变形TiAl合金研究进展
2014-11-18陈玉勇孔凡涛
陈玉勇, 崔 宁, 孔凡涛
(哈尔滨工业大学 材料科学与工程学院,哈尔滨150001)
为满足当前航空航天飞行器减重的要求,迫切需要发展新型轻质高温结构材料来替代目前较重的镍基合金。TiAl 合金具有密度低(ρ=3.9 ~4.2g/cm3)、强度高和抗氧化能力好等优点,是目前最具应用前景的高温结构材料之一[1]。经过多年发展,铸造TiAl合金在国外已经开始工程化应用。1999年,日本三菱公司将研制的TiAl 合金涡轮增压器应用于Lancer汽车中,首次成功实现了TiAl 合金的商业化应用[2]。2007年,美国波音航空公司宣布未来会将铸造低压涡轮叶片(Ti-(47 ~48)Al-2Cr-2Nb)应用于波音787飞机的发动机(GEnx-1B)中[3]。
目前,国内外许多研究机构都在积极开展变形TiAl 合金的研究工作,并取得一定进展。对变形TiAl 合金的研究主要集中在合金化和热加工技术等方面。通过多年合金化研究,人们对不同元素的作用和含量控制有了较深认识。TiAl 合金热加工技术的研究对改善热加工性、拓宽热加工工艺窗口具有重要意义。近年来,美国空军实验室、日本三菱重工、奥地利Plansee 公司、德国GKSS 研究中心以及国内研究机构均开展了TiAl 合金的锻造、挤压和轧制技术研究,发展铸锭冶金法和粉末冶金法等TiAl合金热加工技术[4]。本工作系统总结近年来变形TiAl 合金在合金化、熔炼、热加工、粉末冶金以及后续热处理等方面的研究进展。
1 合金化的研究进展
合金化是改善TiAl 合金热加工性和力学性能的重要手段。经过几十年的发展,合金化研究取得一定成果,发展了三类典型的TiAl 合金[3]:传统的γ-TiAl 合 金、高 铌TiAl 合 金 以 及 新 型β-γ TiAl合金。
传统TiAl 合金以较高铝含量和较好塑性为主要特征,其典型合金包括美国GE 的Ti-(47 ~48)Al-2Cr-2Nb 合金和德国GKSS 的Ti-46.5Al-4(Nb,Cr,Mn,Si,B)等[4,5]。Al 元素是TiAl 合金中最重要的合金元素,其含量对合金组织和性能具有重要影响。研究表明:当Al 含量介于45% ~48%之间时,合金在凝固过程中会发生包晶反应,最终导致合金具有粗大的柱状晶组织。因此,传统TiAl 合金的室温性能一般。
为避免包晶反应,可将Al 含量降至45%以下,此时合金凝固会通过β 单相区。通过添加β 相稳定化元素可降低β 相区温度,在加工温度引入无序的体心立方β 相,来改善合金的热加工性。美国空军实验室Kim 等将这类具有优异变形能力的合金称为β-γ TiAl 合金[6]。V,Nb,Mo,Mn 和Cr 等元素是TiAl 合金中常用的β 相稳定化元素[6]。V 具有较强的β 相稳定能力,能显著改善合金的热加工性,也可改善合金塑性。