HG785D对接焊接工艺研究
2014-11-24中联重科建筑起重湖南常德415106
中联重科建筑起重 (湖南常德 415106)郑 鹏 李 丹
1.概述
某型号产品部件中利用高强钢具有的质量轻、强度高、韧性高等优点,采用HG785D材料的钢板作为加强板、耳板等重要部件。由于HG785D热影响区组织与性能变化对焊接热输入较敏感,热影响区淬硬倾向大,因此,必须选择一种合适的焊接工艺,并严格控制其焊接过程,以得到一种综合力学性能较高的焊接接头。本文选择8mm、20mm分别代表薄板与厚板采用GMAW焊接方法做对接试验。
2.焊接工艺
(1)前期准备 本司HG785D为国内某一流钢铁集团提供的高强钢材料,试验选用低匹配焊材HS—70,其化学成分、力学性能如表1、表2所示。

表1 HG785D钢板化学成分与力学性能

表2 HS—70化学成分与力学性能
(2)工艺试验焊接坡口设计 8mm、20mm板厚开设60°V形坡口(见图1),试板长宽为400mm×130mm,为焊透保证焊接质量,采用刨床加工坡口以避免火焰切割带来的焊接变形与坡口表面氧化、淬硬层;焊前将坡口边缘30~50mm的油锈水清除干净;点焊时留有反变形;1个丝(焊丝φ1.2mm)焊接间隙,运用多层多道焊减少焊接热输入。
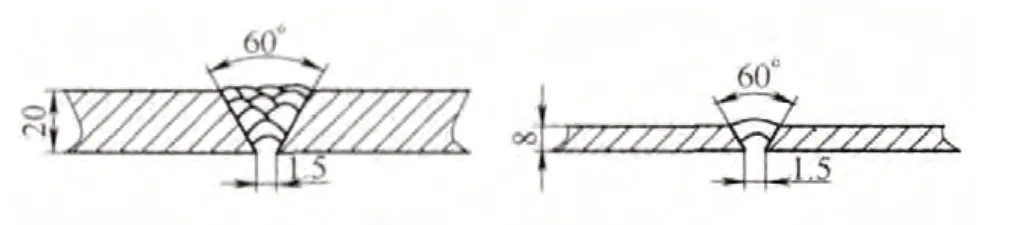
图1
(3)工艺试验焊接参数 可根据表1中HG785D化学成分估算:20mm板厚计算得CE=0.47%;8mm板厚计算得CE=0.50%,碳当量都大于0.40%,需要采用预热工艺。利用SSAB焊接工艺软件计算预热温度与热输入范围(见图2的黄色区域)以确定焊接参数,编制预焊接工艺表。

图2 分别为20mm、8mm的热输入与预热温度范围(黄色区域)
由SSAB软件分析结果可得知,取预热温度为100℃左右时,20mm厚板的热输入在1.1~2.2kJ/mm之间,8mm厚板的热输入取值在0.5~0.8kJ/mm。预焊接参数如表3所示。

