锅炉和压力容器封头制造技术研究
2014-12-11袁承春
袁承春
(哈尔滨锅炉厂有限责任公司,黑龙江 哈尔滨 150046)
0 概 述
球形封头是锅炉和压力容器最常见的主要受压元件,在各种形式的锅炉和压力容器封头中具有承载能力最高、在相同设计条件下厚度最小、耗材最少的特点。压制封头时,封头材料因边缘效应,存在增厚和减薄现象。为保证压制封头的内直径尺寸,以往均采用“将压制增厚分布于封头外表面”的压制工艺。现以某批量制造的高压加热器(简称高加)水室球形封头(简称封头)为例,通过对压制工艺进行技术改进和创新,将压制增厚在内外表面进行适当均匀分配[1],为了降低制造成本,在减小毛坯下料尺寸的同时,保证压制封头的尺寸和外形,解决了以往压制时存在的问题,进一步提高了压制封头的技术水平和成形质量。
1 结构特点和技术要求
1.1 结构特点
高加是典型的U型管换热设备,结构复杂、技术要求高、制造难度较大。高加主要由管程水室封头、人孔、进水管、出水管以及管板、U型换热管、壳程壳体等主要零部件组成,高加结构的布置,如图1所示。

图1 高加的主要结构
1.2 技术要求
高加的技术参数,如表1所示。
表1 高加技术参数
2 制造工艺
2.1 水室组件
高加水室组件由封头、人孔、进出水接管等主要受压元件组成。主要工艺流程:封头毛坯划线→气割下料→正火→整体热冲压→回火热处理→形状尺寸检查→切边及气割开孔→装焊人孔、进出水接管→无损探伤→消除应力热处理→车封头环缝坡口→待总装时与管板环缝焊接。由于封头制造工艺复杂、存在的问题和难点较多,是高加制造中的关键工艺。
2.2 封头制造工艺
高加水室封头为半球形封头,材料牌号DIWA353,公称直径Dn或内直径Di=1 550mm,内半径Ri=775mm,封头深度H=775mm,直边高度h=0mm,外直径Dw=1 770mm,名义厚度δn=110mm,设计最小成形厚度δmin=96.5mm,端部为V-U环缝坡口,如图2所示。
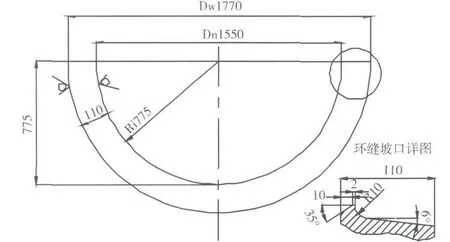
图2 封头的基本尺寸
封头制造工艺主要包括毛坯下料尺寸确定、压制模具选用、整体热压、形状和尺寸检查、环缝坡口加工等主要内容。
2.2.1 毛坯下料尺寸确定
根据封头毛坯下料尺寸计算经验公式:

式(1)中:
Dp——毛坯下料直径,mm;
K ——经验系数,取1.42;
Dn——公称直径,取1 550mm;
δn——名义厚度,取110mm;
h——直边高度,取0mm;
C——经验常数,取80mm。
得:Dp=1.42(1550+110)+80=2437≈2 440mm
2.2.2 压制模具的选用
压制前,要确定冲模和拉环模具尺寸。为保证封头内直径尺寸,按照钢板1%热膨胀系数,冲模选用实际外径Ø1567mm的球形冲头;根据钢板毛坯10%的压制增厚,选用实际内径Ø1812mm的拉环模具。模具间隙为122.5mm,大于封头毛坯名义厚度11%。
2.2.3 整体热压
使用2 000t水压机压制封头,3块封头毛坯板叠装在4m×4m加热炉内一起加热,加温至930±15℃,保温后打开炉门,将毛坯板依次铲出炉外,放置在拉环模具上,利用定位块找正后压制成形。最后用挡块使封头脱模,然后将封头加热至630±15℃,保温3h,进行回火处理。
有时,封头压制后难以脱模,说明封头抱紧力过大。需再次加热,经热膨胀后脱模,此时,封头的内直径尺寸会大于正常脱模的封头尺寸,引起超差。
造成脱模困难主要有设备故障、模具间隙过小或毛坯尺寸过大等原因。经测量,钢板材料厚度δs=113mm,表明采购的钢板是以+3mm厚度正偏差供货的,而且实际上拉环与冲模间隙仅大于钢板实际厚度的8.4%,小于10%模具间隙的基本要求。由于存在边缘效应,必然要预留一定的环缝余量,但过大的余量不但增加了材料成本、也加大了对冲模的抱紧力,也是导致脱模困难的重要原因。
经多次使用后,拉环模具出现了局部损坏,封头内直径尺寸变大和超差,对多件封头的内表进行了局部堆焊或采用机加工返修,产生了不小的制造费用。
2.2.4 形状和尺寸检查
通常情况下,封头被压制成形后,封头的端部平面及环缝余量内表面均有点倾斜。压制后的增厚区位于封头外表面,最大壁厚为124mm(比名义厚度大14mm),压制后的增厚区,如图3所示。
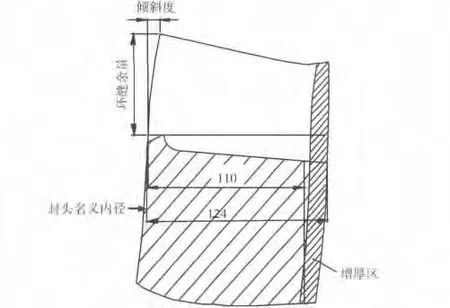
图3 压制后封头的增厚区
根据标准要求,封头圆度符合GB/T 25198《压力容器封头》(简称《封头》)及JB/T4746-2002《钢制压力容器用封头》不大于0.5%Dn(即8mm)规定;内表面形状偏差符合《封头》外凸不大于1.25%Dn(即19mm)、内凹不大于0.625%Dn(即10mm)的要求[2,3]。
2.2.5 环缝坡口加工
按照“封头与管板外径尺寸一致和平齐”的要求,对封头坡口进行机加工。机加工封头坡口时,既要保证封头内外的直径尺寸,还要使封头机加工表面有过渡性结构,否则,容易引起二次应力和峰值应力的增加。机加工后,封头的局部不连续结构,如图4所示。这类结构问题很具有普遍性,设计封头时,很容易忽视厚壁封头的边缘增厚,也没考虑坡口加工后的突出面与封头面的连续过渡。
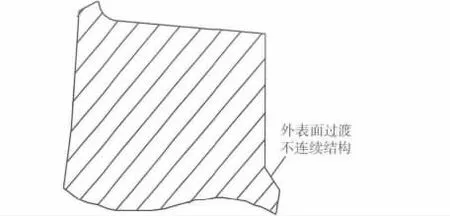
图4 封头外表面的不连续结构
3 技术改进
3.1 封头内外表面的压制增厚
为充分利用现有模具,减少封头毛坯下料尺寸。采用“将压制增厚在封头内外表面均匀分布”技术,对封头的压制工艺进行改进和创新,压制封头的技术改进思路,如图5所示。
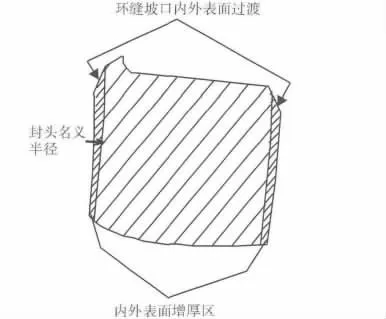
图5 封头制造技术改进示意图
(1)改变毛坯下料尺寸
将“Dp=2 440mm”改为“Dp=2 410mm”,通过减变毛坯下料尺寸,降低封头材料成本和压机的压制力,减轻封头对冲模的抱紧力,改善脱模困难的状况,端面余量也将进一步减小。
(2)改进模具尺寸,调整模具间隙,实现压制增厚在封头内外表面的均匀分布。
为了将约11mm(不包含钢板3mm厚度正偏差)的增厚,均匀分布在封头的内外表面,在不影响其它厚度封头压制的情况下,选用现有Ø1 800拉环模具,经机加工后,将尺寸修整为Ø1 806mm,代替Ø1 812拉环模具,将现有Ø1 567mm冲模,加工后修整尺寸为Ø1555mm。改进模具后,压制封头的内直径约为Ø1 540mm,封头增厚区的分布更加均匀,端面余量、端面倾斜度也有相应变化。压制时,因模具间隙过小使封头脱模困难的状况有了明显改善。
(3)封头坡口的加工
封头压制成形后,可对环缝坡口内表面增厚余量进行机加工,或对内外表面进行局部不大于1:3斜度的坡口过渡加工,有利于减小封头圆度和环缝错边,保证内直径尺寸和环缝处壁厚均匀相等,环缝坡口外表面的局部不连续结构不再出现。
该项技术改进已落实在实际制造中,短期内完成了20多件封头的压制,并取得了令人满意的效果。压制模具也得到优化和利用,环缝余量及材料消耗明显减少,形状和尺寸符合相关要求,提高了封头的制造质量。
对模具进行了修整,即使仍有脱模困难的现象,经加热脱模后,封头的内直径尺寸还能满足图纸要求。
对用于压制直径相同、厚度相近的厚壁封头,要分析具体情况后,才能确定冲模的最终尺寸。增厚能在封头内外表面均摊是比较理想的,但应根据实际情况,也可以在内表面多些或在外表面多些,这比过去仅把增厚分布于外表面的单一做法更灵活,也给压制工艺带来更大的便利和进步。
3.2 对标准的新理解
压制封头的公差要求,如表2所示。

表2 封头成形后内直径公差
以压制某球形封头为例,球形封头的Dn1 300 mm,δs=50mm,内直径公差应为-5~+6mm。如壁厚10%的压制增厚(共5mm,恰与内半径公差变动范围5.5mm相当)在封头内外表面均布,则该球形封头冲模的实际尺寸应为Ø1 308mm,成形后内直径偏差应为-5mm;一旦发生脱模困难,封头内直径最大将增至Ø1 306mm,也符合+6mm公差要求。即使压制成形后封头内直径偏差小于-5 mm,也可以通过机加工修整,达到不小于-5mm的公差要求。
可此可见,压制封头标准中,包含着允许压制增厚在内外表面均匀分布及余量合理分配的含义。在封头压制标准中,对δs>60mm壁厚的内直径公差作相应规定,也具有同样的指导意义。
压制增厚在封头内外表面均匀分布技术,比较适用于同一冲模仅压制封头直径相同、厚度相近的若干情况,封头越厚,效果越好;不太适用于压制直径相同、薄厚相差太大的封头。
4 结 语
通过对某型高压加热器水室SR775×110球形封头制造工艺技术改进,对于降低封头制造成本、优化工艺、提高封头制造技术水平和质量具有重要的意义。不仅符合国家标准和规范,还为进一步提高我国锅炉和压力容器各种形式封头的制造技术水平和质量开拓了思路,具有明显的实践应用价值和借鉴意义。