Nb 可降低TiAl 合金层错能,减缓扩散过程,调整氧化层结构[7];Mo 可改善TiAl 合金的热加工范围、成形性和塑性,其在γ 相和α2相中的扩散激活能比Nb 高,但分配系数更高,使β 相中Mo 含量高于Nb 含量[8];Mn 可为孪晶位错提供形核位置,具有稳定孪晶的作用,从而改善TiAl 合金的塑性[9];Cr 可将高温β 相保存下来,沉积到γ 相界,实现γ 颗粒细化,使等温锻造合金获得高温超塑性[10]。需要指出的是,β 相在1000℃以下会有序化为B2 相,B2 相的存在对室温塑性不利,需通过后续热处理来消除。一般TiAl 合金的使用温度大概在600 ~800℃,为进一步提高合金的使用温度,林均品等[11]根据Nb 能明显改善合金高温性能的特征,提出了具有优异高温抗氧化性和高温抗蠕变性的高铌TiAl 合金。该合金以较高的Nb 添加量(5% ~10%)为特征,可将TiAl 合金的使用温度提高60 ~100℃。
组织细化对改善合金综合力学性能具有重要作用。目前TiAl 合金一般采用B,C,Y 等细化元素。国内外研究人员对这三种元素的细化效果及细化机制都开展了深入研究。目前关于元素细化机制还有一定争议。但普遍认为:晶粒细化元素在合金中会形成高温热稳定化合物(如TiB2,TiC,YAl2等),通过晶界的缠结作用,阻碍颗粒粗化。除细化作用,此类元素还有助于改善TiAl 合金性能[12~14]。硼化物在γ 层片中作为异质形核剂,促进α +γ 层片组织形成,从而避免发生块状转变(α→γM)[15];碳化物可提升TiAl 合金的屈服强度[16];Y 能提高TiAl 合金的抗氧化能力。
2 TiAl 合金的熔炼技术
铸锭冶金技术是目前较为成熟的TiAl 合金制备方法,主要包括铸锭熔炼和后续热加工(热锻、热轧和热挤压等)。铸锭熔炼是铸锭冶金工艺的基础。但熔炼后的TiAl 合金有可能产生组织粗大、织构、成分偏析以及缩孔缩松等缺陷,这将严重影响TiAl 合金的机械性能。粗大的织构和微观成分偏析可借助后续热加工和热处理等工艺解决。宏观成分偏析则可通过改变合金的熔炼方式和熔炼使用的中间合金来改善。目前TiAl 合金最常用的熔炼工艺包括真空感应凝壳熔炼(induction skull melting,ISM)和真空自耗电极电弧熔炼(vacuum arc remelting,VAR),二者均采用水冷铜坩埚技术。但感应凝壳熔炼由于坩埚尺寸的限制,不适合制备大尺寸的合金铸锭。而真空自耗电极电弧熔炼可用于大尺寸铸锭的制备,适合工业化生产。目前,德国GfE 公司利用新开发的中间合金,制备组织均匀的大尺寸传统TiAl 铸锭(Ti-46Al-4(Nb,Cr,Mo)-0. 2B-0. 2C,φ220mm × 950mm)[17];国 内 利 用ISM 熔 炼 制 备φ(100 ~200)mm ×(200 ~300)mm 的TiAl 合金铸锭;利用VAR 熔炼制备φ(220 ~290)mm ×(500 ~600)mm 的TiAl 合金铸锭。图1 为β-γ TiAl 合金(a)和高铌TiAl 合金(b)的铸锭。
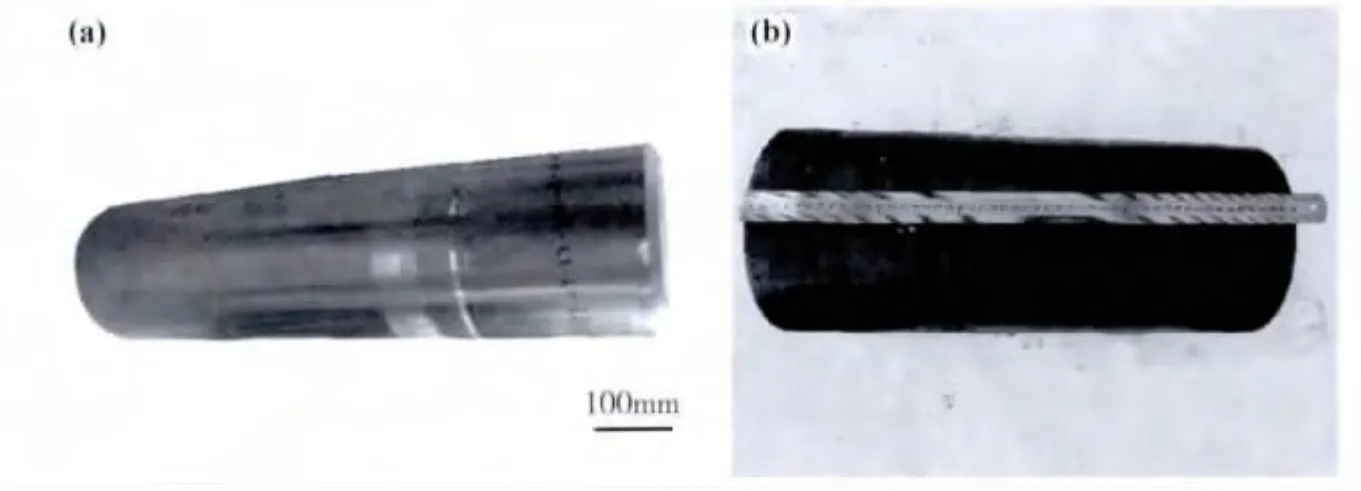
