采用精益六西格玛降低钢铁件电镀铬镀层的起皮缺陷率
2014-11-25杨改航李福军
杨改航 *,李福军
(1.中航太原航空仪表有限公司,山西 太原 030006;2.山东共达电声股份有限公司,山东 潍坊 261200)
电镀铜镍铬一直是笔者所在公司的主要表面处理工艺之一,其加工产值占到了总产值的一半以上。因此,电镀铜镍铬的质量对于产品整体质量具有非常重要的意义。
自2008年以来,电镀铜镍铬产品的一次不合格品率一直保持在50%左右,其中因镀层表面存在起皮而返工的占总不合格品的45%左右,已严重影响到电镀铜镍铬加工的质量及最终产品的交付。本文通过工艺改进,使DPMO(每百万次采样数的缺陷率)由225 000减少到34 000,改善了84.8%。
1 问题分析
1.1 确定主要缺陷及改善焦点
经过对公司的电镀产品进行分析,形成了如图1所示的产品树图。
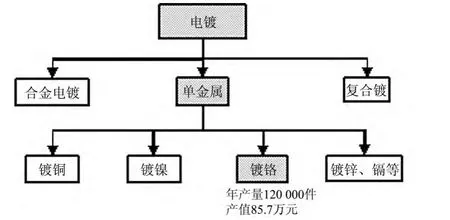
图1 电镀产品树图Figure 1 Electroplating product tree
经过对镀铬的不合格情况进行分析,得到如图2所示的柏拉图(电镀铬的缺陷图)。
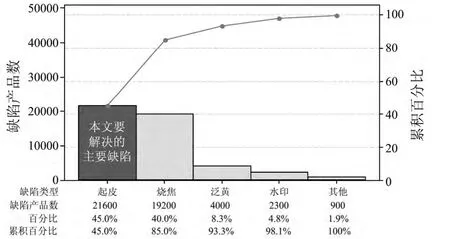
图2 电镀铬缺陷的柏拉图Figure 2 Pareto chart about the defects of chromium plating
经过查阅各类标准以及与顾客沟通,对起皮作如下界定:
在电镀铬的每槽零件中,抽取10%逐一进行检验,即在自然光或40 W日光灯下使零件表面与眼睛约呈45°角,距离约500 mm 目视观察,镀层任意部位若有呈片状脱离基体的现象则视为起皮缺陷。若有1 个产品有起皮现象,则该槽零件进行100%检验,最终记录产品的不合品数。
本文主要通过解决电镀铬的起皮缺陷来提高钢铁件电镀铬的一次交验合格率。
1.2 原因分析
工艺人员在一线跟踪,梳理了钢铁件电镀铬的工艺流程如图3 所示。
