基于UG 的特殊零件加工及专用后置处理器的开发
2014-11-18陶华许明恒
陶华,许明恒
(1.西南交通大学,四川成都 610031;2.四川工程职业技术学院,四川德阳 618000)
数控技术是现代制造技术的基础。随着科学技术的发展,机械产品的形状和结构不断改进,对零件加工质量的要求也越来越高[1]。一些形状特殊的零件,需要与之相适应的特殊方法来实现。文中以弯头管道的两个接头加工为例,根据弯头管道接头的位置特点,对普通数控铣床进行了改造。改造后得到一个双主轴铣床,用UG CAM 对其进行编程得到刀具轨迹。在编程中使用的坐标系为以接头端面圆中心为原点的正交坐标系,这与改造后机床的物理轴不相符合,必须对机床进行运动学求解、刀轴矢量分解转换,并进行了后置处理器的开发和刀位文件的后置处理等操作。
1 零件加工方案的确定与机床结构及运动方式分析
该管道连接一压力容器,本身也要承受极大的热压,所以加工中,接头部分不能用焊接完成。零件弯头角度为56.4°,同时,两接头不在同一平面,相交45°,弯头管道三维模型如图1 所示,零件图如图2所示,一般三轴机床难以实现加工。由于五轴机床价格昂贵,于是另辟蹊径,对普通数控铣床实施改造,做成一个双主轴的数控铣床,让它能适应零件加工的要求。图3 为加工时的情况。
改造后的数控铣床,其中一个为普通卧式数控铣床,用以加工接头B,另一个主轴则与弯头上的接头A 相一致。为了适应旋转后的接头加工,在原来的铣床上加上了一个主轴,这个主轴上装刀具,充当变化后的Z 轴,与接头上表面垂直。即相当于在原来的数控机床上,将Z 轴在ZX 平面旋转45°,在YZ 平面上旋转56.4°。这样就形成了一个非正交轴数控铣床。如图4 所示。
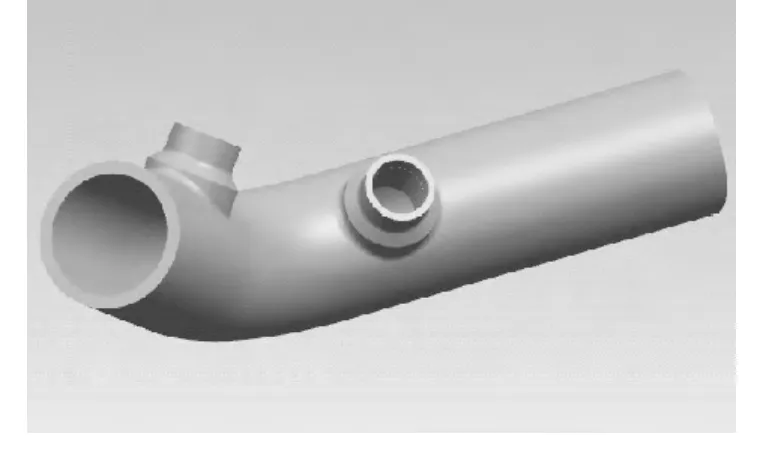
图1 弯头管道三维模型

