm。采用定位块点固两点,分别布置于9点与5点位置。焊前将接头内外表面两侧各20mm范围内用角向磨光机打磨至露出金属光泽,并用丙酮擦拭打磨部位,以避免焊接时生成夹杂物,影响焊接质量。
焊前进行5min左右的充氩置换,充氩量为20L/min。坡口外部采用锡箔纸包覆,焊接时最好有专人与焊工配合逐步打开,打开长度与焊枪保持50~80mm之间。充氩时必须均匀,避免直接采用胶管充气(见图1)。试验结果表明,采用胶管直接充气,由于气流不均匀,往往会导致背向胶管一侧焊缝氧化倾向增加,所以最好采用带均匀出气孔的充氩器进行充氩(见图2)。
(3)焊接参数 焊接位置为水平固定,最好采用锥形喷嘴,尺寸φ15mm,焊丝干伸长约10mm;氩气纯度≥99.99%。其他焊接参数如表2所示。
(4)操作要点 主要注意以下几方面:第一,打底。打底焊时,从12点处引弧,焊丝与坡口面接触,起弧要从坡口上引燃,马上移至对面坡口面上,使熔池形成两边坡口搭桥,这时向前移动焊枪,使焊丝在坡口下棱边燃烧。在12点至2点间做锯齿形运丝摆动,2点至4点间焊枪做直拉或微摆,4点至6点焊枪做微锯齿摆动。注意在焊接到4点后,不能采用直拉摆动,避免因焊缝中心过高而两侧夹角过深。
12点接头时必须把已焊完的焊缝打磨成斜坡状,长度30mm(见图3)。接头时从斜坡后端引燃电弧,依锯齿形摆动,焊枪角度与焊接方向呈15°~25°。焊接收弧时要填满弧坑,避免产生弧坑裂纹(见图4)。
在另一侧进行封闭接头时,要将之前已焊焊缝打磨成斜坡状以利接头。焊至斜坡时,一定要看清熔池,注意焊枪角度,不要穿丝。待接头封闭后,再向前焊20~30mm,把所打磨的斜坡面填充饱满后再熄弧。接头即将封闭时,一定要将内充氩流量降至10L/min左右。
根焊完成后,采用角向磨光机打磨整道焊缝,使焊缝成凹形,避免填充时两侧夹角形成夹渣(见图5)。
第二,填充(热焊)。内充氩,氩气流量10~15mL/min,焊枪氩气流量10~15mL/min,从上12点开始向下作月牙形,摆丝运动,一枪填充至管时钟5点位置。在焊接过程中注意不要在3点和9点位置停弧、接头,那样会使接头形成夹渣气孔和接头脱节或接头超高缺陷。一般从5点位置停弧,接头可减少以上缺陷的产生,6点收弧时一定要注意填满弧坑,如果6点钟收弧过快,弧坑会产生裂纹缺陷。5点位置接头:从所留焊缝熔池前5~10mm处引燃电弧,这时迅速将焊丝移至接头所留焊缝熔池最后面,作半圆划弧动作,然后采用月牙形摆动运丝,正常焊接至6点填满弧坑熄弧。

表1 Incoloy825铁镍合金复合化学成分(质量分数) (%)