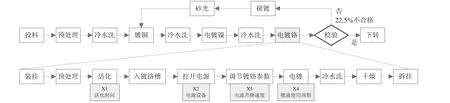
图3 钢铁件电镀铬的流程图Figure 3 Flow chart of chromium plating on iron and steel parts
在流程图的基础上,经过召开工艺分析会,运用鱼刺图(见图4)最终找到了影响起皮的主要因素为:活化时间(X1),电源设备(X2),电流升降速度(X3),槽液使用周期(X4)。
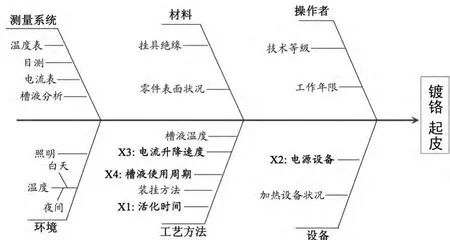
图4 钢铁件电镀铬起皮鱼刺分析图Figure 4 Fishbone diagram for analyzing the peel-off problem of chromium plated iron and steel parts
1.3 机理分析
电镀铬是铬离子在电场作用下沉积在零件表面的过程。由于电场会受零件形状的影响,导致金属铬的沉积面出现凹凸不规则形状。随着电流的增大,凸起的部位逐渐增大,而铬层也会在凸起的部位继续沉积。当凸起部位累积到一定程度,就会在凸起部位产生裂缝,从而产生起皮缺陷。脉冲电源有一个返向通电的过程,它能通过短时间的反向供电将凸起的尖端部位去除,使整个镀铬层表面光滑平整,从而有效地避免了起皮缺陷的产生。
此外,由于电镀铬时先要电镀镍,而镍易在空气中氧化,因此镀铬前应通过活化除去镍表面的氧化层。活化时间越长,氧化皮的去除越干净。但是时间过长会对镍层造成轻微腐蚀,所以工艺一般规定活化时间为2~8 s。若活化时间不足,表面残留氧化物的零件在镀铬时,铬层会优先在没有氧化物的地方沉积,从而产生凹凸不一的高低面,随着电镀铬的继续,就会形成起皮缺陷。
2 改善措施及其效果
在找到影响起皮的主要因素后,结合Minitab 软件进行统计分析(一元线性分析),对X2 电源设备分析如下:
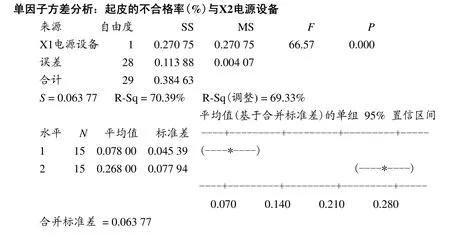
P=0.000 <0.05,说明起皮缺陷与X2 电源设备的回归方程式存在。R-Sq(调整)=69.33%,说明电镀电源设备对起皮缺陷的贡献率占到69.33%。
