数控车床水平调整和直线度误差测量的探究*
2014-11-27张娜李玉兰刘文平张丽
◆张娜 李玉兰 刘文平 张丽
1 引言
数控机床的水平超出规定精度标准,会对其几何精度和位置精度产生很大的不良影响,不仅影响工件的加工精度,而且长此使用水平超标的数控机床,对其组成的机械结构精度也会造成不良影响。所以应正确使用调平工量具,按照规范标准完成数控车床调平,有效保证其正常使用。
2 数控车床水平调整
精密水平仪 水平仪是一种测量小角度的精密量具。在机械行业和仪表制造中,可以测量相对于水平位置的倾斜角、机床类设备导轨的平面度及直线度和机械设备安装水平位置及垂直位置等。
常用水平仪按其外形不同可分为框式水平仪和尺式水平仪两种,调平数控机床使用的水平仪灵敏度是0.02 mm/m,属于精密水平仪。框式水平仪一般是由水平仪主体、横向水准器、绝热手把、主水准器、盖板和零位调整装置等零部件组成的,其中没有液体的部分通常称为水准气泡;尺式水平仪是由水平仪主体、盖板、主水准器和零位调整装置等零部件构成的。按水准器的固定形式,可以分为可调式水平仪和不可调式水平仪,其中不可调式水平仪克服了可调式水平仪每次使用前必须调节零位的缺点,能提高零位的稳定性,方便做到随时使用,而且性能可靠,作为外出作业的首选。
借助精密水平仪气泡检验数控机床安装平面是否水平,还可以测量安装平面倾斜方向与角度大小。精密水平仪外形是用高级钢料制造架座,经精密加工后,其框架底座必须平整,座面中央装有主水准器,是纵长圆曲形状的玻璃管,玻璃管内充满粘性系数较小的液体,如酒精、乙醚及其混合液等,并留有一个较小的气泡。如图1所示,主水准器上的两端均划有刻度线,其工作原理是利用气泡在玻璃管中永远处于最高点。图中气泡出现在左端位置,表明检测的平面是左端高于右端。

图1 精密水平仪气泡
1)水平仪灵敏度。常用水平仪的灵敏度有0.01 mm/m、0.02 mm/m、0.04 mm/m、0.05 mm/m等规格。如图2所示,以灵敏度为0.02 mm/m为例,其含义是将水平仪置于1000 mm(即1 m)长的平面或者平板上,反映平面或平板两端存在0.02 mm的高度差,在主水准器上就有气泡移动1个刻度线。
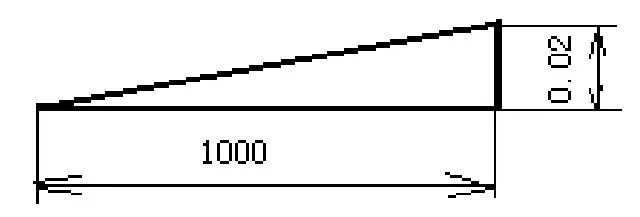
图2 水平仪灵敏度
2)安装平面倾斜值计算。测量机床安装平面倾斜方向时,要清洁接触表面,使精密水平仪工作面紧贴在被测表面,待气泡完全静止、不漂移后,才能准确读出数值。如需测量长度为L的实际倾斜值,则可通过下式进行计算:
实际倾斜值=灵敏度值×L×偏差格数
例如:灵敏度值为0.02 mm/m,L=200 mm,气泡偏移格数为2格
则:实际倾斜值=0.02/1000×200×2=0.008 mm
3)注意事项。精密水平仪是测量偏离基准水平面倾斜角度的测量仪。为了检测数据准确,需要注意下列事项:
①为避免精密水平仪零位不准而引起不应该的测量误差,必须要校验精密水平仪的零位;
②测量前,必须将被测量平面和精密水平仪的工作面擦试干净;
③测量时必须等待气泡完全静止后再读数,读数时避免产生视觉误差,眼睛应该垂直观察;
④精密水平仪使用完毕,要擦拭干净,进行防锈处理,存放时必须防震和防潮。
调整数控车床水平 数控车床水平调整需要准备如下工量具:精密水平仪2个、扳手规格2种(拧螺母和螺栓各1种,使用呆扳手较好)、加长杆1个、棉布若干。
新机床要先卸除搬运使用的支撑,清洁机床防锈油。把数控车床6个地角螺栓的螺母旋下,把6个地角螺栓全部松放到低点,保证螺栓与垫铁要吃实,使数控车床水平处于最低位置。用棉布认真擦拭精密水平仪底面和放置在机床平面的接触面,保证干净无杂质。
1)粗调。
①将精密水平仪分别横向、纵向放置,与X轴、Z轴平行,见图3。
②先观察精密水平仪的气泡,气泡在哪边,判断数控车床床身哪边就高。例如:气泡在左边,就用呆扳手顺时针调整右边的地角螺栓带动数控车床床身上升。依次类推,循环这种方法,使气泡处于精密水平仪居中位置,这样粗调就完成了。
2)精调。数控车床通电,用手动慢速或手轮慢速移动溜板,见图4。
①用手轮慢速移动溜板到主轴箱端,待溜板停止、气泡稳定后,观察精密水平仪中的气泡位置,确定外围1~4地角螺栓的高低,调平数控车床床身。
②用手轮慢速移动溜板到尾座端,根据精密水平仪气泡位置,调节有效地角螺栓,使气泡尽量居中。此时需要注意,经过粗调后,气泡接近中心,所以要轻要慢调节地角螺栓。