图1 胶管充氩

图2 带有均匀出气孔的充氩器充氩
表2 焊接参数
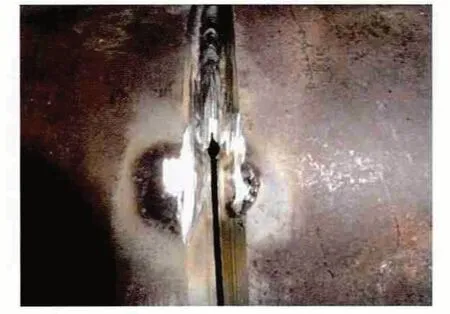
图3 接头修磨

图4 弧坑裂纹

图5 内外根部焊道
焊枪与焊接方向角度为12点至2点,70°左右;2点至4点,40°~35°;4点至6点,120°~110°。焊丝伸出长度10~12mm。
第三,盖面。从上12点位置开始向下焊接,焊枪角度与填充相同,摆动方法采用月牙形,上12点至2点位置摆动要稍慢些,两侧坡口要熔合良好,并且填满熔池。2点至4点位置摆动要快并且均匀,注意不要让熔池超过电弧,两侧注意咬边缺陷。4点至6点位置摆速要比2点至4点位置慢。当摆动至两侧坡口时要稍停留,摆动幅度要比2点至4点位置小些,比12点至2点位置大些,下6点位置收弧时,要填满熔池再收弧,不要收弧太快。
盖面12点位接头要把起弧所焊焊缝打磨成斜坡形,注意焊缝起头两侧未熔合处一定要打磨去除,接头和摆动方法与填充时相同,5点位接头方法与填充相同。
盖面6点位接头,注意当与前半部所焊焊缝熔池接触时要作划圈摆动,并向前移动焊枪填满熔池时熄弧。焊枪不要马上离开所焊焊缝,要用焊枪滞后停气保护熔池3~4s。盖面焊道如图6所示。
3.探伤检测
此次复合管向下立焊试验,打底是重中之重。在打底成形后,后续填充与盖面难度较小。为验证打底质量,特填充盖面了两道管口进行探伤检测。第一道管口在填充层2点位置左右有侧面夹渣出现(见图7)。第二道管口则未有明显缺陷出现。分析原因,主要是填充时,第一道管口使用的功能档不同,正面焊缝成形也随之变化,容易造成焊道侧面夹角过深。第二道管口在换用合适档位后,熔池容易摊开,两侧夹角变浅,再配合适当打磨,就会彻底解决夹渣问题。
4.结语
通过以上试验,可得出如下结论:
(1)焊接铁镍合金操作手法与焊接碳钢稍有不同,且需要加大摆幅,以保证两侧熔合。
(2)铁镍合金线膨胀系数较大,对定位焊点数量与焊接顺序都有较大影响。
(3)铁镍合金打底与填充盖面在功能选择方面会有不同,主要与其各自焊接特点有关。
实践证明,采用熔化极气体保护焊进行Incoloy825铁镍合金复合管向下立焊是完全可行的。

图6 盖面焊道
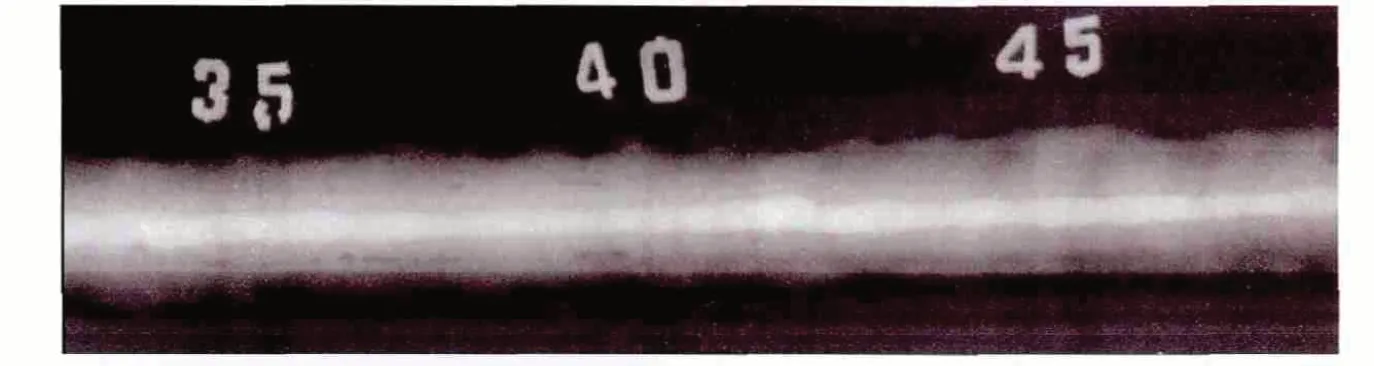
图7 射线探伤
