无心磨床砂轮主轴及轴瓦的修理工艺
2014-12-02中航工业陕西飞机工业集团有限公司机械动力公司汉中723215卫林叶丁少文
中航工业陕西飞机工业集团有限公司机械动力公司 (汉中 723215)卫林叶 丁少文
无心磨床M1080在日常操作中经常会出现砂轮主轴及轴瓦的磨损,导致主轴精度下降,直接影响到工件磨削的质量和精度。而修理后主轴的精度、轴瓦刮研质量以及间隙的调整好坏,也会影响到工件磨削的质量和精度,我们必须予以重视。
本文简要介绍在日常维修中砂轮主轴及轴瓦的修理工艺:以石家庄轴承仪器厂生产的无心磨床M1080 为例,该无心磨床M1080 的主轴两端轴颈d=105mm,轴瓦为前后各五片瓦。当主轴及轴瓦磨损后,原则上修轴配瓦。修理前主轴轴颈经“探伤”有裂纹或硬度下降时,则必须更换新轴;而轴瓦除了严重“抱轴”发热使轴瓦中铅析出外,一般可以修复使用。
1.主轴轴颈的修理工艺
当主轴两端轴颈磨损后,如出现划痕,修复工艺可采用研磨或超精磨来达到要求,划痕过深可先上磨床精磨,加工表面粗糙度要求达到Ra=0.2μm,径向跳动 0.002mm,圆柱度 0.003mm,圆度0.002mm,轴径1 与轴径2 的同轴度φ0.004mm。修理完后的主轴硬度>60HRC,不应有裂纹,否则均应报废,同时做动平衡试验(见图1)。
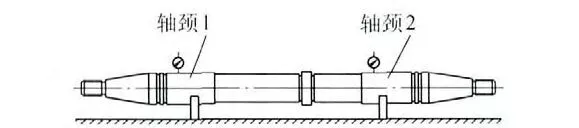
图1 砂轮主轴示意图
2.轴瓦的修理工艺
修复轴瓦时先在主轴轴颈上涂色研点,刮轴瓦内表面至要求12 点/ (25mm×25mm),然后须保持外圆的等厚性用百分表进行检查,并编上号,打上主轴的运转方向,以免拆装时方向搞错将会影响装配质量。轴瓦初刮后,按原定编号及运转方向分别装入固定的定位销中,紧贴孔壁再放入主轴与轴瓦,调整螺钉松紧用力相同,以砂轮回转中心回转主轴进行研点,精刮至接触点要求达到轴瓦内外表面的平行度为0.01mm,不等厚度0.01mm,接触点20点/ (25mm×25mm)。刮研轴瓦与壳体接触时,均不许拿下轴瓦,否则质量将不易达到(轴瓦的技术要求见图2)。
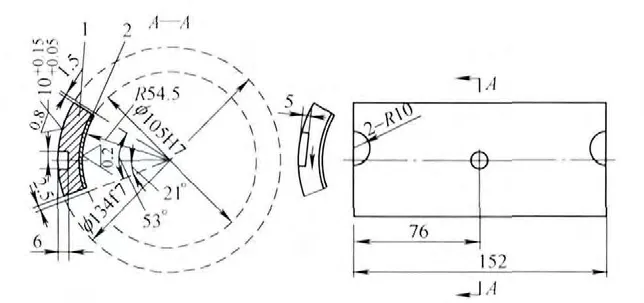
图2 轴瓦(前后各5 片)
将轴瓦刮好后,把主轴与轴瓦予以清洗,重新装配,装配方法与精刮相同,调整螺钉校正主轴与轴瓦的间隙至0.015~0.02mm。