图2 弯头管道零件图

图3 加工情况
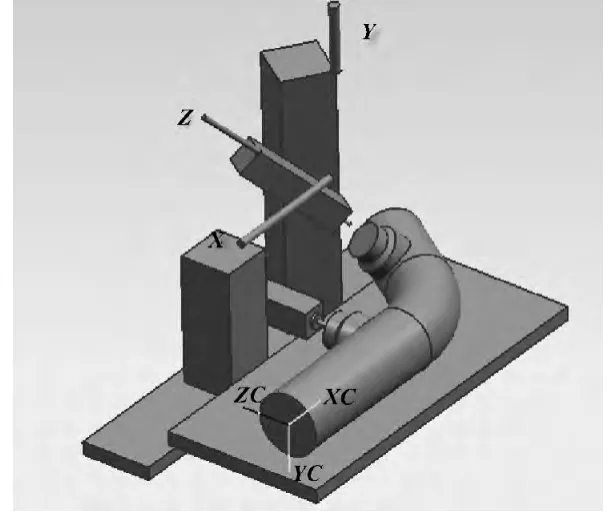
图4 弯头坐标合成
2 UG CAM 编程得到刀位文件
用UG CAM 进行编程。在编程中,按照正交坐标进行编程。用CAM 模块中的固定轮廓铣(FIXED_CONTOUR)进行编程,“驱动方法”选用“曲面”方式,“切削模式”选用“螺旋”,“步距”为“残余高度”,最大残余高度为1,“投影矢量”选用“垂直于驱动体”。可得刀轨如图5、6、7、8所示。
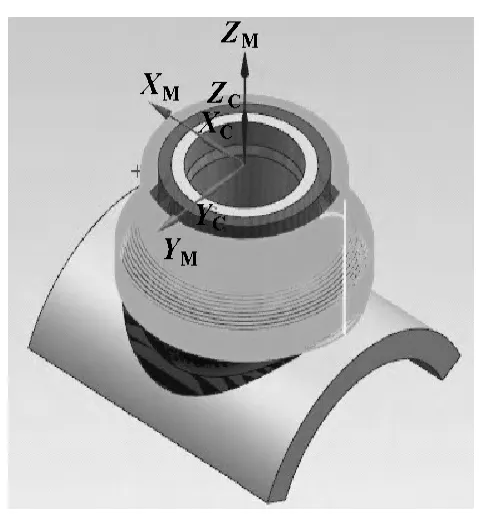
图5 粗加工刀轨
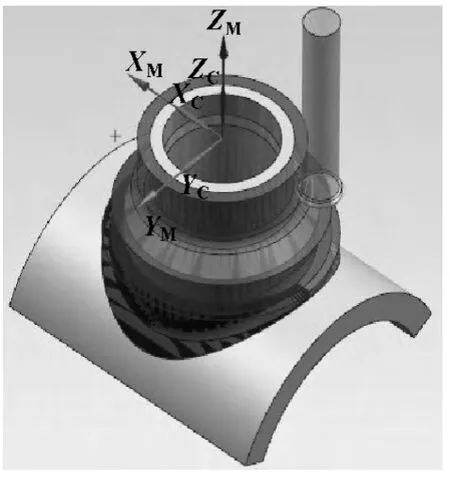
图6 粗加工切削仿真图
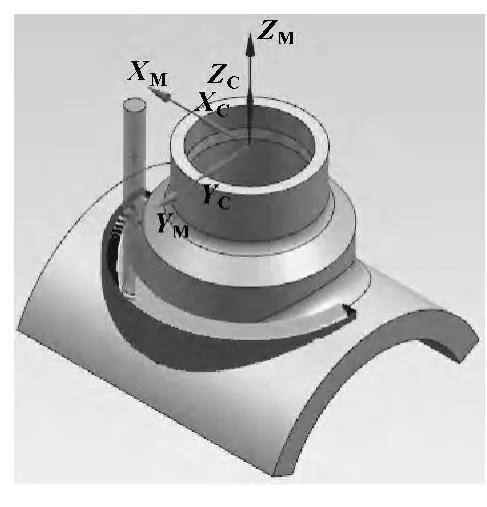
图7 焊接坡口1 粗加工刀轨
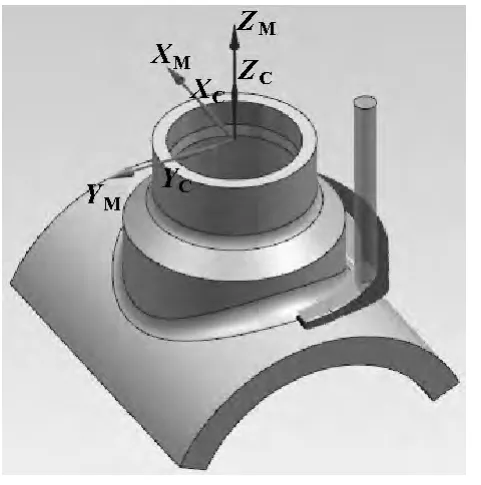
图8 焊接坡口2 粗加工刀轨
3 刀轴矢量转换及后置处理算法
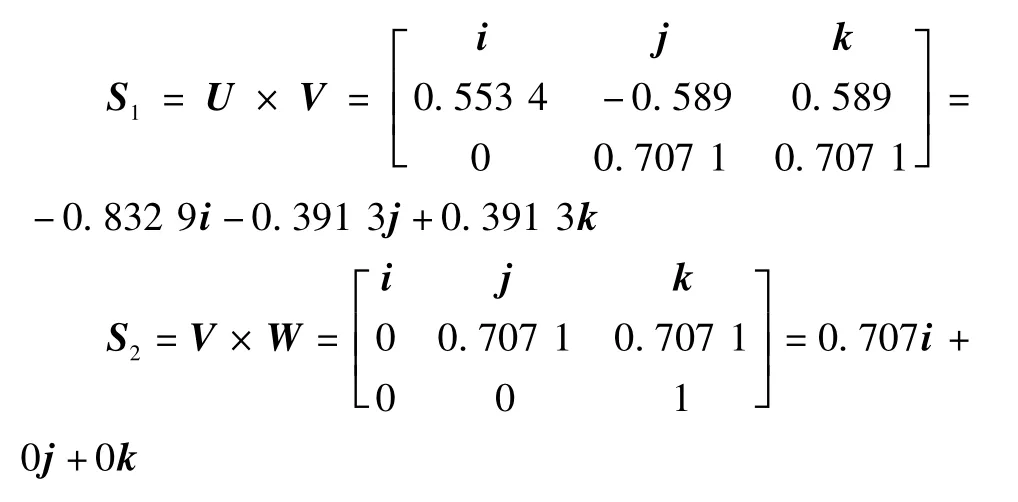
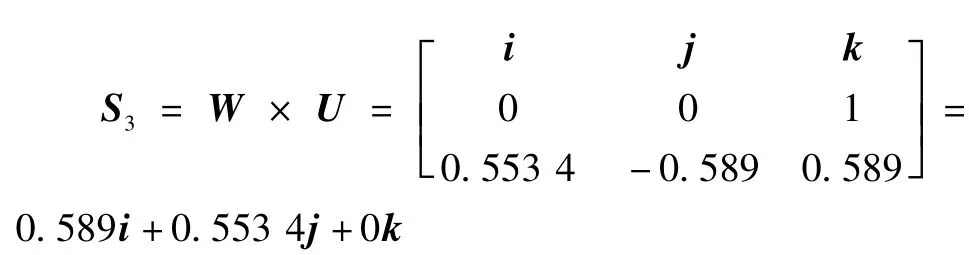
前置处理得到的刀位文件中的刀位数据是基于编程坐标系的刀心坐标和刀轴矢量[2],在后置处理过程中需要将它们转换成为机床的运动坐标。不同类型运动关系的数控机床需要的转换方法是不同的。但是,从数学角度来看,其实质就是通过图形的坐标变换,把工件坐标系下的刀轴矢量绕机床坐标系中的旋转轴旋转后,把刀位文件中在工件坐标系下的刀心点坐标变换成机床坐标系下的坐标。即将Z'轴矢量,用平行四边形法则,分解到X'轴和Y'轴上,如图9 所示。
作如下设定:工件坐标系OXY,刀具绕坐标轴X旋转56.4°,绕坐标轴Y 旋转45°,如图6 所示。刀轴矢量可表示为:

图9 坐标系的变换

变换后得

刀心点在工件坐标系合成矢量得
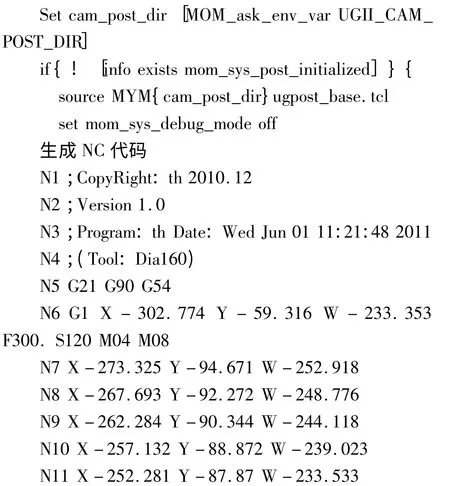
4 后置处理程序的开发并生成NC 代码
TCL 是工具控制语言(Tool Control Language)的缩写,是一种交互式解释性计算机语言,几乎可以在所有的平台上解释运行,有强大的功能和简单的语法,具有很强的可扩充性和可移植性,嵌入UG NX系统中,通常用于CAM 中后置处理程序和加工文档处理程序[3]。
利用TCL 语言编制后处理程序有两个任务:(1)完成定义文件的编写;(2)完成事件处理文件的编写。事件后处理输出的数据格式是由事件定义文件控制的,加工过程中每个事件的处理方式是由事件处理文件控制的。可以通过NX/Post Builder 建立事件定义文件和事件处理文件的程序框架,这样来快速地搭建后处理程序框架。根据实际情况,在程序框架中通过TCL 语言,添加用户化的内容。
此次加工中,TCL 部分代码如下:
5 结束语
文中的弯头零件,是一个典型的特殊形状的零件。在不具备五轴机床的条件下,改造出双主轴数控铣床。非正交坐标轴机床,机床坐标轴的结构及运动分析很关键,通过分析后将刀轴矢量分解转换,做成后置处理器,将编程得到的刀位轨迹转换成机床可以识别的NC 代码。这为人们在加工过程中广开思路,灵活多变地应对越来越复杂、特殊的工件提供了很好的参考。
[1]孙国平.基于UG 的五轴加工中心的后处理[D].无锡:江南大学,2009:23 -25.
[2]唐清春.基于UG 四轴联动专用后置处理软件开发[J].机床与液压,2010,38(22):29 -30.
[3]刘东杰.应用TCL 语言实现非正交五轴联动数控机床后置处理[J].光电技术应用,2010,25(1):76 -77.
[4]曾强.基于UG 的Heidenhain 系统五轴专用后置处理器研究[J].科学技术与工程,2012,8(12):1914 -1915.
[5]JOURANI A,DURSAPT M.Effect of the Belt Grinding on the Surface Texture:Modeling of the Contact and Abrasive Wean[J].Wear,2005,259:1137 -1143.
[6]NEWMAN W M,SPROULL R E.Principles of Interactive Computer Graphics[M].New York:MeCtraw-Hill,2008:156 -186.
