对32426QT轴承套圈等温淬火整形工艺优化和改进
2014-11-25瓦房店轴承有限责任公司辽宁116300白公民
瓦房店轴承有限责任公司(辽宁 116300)白公民
32426QT轴承套圈在贝氏体等温淬火过程中出现变形是不可避免的,传统的办法是对其进行整形处理。对于直径变动量超过规定标准的套圈往往采用内撑整形方法和热整形方法,而对平面度超过标准的套圈要采用压平面处理。因贝氏体等温4h后工件组织基本上处于稳定状态,采用热整形法作进一步的试验和研究。实践证明,即使是采用现有的32426QT轴承套圈内撑整形方法进行整形,其效果也很不理想。
本文根据贝氏体等温淬火后轴承套圈组织状态及对整形效果的影响,在原有整形工艺的基础上,采用正交试验法选择出合理的贝氏体等温淬火轴承套圈整形工艺参数,确保整形套圈在各项质量指标达到标准的基础上整形效果明显。
1.试验方法
32426QT是我公司的主导产品,其外圈外径340mm,有效厚度26mm,单重16.3kg,贝氏体淬火后整形难度大,因此,我们选择了32426QT作为试验对象,将直径变动量超过标准的45件外圈分成了9组,每组5件,按正交试验方法进行9次试验。
试验工具及设备为D915、百分表、顶子、扳子、盐浴槽。32426QT外圈的基本参数及直径变动量标准见表1。
2.试验过程
(1)明确目标,确定考核指标 目的是选择出贝氏体等温淬火后直径变动量超过标准规定的轴承套圈整形处理的最佳整形工艺。考核项目有:整形效果、硬度、开裂情况,同时确定考核评分标准。
整形效果满分为5分,即直径变动量比整形前降低60%以上。每减少10%减1分,降低5%以下为0分。
硬度满分为5分,即硬度值为58HRC以上。当测量5件15点中有一点为57.75HRC时为4分,两点为3分,当发现有1件2点低于57.5HRC时为0分。
开裂情况满分为5分,即无任何开裂为5分,有开裂工件为0分。
(2)挑选因素,选位级制定因素位级表 挑选因素,选位级是贝氏体等温淬火轴承套圈整形的关键一步,选好了可以加快试验进度。内撑整形法涉及到的工艺参数即因素主要有:第一因素,增加反变形量;第二因素,整形回火温度;第三因素,整形后回火时间;第四因素,整形工件上顶后与回火间隔时间;由于GCr15钢经过贝氏体等温淬火后其冲击韧度、断裂韧度、抗弯强度均比马氏体淬火有较大幅度的提高,因而整形难度相对提高,这样就需针对如下几个方面进行不同于马氏体整形的试验研究:采用大于普通整形的反变形量;为消除增加反变形量所产生的较大的应力,必须提高回火温度及时间;为防止增加反变形量时应力过大引起工件回火产生裂纹,整形上顶后应尽快回火。

表1 基本工艺参数及直径变动量标准
基于上述几个方面,在马氏体整形工艺的基础上,我们可以确定出贝氏体整形的各因素位级。
第一因素:增加反变形量,记作A0个位级(A1=250%,A2=150%,A3=70%);第二因素:整形回火温度,记作B0三个位级(B1=200℃,B2=235℃,B3=245℃);第三因素:回火时间,记作C0三个位级(C1=120min,C2=180min,C3=240min);第四因素:整形上顶后与回火间隔时间,记作D0三个位级(D1=5min,D2=30min,D3=120min)。对上述因素和位级列成因素位级(水平)表2。
利用正交试验法制定贝氏体整形工艺,试验方法见表3。
按此试验方案进行试验,结果见表4。
本整形工艺试验的考核指标为整形后的效果、工件本身硬度、工件开裂情况,其结果到表4中。上半部分为试验号(1~9)结果得分,下半部分为试验结果,同一位级的整形效果、硬度、开裂情况均以三次之和考核。
表4中的K1、K2、K3是根据试验指标分别计算它的对应因素,是三个相同水平指标之和。如硬度指标内K1为三个相同一水平数据之和,K2是三个相同二水平之和,K3是三个相同三水平之和。R是极值,它等于相应的K1、K2、K3最大值减去最小值。R值大表明该因素是影响考核指标的主要因素。从表4中可见,影响整形效果的主要因素是增加反变形量,影响工件硬度的主要因素是回火温度;影响工件开裂的主要因素是增加反变形。
由此可见,整形工艺参数中增加反变形量是个关键工艺参数,关系到整形效果和工件开裂情况。这是因为,内撑整形法是测量出套圈直径最小处,用螺钉顶内撑并使短轴反变为长轴。增加反变形量小,顶形效果不明显;增加反变形量大,所产生的机械外应力也大。这种整形应力如不能完全消除,卸顶后套圈则可能仍然恢复到顶形前状态,整形无效果。而且,如不及时回火或回火温度低、回火时间短而达到消除这种应力效果,则极易产生开裂。同时这几个工艺参数又是相互依赖、相辅相成、缺一不可的,要保证产品整形后的效果和各项质量均达到标准规定要求,就必须找出最佳组合的工艺参数。