对X2 活化时间分析如下:

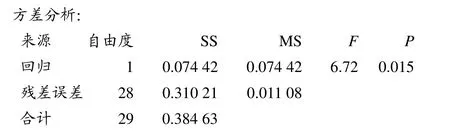
P=0.015 <0.05,说明起皮缺陷与X1 活化时间的回归方程式存在。R-Sq(调整)=16.5%,说明活化时间对起皮缺陷的贡献率占到16.5%。
对X1−X4 全因子进行一元线性分析(假设检验分析),其结果如下:
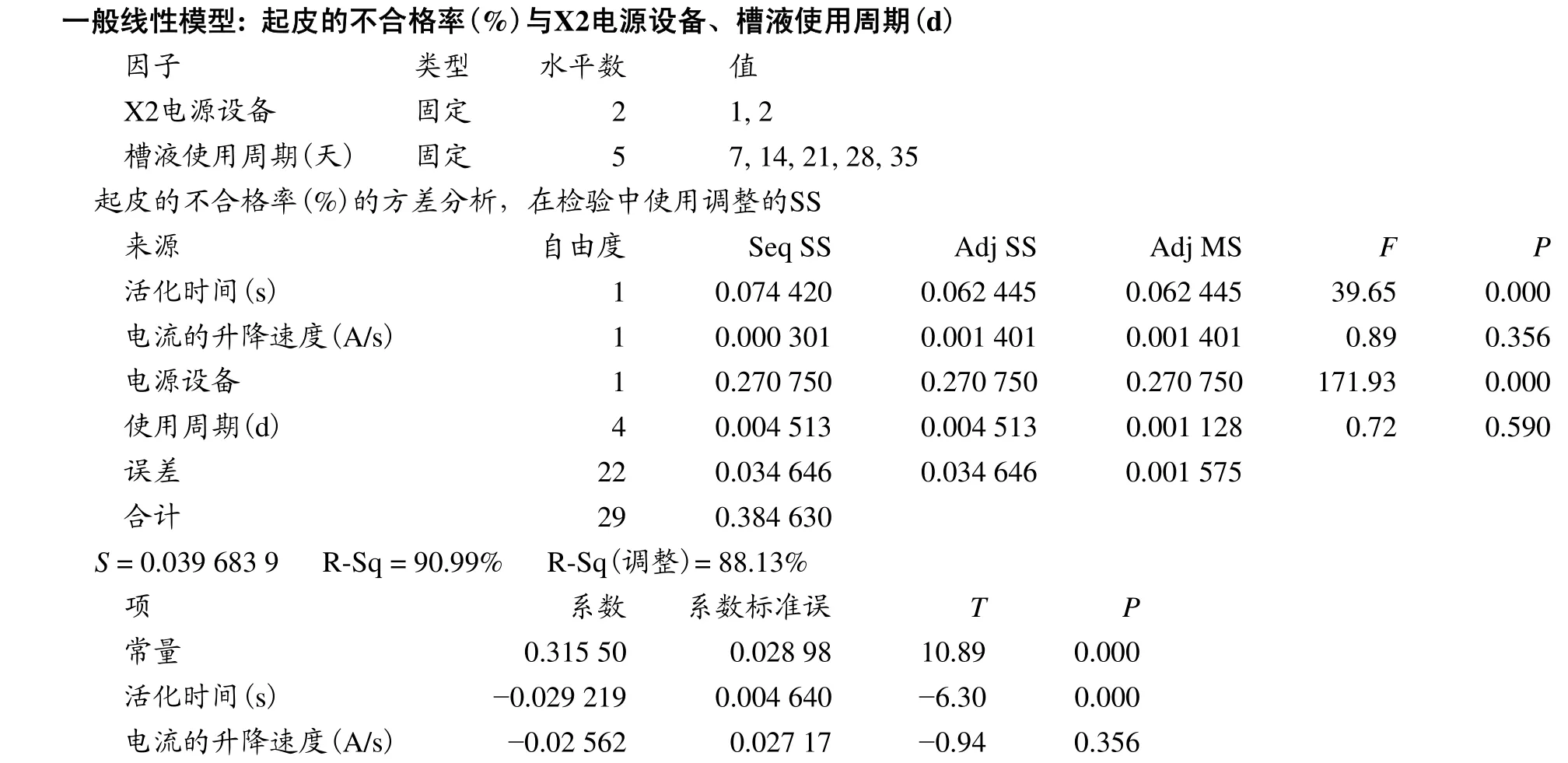
活化时间及电源设备的P 均<0.05,说明它们对起皮缺陷在统计上有显著影响。
根据以上分析,只要对X1 与X2 进行改进控制,就可以将起皮缺陷减少80%以上,因而决定只对X1与X2 进行改进,具体措施见图5。
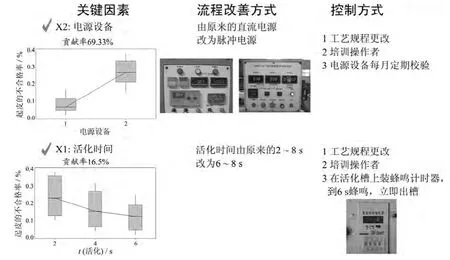
图5 钢铁件电镀铬起皮的措施实施图Figure 5 Diagram showing the implementation of measures for reducing peel-off of chromium plating on iron and steel parts
按照上述措施进行纠正控制后,对措施执行情况进行跟踪,如图6 所示。从图6 可以看出,电镀铬起皮缺陷得到了有效的控制,改善后维持在3.4%以下。
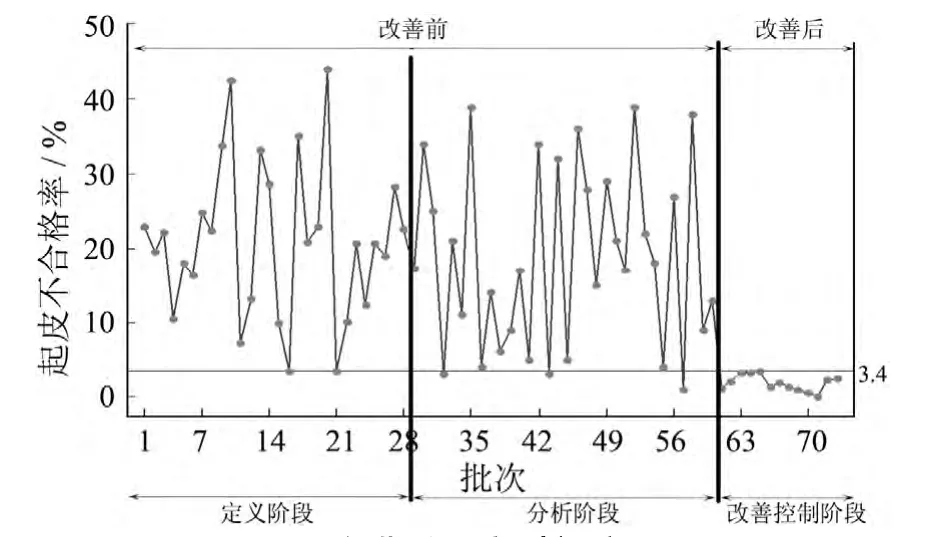
图6 改进后生产时间序列图Figure 6 Time-series diagram after improvement
3 结语
按照精益六西格玛的思路及解决问题的五步流程(DMAIC,即界定─量测─分析─改进─控制),根据现场的生产数据、生产现状、生产水平等因素,结合Minitab 软件进行定性、定量的分析,比以前靠技术和实验去分析及解决问题要更准确、更到位,改进措施的评估更清晰,并且在某种程度上拓展了分析和解决问题的模式,具有一定的现实意义。