表3 预焊接参数
(4)焊接过程 用氧乙炔焰加热,GMAW为80%Ar+20%CO2气体。根据理论计算,实际焊接参数如表4所示。

表4 焊接参数
3.工艺试验结果检测与分析
(1)焊接接头探伤检测 焊接试板表面检查,无咬边、未填满、夹渣、弧坑、裂纹和气孔等焊接缺陷,经UT、RT探伤分别达JB/T 10559—2006 I级合格、GB/T 3323—2005 I级合格。
(2)焊接接头力学性能检测 按照NB/T47014-2011承压设备焊接工艺评定要求制取试样进行拉伸、弯曲、冲击试验。结果如表5所示。
(3)焊接接头微观组织与显微硬度 截取接头试样的横截面,经打磨、抛光,加3%的硝酸酒精腐蚀,在HFX-ⅡA型尼康金相显微镜上观察其显微组织,如图3所示。按照国标GB2654-1989,测量接头的显微硬度,如表6所示。
(4)焊接接头性能分析 综合表5与图3,得知8-1的力学性能相对于8-0 较好。这是因为在预热温度相差不大的情况下,8-1 的焊接样板比8-0的最大热输入小,为1.5kJ/mm,其焊缝区的金相组织长大的时间较短,尺寸相对较小(见图3,8-1的板条状铁素体较明显)。同理,20-1与20-0相比,最大热入量都为1.7kJ/mm,但是20-1控制道间温度,而20-0只控制层间温度,因此20-1的t8/5相对较小,组织细密,强度、显微硬度、韧性都相对提高。
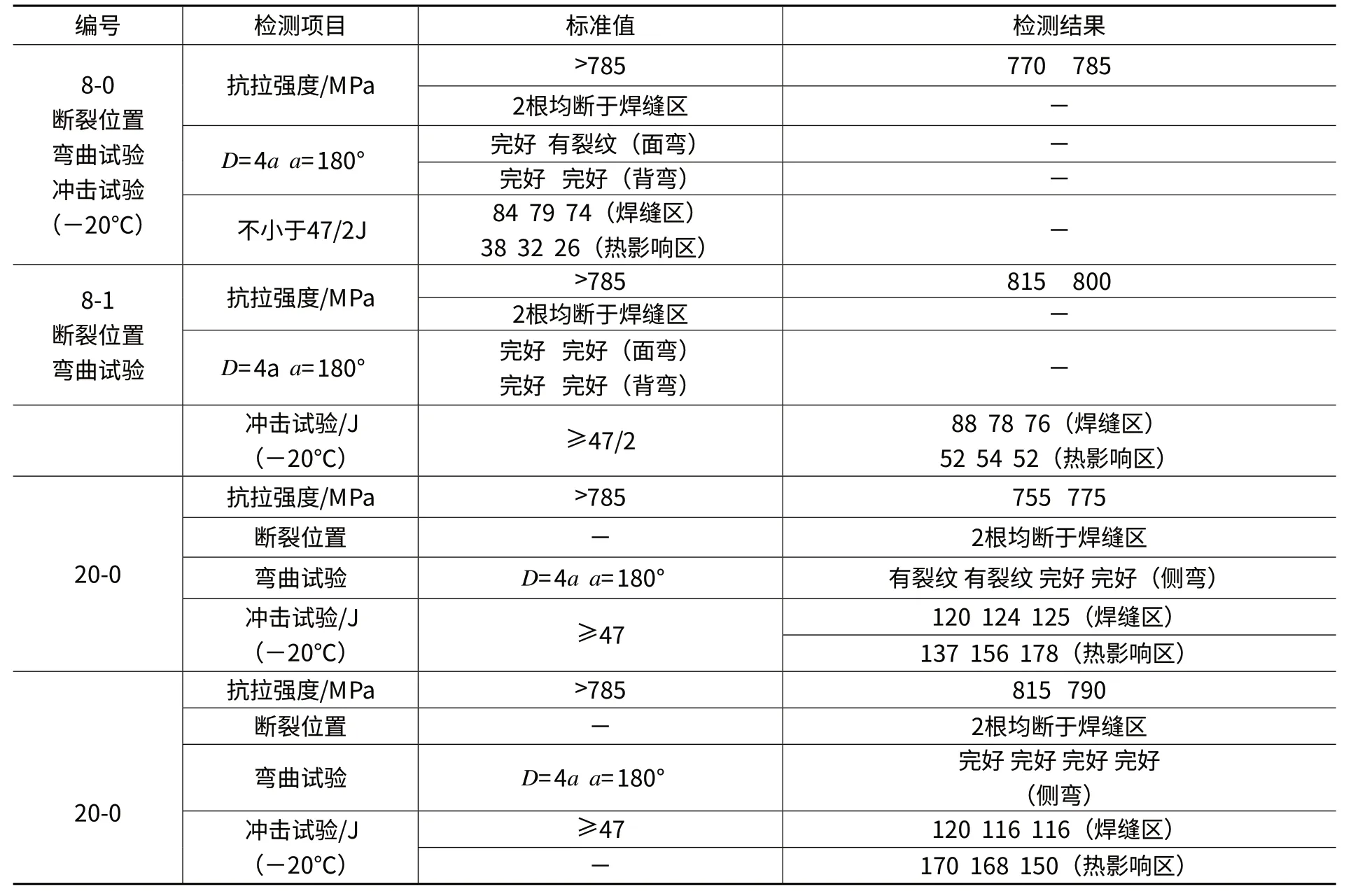
表5 焊接接头力学性能测试
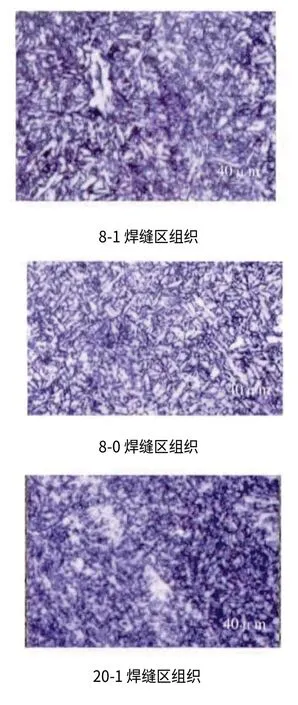
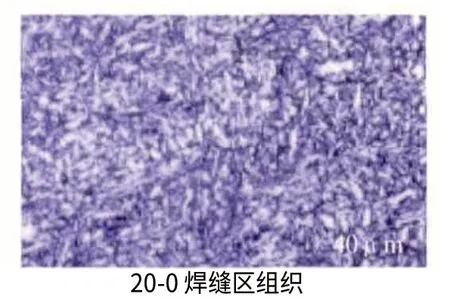
图3 显微组织

表6 接头上的显微硬度 (HV)
4.结语
(1)8mm板厚的HG785D的最大热输入控制在1.5kJ/mm时,其组织相对较细密,力学性能优良。
(2)多层多道焊中,层间温度或道间温度两种不同的控制方式,使得填充焊的t8/5时间相差较大,对组织影响较大,从而影响显微组织的尺寸、接头的力学性能。试验结果表明,20mm板厚的HG785D控制道间温度,其综合力学性能优良。
