气缸磨损量的测量操作技巧
2014-12-10孔磊磊仇汝臣青岛科技大学
孔磊磊 仇汝臣(青岛科技大学)
活塞式压缩机在长期的运转过程中,活塞在气缸中不断往复运动,通过工作容积的周期性变化,实现气体的“吸气—压缩—排气—膨胀”,以提高气体的工作压力并输送气体。
气缸作为活塞式压缩机的重要部件,与活塞环长期摩擦,不可避免的会有一定程度的磨损;或者在工作过程中,有气阀阀片、弹簧等异物掉入,对气缸造成非正常的磨损。
在压缩机的中修及大修中,除对活塞式压缩机气缸的外观质量(是否有毛刺、气孔、砂眼、裂纹、镜面表面粗糙度)、水平度、同轴度、配合间隙等精度进行检查外。还要对气缸工作表面(即镜面)的内径进行精确的测量,判断其磨损程度,以决定能否继续使用。
测量的实质是通过测量气缸的实际尺寸与形状,检测气缸的磨损情况,然后与气缸的技术要求相比较,看是否符合要求。
一、测量的步骤
画图
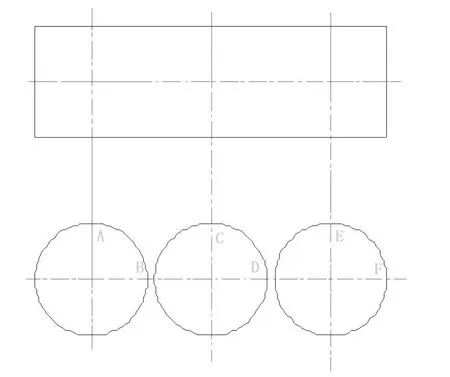
如图,测量时可手绘草图。应符合制图要求。
测量
1.清洁
测量一般在拆除气阀,移除缸盖,退出活塞,完全露出气缸镜面后进行。需要把气缸镜面用干净抹布(必要时用煤油等清洗剂)彻底清洗干净,以免影响测量精度。
2.校核
气缸内径一般用杠杆式内径千分尺测量。杠杆式内径千分尺由尺身(测量头)和加长杆两部分组成。测量前,应先把千分尺擦试干净,对测量头进行校核:如有偏差,应记下偏差的方向和数值,以便测量后修正计算;如果偏差较大,则送计量部门修理后再使用。
修正方法:例如,千分尺偏差-0.02mm,读值244.325mm,实测值则是244.325mm+0.02mm=244.345mm。
3.测量
按照需要测量尺寸范围,把测量头和加长杆旋合成整体。旋合的部分应保证没有间隙;且测量头能进行微量调节,以满足测量需要。
由于我们测量的是每一截面内两个相互垂直的直径,所以准确的测量值应在径向为最大值、同时在轴线方向为最小值。每一截面的两个尺寸方向应相互垂直并且保证在同一水平面内。
记录
测量时,应准确、清晰的记录下六个测量值。经过修正取得实际测量值,并与实际测量位置相对应。尽量采用仿宋体记录。
计算
根据实测值,分别计算出各截面的圆度和整个气缸镜面的圆柱度偏差,如:
截面Ⅰ圆度偏差=|(a-b)/2|mm
圆柱度偏差=|(所有值中的最大值-最小值)/2|mm
结论
通过计算气缸镜面的尺寸和形状误差情况,即可知道其磨损情况,是否能够与原来尺寸的活塞、活塞环等形成良好的密封条件。综合其他情况,与气缸的技术要求相比较,决定其是否能够继续使用;或修理,或更换。
二、操作者在测量时需要注意以下问题:
1.身要稳
无论测量立式气缸还是卧式气缸,都要在保证身体重心稳定的前提下操作;
2.心要静
要做到全神贯注、精力集中,不受其他因素干扰,专心测量。
3.手要柔
操作者的手既是控制器官,又是敏锐的感觉器官:一般左手在后,右手在前;左手控制千分尺后端固定不动,右手凭感觉不断上下、左右,再上下、左右,寻找直径上的另一相对点,直至同时符合径向最大,轴向最小的条件,即在两个方向上都有“涩”的感觉(注:只要保证无间隙即可,切不可顶死或硬顶)。为保证感觉灵敏,右手可以仅用食指旋转千分尺套筒,试测幅度由大变以小,动作愈来愈轻……最后找到涩的感觉——以保证测值精确。
终上所述,操作者必须用心体会、勤学苦练测量技能,在长期的学习和工作中,积累丰富的操作经验,才能够快速、有效的测量出精确的数据,对气缸磨损量做出准确的计算,有利于对气缸做出正确的判断和处理。提高劳动生产率,缩短活塞式压缩机的检修周期,提高活塞式压缩机的检修质量。尽量延长气缸使用寿命,节约生产成本,保障安全生产,为企业创造更多的经济效益。
