NUM 数控系统多套参数在YK7250A磨齿机上的开发应用
2014-12-02陕西秦川机床工具集团有限公司宝鸡721009李晓雯郝来成
陕西秦川机床工具集团有限公司 (宝鸡 721009)李晓雯 郝来成 强 琨
北京宏诚拓业科技有限公司 (102200)李贤武
YK7250A 数控蜗杆砂轮磨齿机是一种性能好、效率高的数控精密齿轮磨床,用于磨削标准的或修形的圆柱渐开线齿轮齿面,适用于航空、汽车、轮船、机床、纺织机械、印刷机械、减速机和各种传动装置中圆柱渐开线齿轮的精密磨削。它是原来YK7250 磨齿机的改进机型,主要是将砂轮主轴改为主轴电动机驱动,工件(齿轮)轴改为力矩电动机直接驱动。本机床采用八轴五联动数控,可进行自动磨削和修整循环。因所有的工件参数和磨削参数均可通过界面输入,所以调整也很方便。
1.本机床的典型技术参数
工件外径100~500mm,工件模数2~8mm,工件齿数12~256,工件压力角15°~25°,工件螺旋角±30°,工件齿宽(最大正齿轮)200mm,包括夹具的工件最大重量,直齿200kg/斜齿100kg。
鉴于此,要兼顾整个磨削范围、磨削极限规格、不同惯量的齿轮,数控系统现有的一套参数就显得力不从心了。而NUM 数控系统可以开发出多套V 参数,从而满足不同用户齿轮加工的需要。
2.多套V 参数对数控系统的要求
(1)适用于NUM 数字控制系统,不适于模拟系统。
(2)系统应具有DNC1000 功能。
(3)系统版本T4 以上,驱动版本V3.0 以上。
3.多套参数实现方法
采用此方法修改参数不需要驱动及系统断电、复位及初始化。执行一次参数传送最多可传送30 个参数。
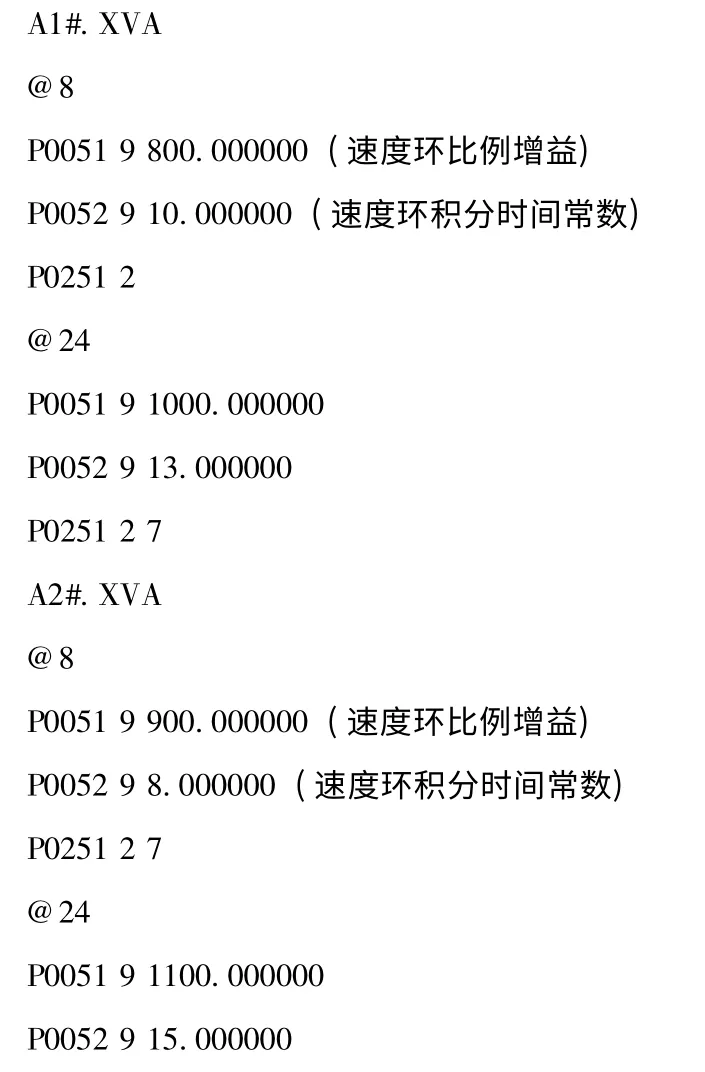
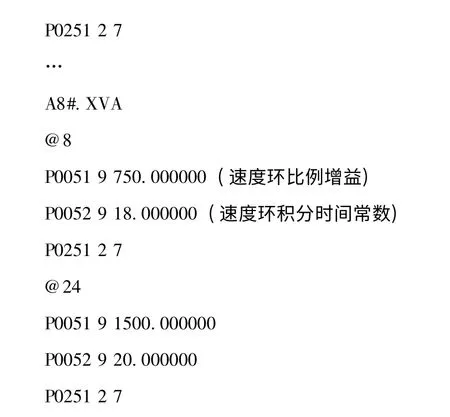
(1)创建参数文件。首先,根据具体机床及负载,设置正确的相应轴参数。在YK7250A 磨齿机上针对砂轮主轴B 和工件轴C 的具体负载来设置。其次,根据正确的轴参数创建参数文件。如下:
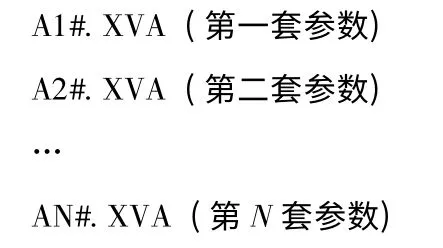
注:文件名格式:A1 为文件名。#.XVA 为固定格式。@XX (XX 为0—31 号轴)。例:@8 表示物理地址8 号轴,即C 轴;@24 表示物理地址24 号轴,即B 轴。
针对YK7250A 磨齿机共设置了8 套V 参数文件。
(2)传送参数文件:通过PLCTOOL 软件传送参数文件。参数文件被保存在一个固定的存储区。
(3)查看参数文件:在标准界面,选择F10,然后选择菜单4 (Data for Digital Drive)。然后压下VIEW_FILES (F4)和DIR (F6),即可查看传入的参数文件。在该界面亦可删除参数文件。在上述界面按下F7 (TYPE),然后输入A1#.XVA,回车,即可得图1 画面。
图1
(4)PLC 程序编制:要求PLC 传送参数指令“UNITO”必须在后台程序%TFXX 里,所以,通过在任务程序%TSX 或子程序%SPXXX 调用%TFXX 实现V 参数改变。
图2 为YK7250A 磨齿机的后台程序。%TF0 为8号(C)轴调用参数,%TF1 为24 号(B)轴调用参数。用户可根据需要增加轴数和参数套数。
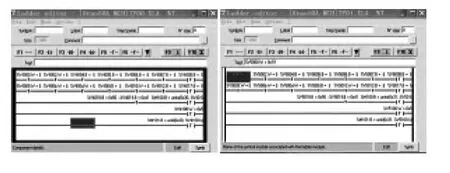
图2
YK7250A 磨齿机8 套参数的选择(见图3):用MP01 面板上的最下面一排8 个水平按键来选8 套参数,变量从左到右依次为% I104.0 到% I104.7,%Q102.0 到% Q102.7;调用参数确认键变量为%I101.7和Q101.7。

