硬质合金刀具加工高硬度工件
2014-12-02河南省新乡市宏盛机械有限公司453621裴金州张常乐
河南省新乡市宏盛机械有限公司 (453621)裴金州 张常乐
我公司接到一批某产品核心零件(见图1),材质为Cr12MoV 模具钢,为满足零件性能要求,必须进行真空淬火达到洛氏硬度60~64HRC,进行检测后才能进行加工,该零件难度在于外径上环形齿(以下简称槽形)的加工,零件槽形类似于螺纹牙形,槽宽0.69mm,槽深1.21mm,长度177.84mm。整体零件槽形距公差要求0.01mm 以内,零件淬火后硬度高,表面粗糙度值Ra=0.8μm,整体毛坯造价不菲,且槽形加工好以后无法用三维坐标测量机进行测量,如果采用加工方法不适当,极易产生零件报废。
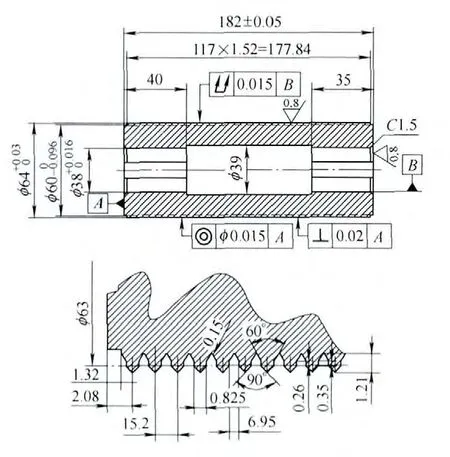
图1 零件示意图
为达到零件图样的要求,公司技术人员经过探讨制定了两个加工方案:在数控外圆磨床和数控卧式车床上进行加工。
数控磨床加工方案的加工工艺流程为:毛坯→粗加工零件各尺寸(车)→真空淬火→磨内孔及端面→车心轴定位内孔→磨外径及槽形→成品。加工完成后,用槽形检验样板进行检验,结果出现砂轮导致磨削出槽形槽距误差0.05mm 左右,槽宽和槽深都存在误差,虽然零件表面粗糙度达到要求,但是零件表面出现轻微烧伤现象,远远达不到零件工艺要求,造成零件报废。分析原因,采用电镀金刚石砂轮粒度细,磨削过程中出现砂轮外表有轻微剥离及粘屑现象,电镀金刚石砂轮受各种因素影响发生化学反应,零件槽形磨削余量偏大,在加工高硬度零件槽形没有成熟经验,磨削过程中需多次停车查看砂轮磨损状况,浪费时间较多。通过网上查询借鉴类似零件成功案例,电镀CBN 砂轮可满足加工要求,因交货期短暂,如果定做电镀CBN 砂轮周期长,价格亦不菲,因此我们不得不考虑采用数控卧式车床的加工方法方案。
1.数控卧式车床加工方案
国内定制特殊加工刀具制造期长、价格昂贵,不确定能否满足加工零件工艺要求,为了降低加工成本及缩短交货期,在选用刀具加工上大费周折,既要加工好零件上极其细小的槽形,也要考虑到加工刀具在切削中寿命,必须一次性加工好,加工过程中不能换刀,减少各种加工因素造成零件报废。经查阅大量资料筛选,决定采用YT05 硬质合金,其特点与钢的化学亲和力小,耐磨性能优异,适于淬火钢,合金钢和高强度的精加工和半精加工,能获得优质美观的精密加工表面。利用YT05 硬质合金的特点,我们大胆尝试利用线切割硬质合金做成成形刀具进行加工,经过多次失败中不断的尝试,成功的加工好零件,经检测能达到图样的尺寸及精度要求,加工质量稳定,以下将重点阐述如何用普通硬质合金刀具加工高硬度工件槽形的方法。
根据我公司生产设备及零件工艺要求,该零件的加工工艺流程为:毛坯→粗加工零件各尺寸(车)→真空淬火→磨内孔及端面→车心轴定位内孔→精车加工外径及槽形→成品。
(1)加工前的准备 在加工前需准备刀具:3 把焊接式3mm 切槽刀、1 把90°外圆车刀、1 把内孔镗刀(注:以上刀具系焊接式株洲钻石YT05 硬质合金刀具)。
加工需辅助物品:手电筒1 个、1∶100 倍放大镜1 个、工件槽形检验样板1 个、320#油石条1 根、刀具槽形检验样板1 个、外径千分尺2 把及内径百分量表1 把、万能角度尺1 把。
