西门子MCP 自定义键接口控制迷你手持单元
2014-12-02齐重数控装备股份有限公司黑龙江齐齐哈尔161005孙永超李金龙
齐重数控装备股份有限公司 (黑龙江齐齐哈尔 161005) 孙永超 李金龙
1.方案实施
在使用迷你手持单元时,需要分别对使能,轴选,增量,正、负,快速信号及手轮信号进行控制,通常情况下,需要将手轮信号引至数控系统上的对应插座,将其余控制信号线引到PP72/48 上。当手持单元安装在按钮站旁边,距离数控系统很近时,可将控制信号连接到840D sl 和828D 用的MCP310C和MCP483C 上带有连接用户自定义按钮的I/O 接口X51~X55,无需再将线引到PP72/48 上。
2.初始硬件配置
(1)西门子SINUMERIK 840D sl 或SINUMERIK 828D 数控系统。
(2)MCP483C PN 或MCP310C PN。
(3)手持单元部分:6FX2007-1AD03、6FX2006-1BG03、6FX2006 -1BG70 。
(4)手持单元到电柜的多芯连接电缆。
(5)16 点输入模块。
3.改后硬件配置
(1)西门子SINUMERIK 840D sl 或SINUMERIK 828D 数控系统。
(2)MCP483C PN 或MCP310C PN。
(3)手持单元部分:6FX2007-1AD03、6FX2006-1BG11、6FX2006 -1BG70。
更改配置前后结构连接对比示意图如图1 所示。
4.使用方法及注意事项
在使用X51~X55 接口进行控制时,需要注意以下几点:
(1)订货:在进行数控系统订货时,需要订购专用的4 芯排线,订货号是6FC5247-0AA35-0AA0。
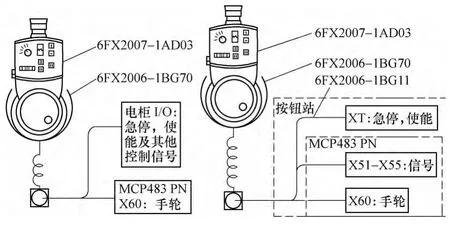
图1
(2)使用注意事项:在西门子机床控制面板有SINUMERIK MCP483C PN,后视图如图2 所示和SINUMERIK MCP310C PN,后视图如图3 所示两种最常用的形式。

图2 MCP310C X51-X55 接口的位置示意图

图3 MCP 483C X51-X55 接口的位置示意图
在MCP 机床控制面板上,用户自定义输入输出接口可供机床设计人员使用。其中,输入点接口:X51、X52 和X55;输出点接口:X53 和X54;这样,在PLC 程序控制时,可使用系统内部分配的地址进行控制,而不占用外部的PC 地址。电路原理图如图4 和图5 所示。

图4 X51、X52、X55 的电路原理图

图5 X53、X54 的电路原理图
X51~X55 的4 脚插头提供的公共地为M——0 V,此脚与MCP 的24 V 电源的地——0 V 是通过内部接通的。在使用输出点时,以MCP483 的X53 的1脚为例,指示灯一端接到1 脚上,另一端接到4 脚上,PC 输出端Q119.0 有输出的情况下会在1 脚和4脚之间产生直流24 V 的电压。由于输出点的最大输出电流是0.3 A,即最大可以带7.2 W 的负载,因此推荐使用1.2 W 的指示灯。需要特别注意的是在使用输入点,以MCP483 的X51 的1 脚为例,按钮的公共端连接1 脚,另一端连接到4 脚,当按钮按下时4脚的公共地即M 0 V 引入1 脚,此时将在I122.0 位产生高电平1 的信号。切记一定不要将外部24 V 电源P 24 V 引入X51、X52 和X55 的1 脚到3 脚,否则会造成输入点的烧坏!MCP483 和MCP310 的PLC 接口地址如图6 所示。

图6 PLC 接口地址
5.项目推广及应用前景
使用MCP 用户自定义键接口X51~X55 地址,可方便机床制造人员的硬件连接,减少故障点,节约成本约2000 元。该方案已经在产品设计时使用,并在用户处得到验证,可在机床设计应用中广泛推广。