50t有轨装出料机钳口夹紧力和夹紧油缸参数计算
2014-11-22李云辉
李云辉
(西安兰石重工机械有限公司,西安 710054)
0 引言
50 t 有轨装出料机是10 000 t 油压机主要的配套设备,它能够把坯料送到加热炉内加热,或把已经加热了的坯料,从炉内取出来,运送至操作机,也可以直接夹持坯料完成锻造工艺过程。通过查阅资料,此有轨装出料机是目前国内最大的,国际上也十分少见,其重要程度可见一斑。
1 50t 有轨装出料机主要技术参数
结合我公司以往设计操作机及装出料机的经验,根据用户的特殊工艺要求,提出了以下50t 有轨装出料机主要技术参数如下:额定载重量G=50 t;夹持力矩W=50 t·m;夹持坯料范围为φ200~φ2 000 mm;夹钳中心离轨面的高度为hmax=3 500 mm,hmin=2 000 mm;钳杆仰俯角度为4°/9°;钳杆旋转速度为0~4 r/min;小车行走行程为6 000 mm;小车行走速度为20 m/min;小车回转速度为0~4 r/min;小车回转角度为360°;大车行走速度为30 m/min;大车轨距为10 000 mm;工作油压为20 MPa;设备总重为280 t。
2 钳口夹紧力和夹紧油缸参数的确定
钳口夹紧力是从装出料机的额定载重量G 和夹持力矩出发,根据钳口夹持锻件后,钳口上力的平衡关系来计算的,根据工艺需求,钳壳经常旋转,钳口的位置也随着变化,因此要计算钳口在水平位置和垂直位置两种情况时的夹紧力,取其中较大的拉紧力作为实际夹紧力。
2.1 夹紧力的计算
通过理论分析及详细计算、比较,得出垂直位置所需钳口的夹紧力比水平位置的夹紧力要大。所以对钳口处于垂直位置时进行分析。
钳口在垂直位置时锻件的受力情况如图1 所示。N1和N2为上钳口和下钳口对锻件的正压力,N1A和N1Y及N2X和N2Y分别为其水平和垂直分力。考虑当夹持力矩M很大或钳口夹紧力2N1Y和2N2Y之间的距离增大时,作用于钳口上的反力会使钳口绕销轴转动,锻件下坠转动某一角度θ,钳口与锻件间相对滑动,从而产生摩擦力2F1和2F2。
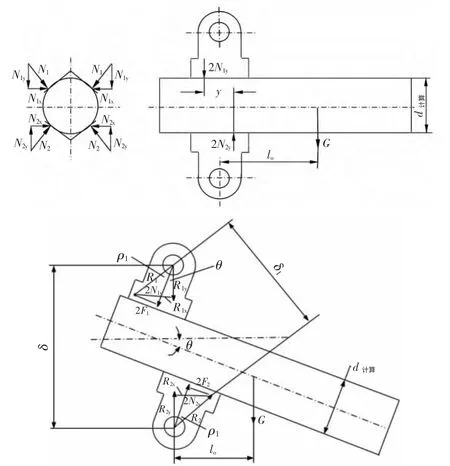
图1

式中:G为锻件质量,G=50 000 kg;δ1为下钳口销轴中心至合力R1作用线的垂直距离,δ1=δsin(ρ+θ);δ为上下钳口销轴中心间距离,δ=2.03 mm;θ为允许锻件下坠转动的角度,θ=2°;L0为锻件重心至钳口销中心的距离,L0=L/2-l/2;其中L为锻件长度,L=m/γπ(d/2)2;m为锻件质量,m=50 000 kg;γ为锻件密度,γ=7 850 kg/m3;d为锻件直径,d=1.6 m,求得L=3.2 m;l为钳口的长度,l=1.2 m;求得L0=3.2/2-1.2/2=1 m;ρ为当量摩擦角,ρ1=ρ2=ρ,ρ=arctan(f/sinα)=18.68°;其中f为钳口与锻件间的摩擦系数,f=0.3;α为钳口夹角的一半,α=125°/2=62.5°;
由式(1)得:R1=G×L0/δ1=G×L0/(δsin(ρ+θ)),
合力R1的垂直分力R1Y为:

合力R2的垂直分力R2Y为:

两钳口上的总夹紧力P为:

2.2 夹紧油缸推力计算、油缸直径确定
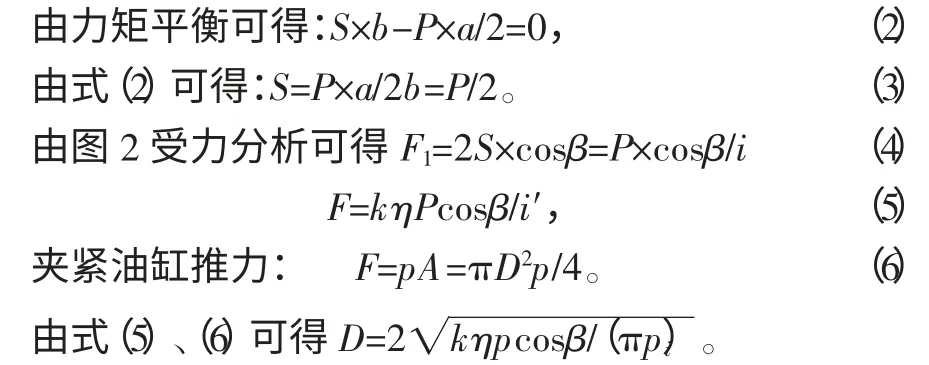
钳口夹持锻件的夹紧力是由夹紧油缸产生的推力通过连杆、钳臂机构完成对锻件夹持,如图2 所示。
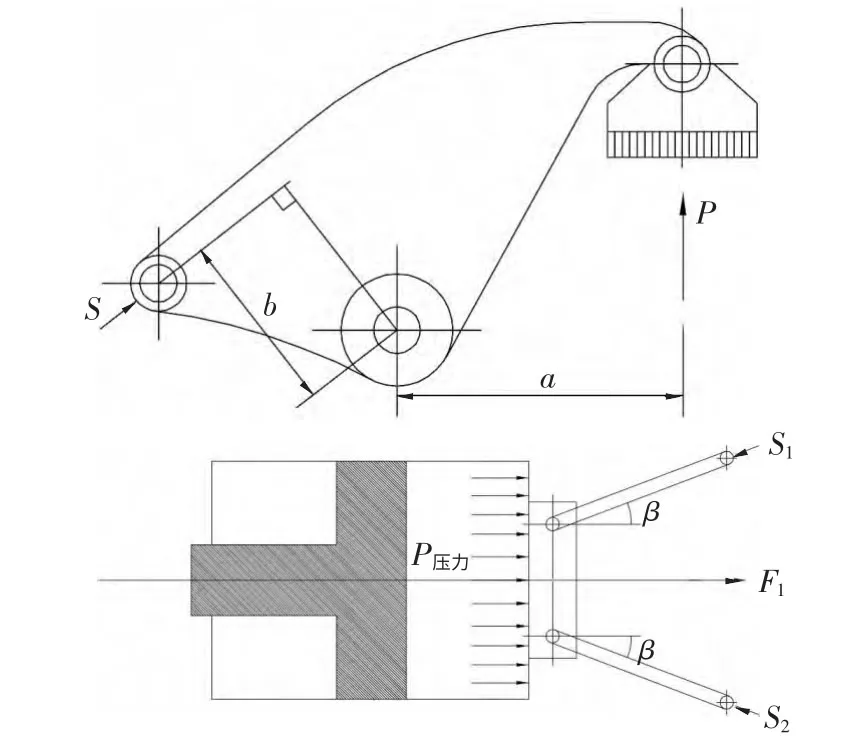
图2
夹紧油缸产生的推力F 作用在连杆上,此连杆可视为二力杆,作用在上下两个连杆的力分别为S1和S2,由于连杆是对称布置,故S1=S2=S;S1和S2的推力分别作用在上下钳臂及钳杆上下口夹持锻件,锻件对两个钳口的反作用力即两个钳口的总夹紧力P。
式中,D为夹紧油缸的直径,cm;p为夹紧油缸的工作压力,p=160kg/cm2;β为连杆与夹紧油缸中心线的夹角,β=46.49°;i为钳臂力臂比,i=b/a=0.45;k为油缸的推力储备系数,取k=1.2;η 钳口夹紧机构的效率,取η=0.85;
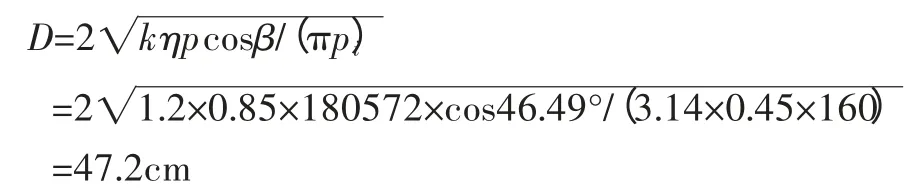
根据上述计算夹紧油缸直径为472mm,故选取夹紧油缸直径D=480mm。
3 结论
本文探讨了计算装出料机的钳口夹紧力和夹紧油缸参数的设计思路和分析方法,只有计算正确,才能使装出料机其它部分的设计得到正确合理地进行、使装出料机整体设计合理、适用,满足锻造工艺的要求,将计算结果应用到实际中都能很好地保证装出料机可靠工作。