表2 贝氏体套圈整形工艺因素位级
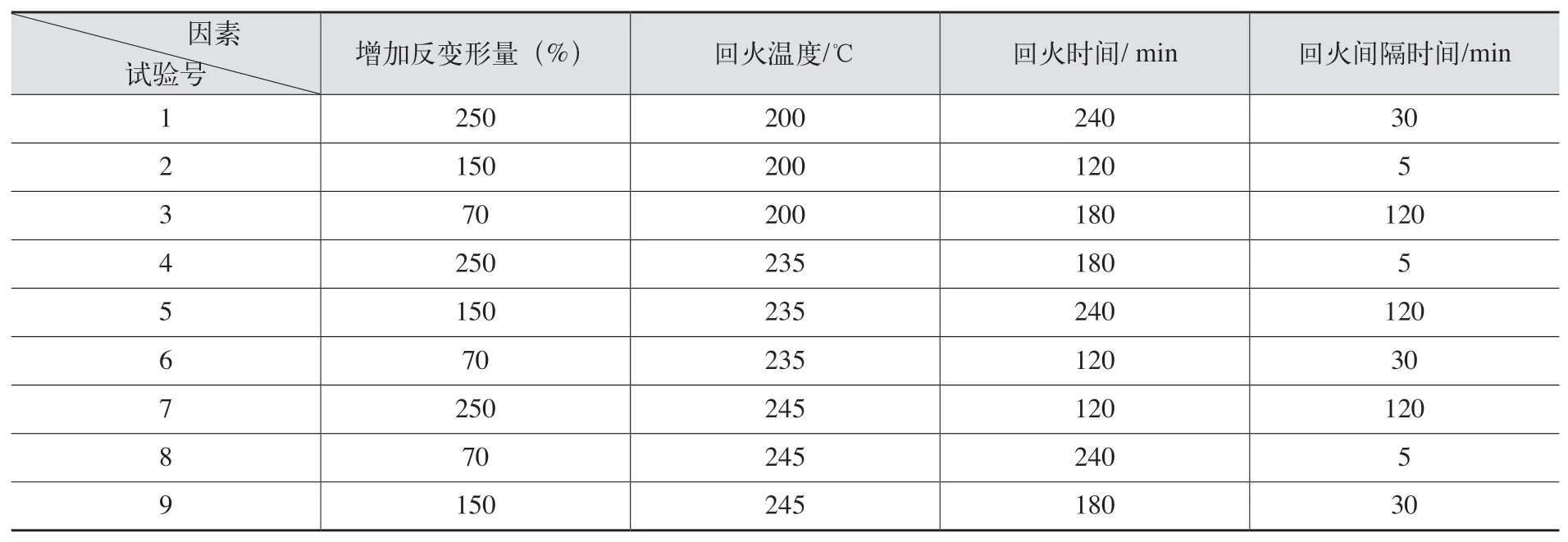
表3 试验方案

表4 试验结果及分析
表4的综合得分是同一试验号各项指标得分之和,用来比较不同试验号之间的优劣。如4号得14分是高分组,是我们要选择的水平组,确定为贝氏体等温淬火轴承套圈整形工艺(简称贝氏体轴承套圈整形工艺,见表5),并运用到整形生产中。
3.整形效果及验证
测量32126QT外套,选直径变动量超过标准规定的20件,并按表5中贝氏体轴承整形工艺进行整形。具体整形工艺过程如下:
用立式表台D915测出每个工件高点、低点。在低点处标出高点与低点之差,即直径变动量。在低点处加顶子并使其变为高点。这时高点与低点之差为原变形量的250%(即反变形量);加顶后在5min内放进235℃盐槽中进行回火。回火时间为180min;回火后立即放入清洗机中进行清洗。清洗液温度不低于60℃。清洗至工件表面无任何盐迹,时间大约20min;在立式表台上测量整形效果。对直径变动量在标准规定范围内轴承套圈进行回火。回火温度为200℃,时间240min。对不符合标准规定的轴承套圈重新进行整形处理。效果检验如表6。从表6中可看出,按此贝氏体轴承套圈整形工艺对32426QT外套进行整形的效果非常明显。整形后,套圈的直径变动量均在规定标准内,硬度要求除有一点为57.75HRC外,其他59点全在58HRC以上。百分之百浸油喷砂处理,没有发现裂纹。32426QT外圈试验之后,我们又把确定的整形工艺应用到其他产品中,如552732QT外套、652732QT外套、752732QT外套、3626QT外套、77752G外套等,都取得了良好的整形效果。通过这种方法整形的套圈,不仅变形百分之百达到标准要求,而且其他各项质量指标也达到标准要求。

表5 贝氏体轴承套圈整形工艺

表6 32426QT外圈贝氏体整形情况
4.结语
(1)对贝氏体等温淬火后直径变动量超过标准规定的轴承套圈,可采用内撑整形法进行整形。
(2)贝氏体等温淬火轴承套圈整形工艺和常规马氏体淬火轴承套圈整形工艺的主要区别体现在增加反变形量和回火温度的不同。
(3)贝氏体等温淬火轴承套圈整形最佳工艺参数为:增加反变形量250%;在盐槽中回火温度235℃;回火时间180min;整形上顶后应在5min左右进入回火状态。