(2)刀具的制作 加工前需准备3 把YT05 焊接式切槽刀(宽度3mm),进行线切割,注意线切割刀具需预留0.1mm 刃磨量,磨削3 把成形刀具用数控工具磨床进行磨削。
第1 把线切割出90°的夹角(见图2a),第2 把线切割出直槽部分(见图2b),第3 把线切割成形切槽刀(见图3c),3 把刀具前面用油石进行修饰即可,刀具主后面5°左右即可,提高刀具切削强度,减少磨损。第1 把和第2 把刀具磨削后借助角度尺第和千分尺进行测量,用放大镜观察切削刃刃口表面粗糙度,如达不到要求可以用320#油石条进行刃口修光,第3 把成形刀具磨削时,主切削刃端留R 0.15mm 的圆弧角,如图3 所示。用千分尺和刀具槽形检验样板进行检验磨削至合格尺寸即可,同时亦用320#油石条进行刃口修光,确保加工出工件的表面粗糙度及尺寸。
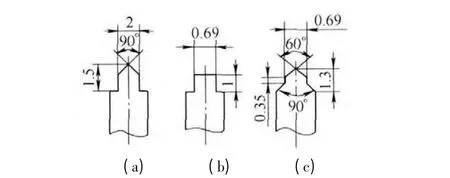
图2
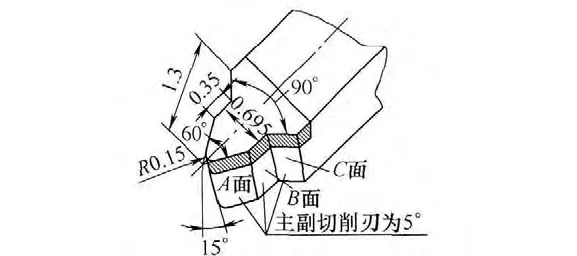
图3 精加工成形刀
2.具体操作方法
在粗加工零件时各尺寸留0.3mm 精加工余量,内孔半精加工留0.2mm 余量;将粗加工好的零件进行真空淬火至60~64HRC;对零件内孔、端面进行加工至图样尺寸要求;将内孔磨削好的零件在CAK6360b 卧式数控车床上进行精加工外圆,由于零件同心度要求较高,为保证零件精度,在精加工时用心轴(见图2)定位工件内孔,将装夹加工好的心轴用磁性千分表检验跳动,保证跳动0.005mm 以内,然后将磨削好的零件与心轴进行配合,同时用心轴上螺母进行锁紧,顶尖定位心轴中心孔,用90°外圆车刀精加工外圆至图样要求尺寸,用千分尺进行检验;然后同时装夹好线切割3 把刀具,因零件槽形距离要求严格,加工前借助1∶100 倍放大镜进行外径及端面对刀,保证误差值0.01mm 以内,参考下附表格工艺参数表,用数控机床切槽循环程序进行切槽,加工时注意切削排屑方向,利用切削液充分冷却刀具。
3.加工槽形过程中遇到问题
在数控卧式车床上加工首件时,设定主轴转速120r/min,径向进给率0.1mm/min,第1 把刀程序运行切削时正常,第2 把刀由于我们忽略了刀具的刃口修饰刃崩,加工45 个槽时,切屑成面条状,停车进行检查,发现刀具刃崩严重,刀具挤屑,导致零件槽形挤压变形,造成零件报废。
第二件加工时修正好刀具以后,降低主轴转速及径向进给率,第1 把刀和第2 把加工时切削声音和排屑很正常,第2 把刀切削完以后程序暂停察看零件表面粗糙度达到要求,继续运行程序第3 把刀进行精加工零件,程序运行完成后,观看零件表面质量优异,测量时发现零件槽形深浅不对称,仔细查找原因,成形刀具在精加工时在槽底停留时间较短,每切一个槽形,程序运行后快速退刀,造成零件槽形深浅不一。
解决方案:降低主轴转速及径向进给率,对刀具刃磨时进行刃口修光,程序运行时在槽底停留时间延长1s。吸取了前面失败教训,再次加工时设定主轴转速80r/min 径向进给率0.07mm/min,3 把刀具在充足的切削液中,循环切槽程序终于在5h 后完美加工好槽形,用线切割检验样板进行灯光缝隙检验,加工后零件获得优异的表面质量,能够满足图样尺寸及公差要求。加工工艺参数见附表。表格中所用刀具均是株洲钻石YT05 硬质合金焊接刀具。

加工工艺参数
