自动切削液在普通钻床和攻丝机上的设计和应用
2014-12-02四川九洲电器集团有限责任公司绵阳621000游洪建
四川九洲电器集团有限责任公司 (绵阳 621000) 王 鹏 游洪建
普通刀具在钻床和攻丝机批量加工过程中,对于不锈钢和其他脆硬材料,加工钻头直径小于5 mm,丝锥小于M5 的孔和螺纹,刀具寿命往往不长,需要频繁更换刀具,主要表现为退火、折断以及切削刃磨损严重。
刀具寿命直接影响生产效率。经过分析,造成刀具寿命不长的原因很多,诸如进给量、刀具材料和刀具刃磨角度等。还有更重要的一点就是切削液,采用合适的切削液往往可以缓解其他因素的产生,延长刀具寿命。切削液的作用有3 种:清洗、冷却和润滑,然而普通钻床和攻丝机只能通过手动对刀具进行清洗、冷却和润滑,生产效率不高。是否可以在钻床和攻丝机上设计自动切削液的浇注,一直是我们关心和讨论的问题。
1.设计前常用方法及分析
常用方法有两种:①使用普通材料刀具钻削或攻螺纹时,在旁边放置小油桶和油刷,边加工边用油刷沾油对刀具进行清理、润滑和冷却(见图1)。②采用合金刀具,无需切削液。
使用油刷的优点是清理、润滑时相对灵活,可根据实际情况进行处理,适合小批量或单件生产。缺点是生产效率不高且容易遗漏,造成浪费。对于M5 以下的攻螺纹,没有加到润滑液的孔在攻螺纹时丝锥容易折断、堵塞,是传统的加工方式。

图1
采用合金刀具的优点是硬度高、高温承受能力强、生产效率高,无需切削液。缺点是生产成本高,由于钣金零件中孔的尺寸大小繁多,需求量大,而且合金钻头脆性大,细长孔加工容易折断。如果是合金丝锥盲孔加工时丝锥折断,则断屑不易取出,零件报废风险提高。
2.自动切削液设计方案和思路
方案(1):改进油刷对刀具上油。针对钻床和攻丝机的特点,我们找来了软管和油刷(见图2),用软管一端缠住油刷,另一端将其固定在铁块上,油刷沾上油,需要时把油刷移动到刀具上,润滑冷却完毕后离开。反复调试,效果都不太理想,切削液容易四处飞溅,还需不停地上油,不能实现自动化。
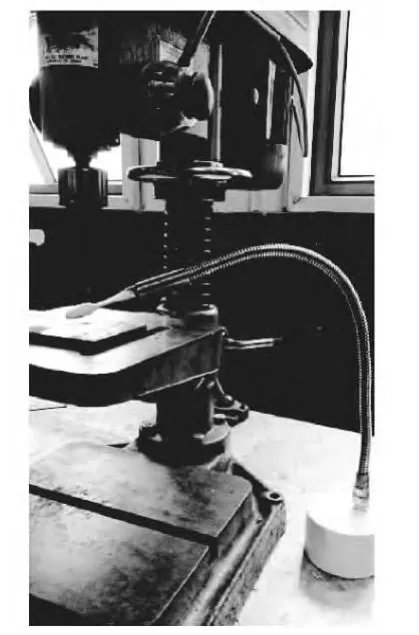
图2
方案(2) :更换思路,对刀具进行“输液”。医院给病人输液,液体是通过输液袋总管,再通过液体管将液体流向病人身体内。是否也可以给刀具来一个“输液”?于是我们找来了输液袋和注射器,像给病人输液一样把油装进输液袋然后挂在高处(见图3),用支架支撑固定液体流向,使切削液可以直接流到刀具上或工件孔内,液体的流速可以通过调节阀来控制,果然这样做的效果非常好,每一滴液体刚好落在被加工孔内,基本符合我们对自动切削液的设计初衷。

图3
3.生产中的使用效果
图4 所示为加工零件。零件材料为1Cr18Ni9Ti,加工工艺是在已有孔的板面后点焊一块2 mm 厚的不锈钢进行加固,然后再把孔钻通。原来采用肥皂水利用小刷对工件表面加切削液,现在我们采用新办法对零件进行加工,为此专门设计了一输液支架(见图5),支架的活动支撑臂可以上下移动和倾斜,方便切削液适应钻台高度和位置的调整,还在钻台下面设置了一回收池,方便对液体进行回收再利用。

图4

图5
钻床主轴转速为1400 r/min,刀具材料为W18Cr4V,钻头刃磨为薄板群钻,匀速进给。使用新方法后,通过和原方法对比,新方法加工速度比原方法提高1 倍,每一滴液体都会被充分利用,切削液的用量减少。以往一把刀具只能加工200 个孔,现在可以加工400 个孔左右,出乎我们的意料。
