PE管材挤出设备的思考与优化
2014-12-11杨峰
杨峰
(沧州明珠塑料股份有限公司,河北沧州 061001)
PE管材挤出设备的思考与优化
杨峰
(沧州明珠塑料股份有限公司,河北沧州 061001)
PE管材由于其强度高、耐高温、抗腐蚀、无毒、耐磨等特点,广泛的应用在建筑行业,但是就其PE管材的生产设备还存在一定的不足,本文从PE管材的挤出设备出发,对挤出机、挤出摸头以及设备操作过程中的工艺进行思考并作出一定的优化建议。
PE管材 挤出机 挤出模头
由于PE管材挤出设备的制造技术发展迅速,提高了PE管材的综合性能,导致市场对PE管材的需求上升。PE管材已经用于城镇供水、天然气、煤气输送等十多个行业。如果能够在现有PE管材挤出设备上进行改良,对于促进整个PE管材市场发展都有重要意义。
1 挤出机
挤出机是PE管材加工中最主要的设备之一,它通过外部动力传递和外部加热元件的传热进行塑料的固体输送、压实、熔融、剪切混炼挤出成型。目前仍然存在体积庞大、能耗高、噪音大、产品质量难提高等一系列问题。因此,对PE管材挤出设备中的挤出机进行思考与优化具有重要意义。
挤出机的工作过程大致可以简述为:塑料从料斗进入挤出机,在螺杆的转动作用下将其向前输送,塑料在向前移动的过程中,受到料筒的加热、螺杆的剪切和压缩作用使塑料熔融,并实现由玻璃态、高弹态及粘流态的三态变化。
当前PE管材的加工主要使用单螺杆挤出机,随着PE管材的发展,单螺杆挤出机显露出很大的局限性,主要表现在以下几方面:
(1)由于单螺杆挤出机的输送作用主要是依靠摩擦,因此加料性能受到限制,粉料、玻纤、无机填料等较难加入;(2)由于单螺杆排气式挤出机物料在排气区的表面更新作用小,因此排气效果差;(3)单螺杆挤出机不适合某些工艺过程,比如聚合物的着色。单螺杆挤出机中物料停留时间一般较长,而且各部分物料的停留时间也不相等。
在大量实验和生产实践的基础上,发展了各种新型螺杆。与单螺杆相比,具备如下优点:
(1)提高了挤出量;(2)改善了质量;(3)减少了产量波动,压力波动;(4)提高了混合的均匀性和添加物的分散性。
以分离型螺杆为例,其结构特点为在压缩段主螺纹之间增设一条副螺纹。一方面,副螺纹把压缩段分成固相槽和液相槽两个区;另一方面,副棱又限制固体床的自由移动。其原理为在熔融区内设法把固体物料和熔融物料分开,加速固体物料融化,并能稳定已熔化的熔体流。
2 挤出模头
在PE管材挤出过程中,模头对于产品质量起着非常关键的作用,其作用是:
(1)物料在模头里可以得到进一步的充分的混合后以均匀的熔体挤出口模。
(2)能提供最恰当的物料在机头内的停留时间,既不影响熔融物料的质量,又不破坏物料原有的物理性能。
(3)能确保物料在机头内保持较低熔体压力和挤出稳定的平衡。
(4)能确保物料在机头内维持较低的料温,以防止物料在机头挤出时产生横向流动和过早地产生氧化效应。
模头大致可以分为螺旋模头、篮式模头、过滤式模头。其中螺旋模头的特点是混合十分充分,得到高度均匀的挤出熔体;篮式模头在低压挤出稳定性方面表现极佳;过滤式模头物料流动速率多次变化,增加了机头的混合效果。赋予物料的低压和超稳定的流动。
目前正在研发一种可以提供管内风冷却的挤出机模头,在螺旋模头的基础上增加冷却抽风机,模体与模芯之间为物料通道,在模芯内部设有通气管,通气管一端与抽风机相连,另一端直接伸入管材内部,可以直接抽走管材内部热气,能够有效地降低管材内部温度。
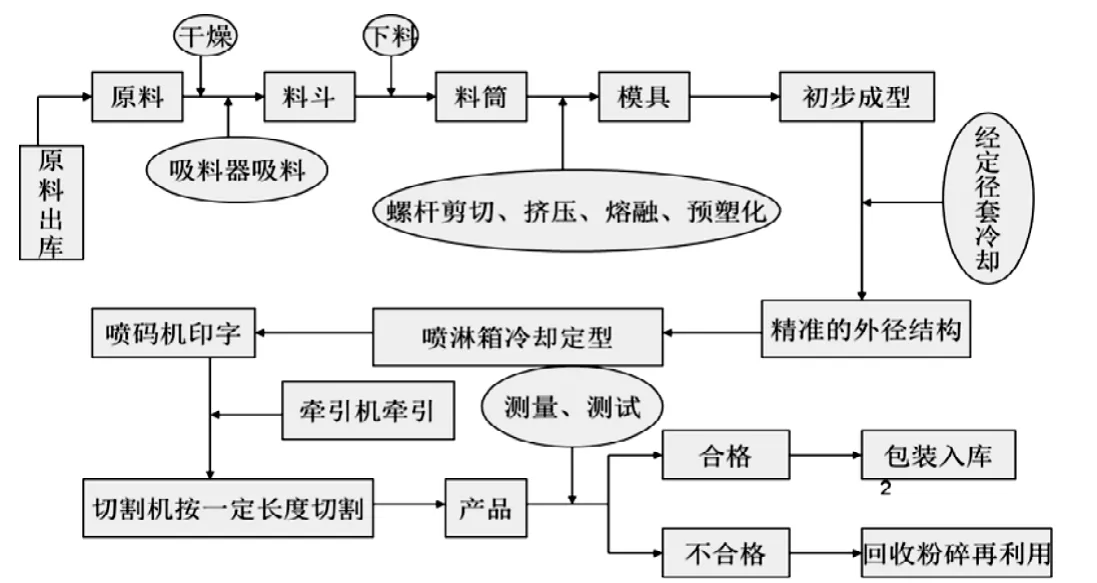
图1
3 挤出过程中的工艺控制
PE管材生产工艺流程图如图1:
从以上过程可以看出,整个PE管材的生产过程比较复杂,如果工序控制不好,产品很容易出现瑕疵。从工艺控制的角度来看,需要注意以下几点。
3.1 温度
温度是影响产品质量的重要因素之一。若温度过低,原料不容易熔融,产品的质量会受到严重影响;若温度过高,聚合物很容易被分解,难以成行。
3.2 螺杆转动速度和背压
螺杆的转速直接影响产品的质量和产量。转速过快,原料挤出量增多,受到的剪切力变大,这有利于原料的塑化,但是转速过快原料在螺杆内的停留时间较短,导致产品的强度受到影响。
螺杆的背压能够调节原料的混合程度和剪切力,影响产品的塑化质量。可以通过挤出机的多孔板、滤网等部件调节产生不同的背压。
3.3 牵引速度
牵引速度在挤出过程中的调节作用很重要。一般而言,牵引速度直接影响产品的壁厚。此外,牵引速度还决定着产品的截面尺寸和产品的冷却效果。
4 结语
本文从PE管材的挤出设备出发,分别从设备本身和工艺控制这两方面来叙述如何更好的提升PE管材挤出设备的性能。并介绍当前比较先进的一些PE管材挤出技术,各个PE管材制造商应当根据自身实际情况,逐渐淘汰一些旧技术,采用先进技术。
[1]闪立新.聚乙烯管材的挤出技术[J].塑料制造,2006(12):42-46.
[2]罗敦勇.PE管材的生产设备及其技术[C].中国余姚:中国工程塑料工业协会加工应用专委会、第四届中国塑料博览会组委会,2002:325-328.