图3
增加了%SP100 程序:对应%SP100 子程序中的PLC 变量为%RF00.L,%M6004.L 包含需要调用参数的文件名(AX#.X=1~8)。具体程序如图4 所示。

图4
在%TS0 里调用子程序%SP100 (见图5)。
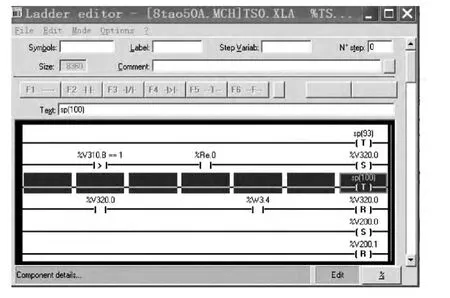
图5
4.YK7250A 运用了8 套V 参数后磨削的部分齿轮检测结果
(1)M4Z12B28 齿轮:达到3 级精度,如图6所示。

图6
(2)M3Z70B36 齿轮:达到3 级精度,如图7所示。
图7
(3)M8Z60B48 齿轮:达到4 级精度,如图8所示。
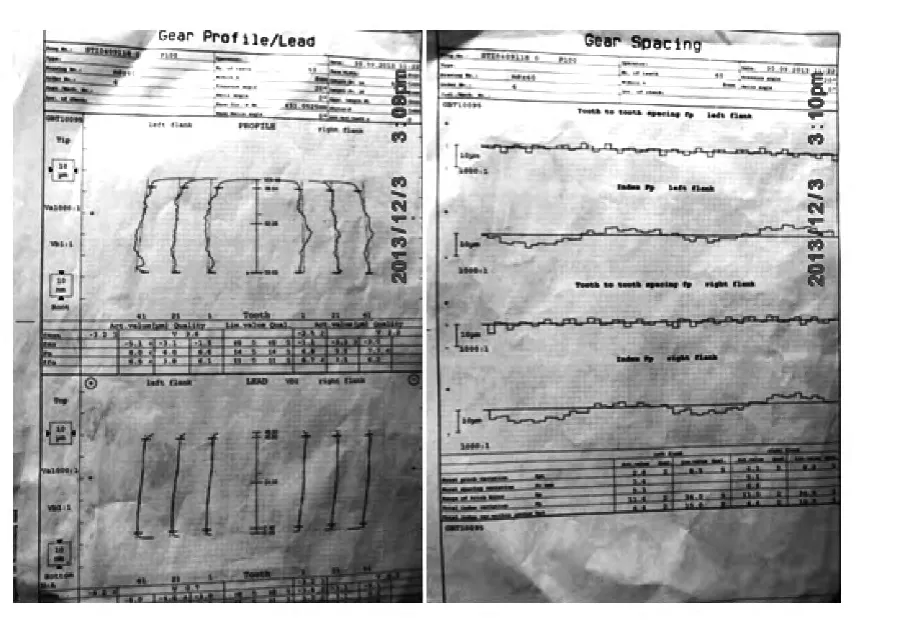
图8
5.结语
目前,开发出的 NUM 系统多套参数已在YK7250A 磨齿机上试运行,参数调用方便,控制程序合理,机床动作正常、磨齿精度稳定。可以满足不同用户工件的磨削要求。这对于其他选用NUM 数控系统的机床也有一定的借鉴意义。
