砂型铸造实训用铝合金砂箱的设计与制作
2014-11-27唐春龙
◆唐春龙
砂型铸造是在砂型中生产铸件的铸造方法。钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。砂型铸造实训是铸造工技能培训的重要环节。
1 砂箱的设计
根据铸造工技能培训中对外砂型和型芯组合制作的技术要求,综合考虑搬运、合型、浇注、设汁制作和使用成本,砂箱的设计如图1、图2所示。
2 砂箱的材料选用及制作成本
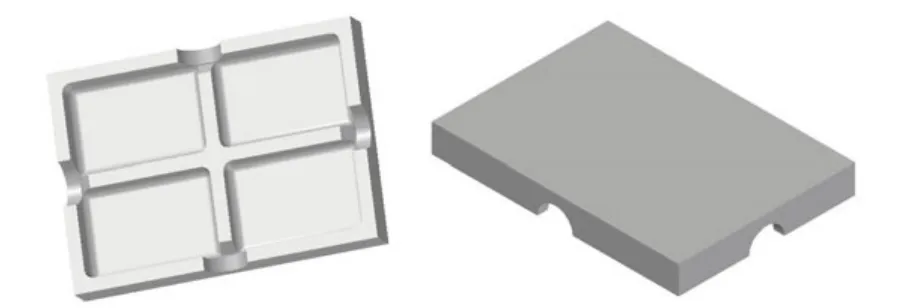
图1 砂箱的下底板效果图
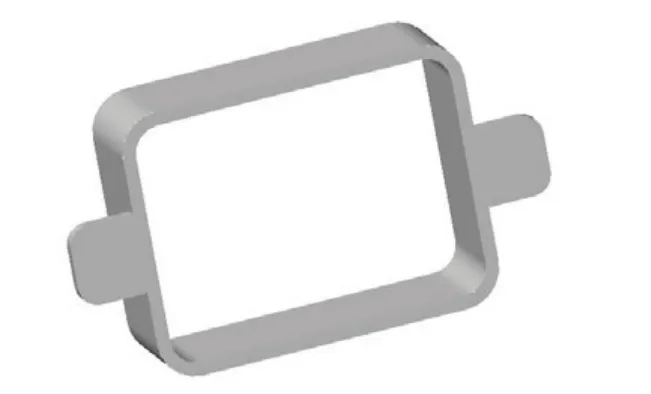
图2 砂箱上、下箱效果图
根据设计要求,综合考虑材料成本,选用ZL101A为箱体制作材料(ρ=2.7×103kg/m3,σb≥195 MPa,δ5≥5%,HBS(5/250/30)≥60),上、下箱净重各为1.965 kg,下底板净重4.959 kg,按两箱造型情况每套砂箱净重8.892 kg。综合考虑加工损耗等因素,每套用材料应在10 kg左右,ZL101A市场价格14000元/吨左右,所以每套砂箱材料成本在140元左右。按40人培训班型设计,40套(按两箱造型设计:一底板、上箱一个、下箱一个)浇铸加工制作费用2000元左右。砂箱总体效果图如图3、图4所示。
3 铝合金砂箱的使用参数
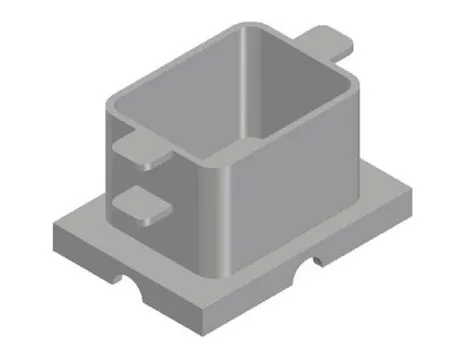
图3 砂箱总体效果图Ⅰ

图4 砂箱总体效果图Ⅱ

图5 砂箱在砂型铸造实训中的使用情况Ⅰ

图6 砂箱在砂型铸造实训中的使用情况Ⅱ
砂箱的上、下箱长、宽、高尺寸为260 mm×200 mm×80 mm,壁厚10 mm,下底板长、宽为350 mm×250 mm,厚度15 mm,底边缘厚25 mm,宽15 mm,可制作尺寸长、宽在180 mm×120 mm范围内的砂型,砂型高度不受限制(可采用多箱造型),能够满足一般实训要求。
4 铝合金砂箱的使用效果
图5、图6为铝合金金砂箱在砂型铸造实训过程中使用的情况。经多轮、3000余人次的砂型技能培训使用,证明该砂箱经济、实用,完全能满足培训使用要求,使用效果好。
[1]温秉权.金属材料手册[M].北京:电子工业出版社,2009.
[2]黄志光,叶学贤.砂型铸造生产技术500问(上册):铸造合金及熔炼技术[M].北京:化学工业出版社,2007.
[3]万仁芳.砂型铸造设备[M].北京:机械工业出版社,2007.
[4]李弘英.铸造生产实用技术[M].北京: 机械工业出版社,2010.
[5]蔡震升.造型材料及砂处理[M].北京:化学工业出版社,2010.