图3 水平仪放置位置
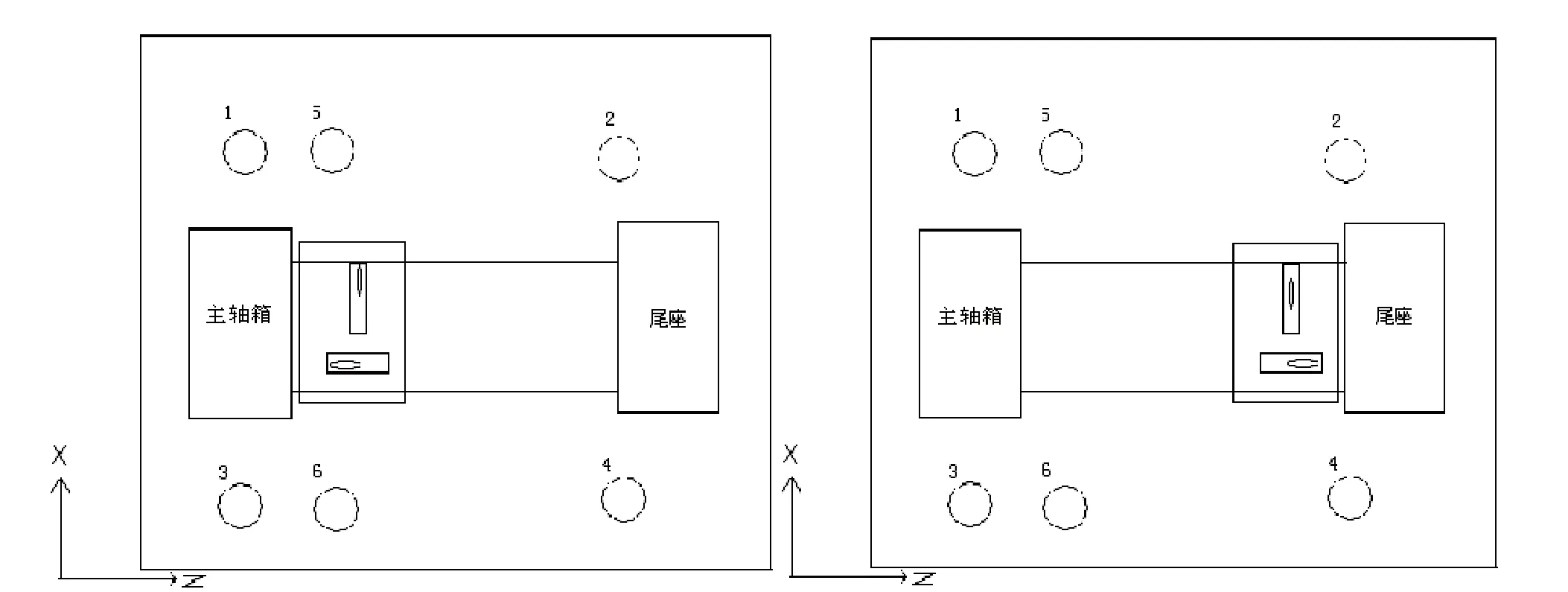
图4 用手轮移动溜板精调水平
③按图4方法进行反复操作。
④移动数控车床溜板从主轴箱端到尾座端,不断观察气泡位置,移动时气泡允许晃动,溜板移动停止、气泡稳定后,允许气泡变化在2格以内,偏差值可在0.04 mm内。最后将1~4号螺母旋紧,再将中间5、6号地角螺栓、螺母旋紧,使气泡尽量居中。
⑤最后复检,达到水平精度要求即调平工作完成。
3 检测数控车床G1项精度——纵向导轨在垂直平面内的直线度
检测数控车床G1项精度——纵向导轨在垂直平面内的直线度,检测工具是精密水平仪。
图解法 先将被测数控车床导轨长度1000 mm等分为四段,把精密水平仪固定在靠近前导轨处的溜板上,沿纵向导轨逐段移动溜板分别进行测量,将精密水平仪的读数依次记录。在坐标纸上画图,以横坐标表示被测数控车床导轨的长度,以纵坐标表示精密水平仪的读数,其单位为“格”,表示角度偏差。
数据处理用图解法,直观性好。如检测一台数控车床纵向导轨在垂直平面内的直线度,精密水平仪灵敏度值为0.02/1000。以溜板每移动250 mm测量一次,把测得的精密水平仪读数值记录在坐标纸上,水平仪读数依次为+1、+2、-1、-1.5格。按累计法进行画图,见图5,得到纵向导轨在垂直平面内的直线度曲线。
直线度误差计算 如图5所示,计算导轨在全长的直线度误差:


图5 导轨在垂直平面内的直线度曲线
如图5所示,计算导轨在任意250测量长度上的局部误差:

根据GB/T 25659.1-2010《简式数控卧式车床 第1部分:精度检验》,纵向导轨在垂直平面内的直线度公差为0.020 mm(凸),在任意250测量长度上的局部公差为0.0075 mm。
结论 G1项精度合格。
4 结论
几何精度是综合反映数控车床的各功能部件及其组装后的几何形状误差。几何精度检测是在数控车床水平调整以后才进行。只有在数控机床调平精度合格后,再进行几何精度测量,才能正确反映数控机床的静态性能。由此可知,数控机床调平和几何精度检测有着密不可分的相辅相成的关系。
[1]李玉兰.数控机床安装与验收[M].北京:机械工业出版社,2010.
[2]刘战术,窦凯.数控机床及其维护[M].北京:人民邮电出版社,2010.