图1 TiAl 合金铸锭[18,19] (a)Ti-43Al-9V-Y;(b)Ti-44Al-8Nb-0.2W-0.2B-YFig.1 Ingots of TiAl alloys[18,19] (a)Ti-43Al-9V-Y;(b)Ti-44Al-8Nb-0.2W-0.2B-Y
利用优化的熔炼工艺制备的TiAl 合金铸锭,其凝固组织一般比较均匀。图2 为不同合金的铸态组 织。图2a 为ISM 方 法 制 备 的Ti-43Al-4Nb-2Mo-0.5B 合金的铸态组织,为近层片组织,由等轴细小的层片晶(晶粒尺寸20 ~50μm)以及位于晶界的B2 和γ 相混合组织组成[20]。图2b 为VAR 方法制备的Ti-44Al-8Nb-0.2W-0.2B-Y 铸锭的全层片组织,主要由(α2+γ)层片和极少量B2相组成[18]。可以看出,铸锭的组织均匀,无宏观偏析和柱状晶等缺陷。对合金铸锭力学性能的研究表明,铸态合金的抗拉强度一般较高,而塑性较低。为进一步优化合金的组织和性能,一般需要进行后续热加工(锻造、挤压和轧制等)。
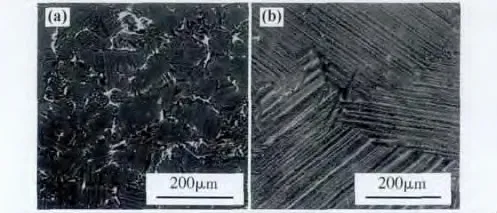
图2 不同合金的铸态组织 (a)Ti-43Al-4Nb-2Mo-0.5B合金(ISM)[18];(b)Ti-44Al-8Nb-0.2W-0.2B-Y合金(VAR)[20]Fig.2 Microstructures of Ti-43Al-4Nb-2Mo-0.5B ingot(ISM)(a)[18]and Ti-44Al-8Nb-0.2W-0.2B-Y ingot (VAR)(b)[20]
3 TiAl 合金热加工技术
锻造、挤压和轧制是TiAl 合金热加工的主要手段,可以有效细化铸态组织并改善偏析,提升合金的综合力学性能[21]。在进行热加工之前,需要对铸锭进行热等静压和均匀化处理来消除孔洞和偏析等组织缺陷。精确的工艺设计和参数选择是TiAl 合金热加工的关键,其中,变形温度是TiAl 合金热变形的重要参数。变形过程中严重的温降将会导致脆断和局部开裂等严重失效。因此,为避免剧烈温降和变形不均匀,TiAl 合金的热加工常采用等温或包套工艺。另外,在TiAl 合金和包套之间添加保温棉可以进一步增强保温效果。
3.1 TiAl 合金锻造技术
TiAl 合金锻造主要是利用锻机进行墩粗以改善组织和性能,一般分为等温锻造和包套锻造。等温锻造是将坯料和模具加热至同一温度并以较低应变速率变形的热加工技术。等温锻造能有效减小TiAl合金和模具之间的温差,降低合金的变形抗力。但其应用受到模具材料使用温度的限制,并对锻造设备要求较高,增加了生产成本。相比之下,包套锻造既有效避免了TiAl 合金坯料表面出现明显温降,又降低了对生产设备的要求,具有成本低廉的优势,使TiAl 合金的热加工可在常规工业设备上进行。因此,国内外研究者更倾向利用包套锻造技术来实现TiAl 合金的锻造。目前国内外机构利用等温锻造和包套锻造技术已经制备了多种大尺寸TiAl 合金锻坯。目前,德国Thyssen Umformtechnik 公司利用等温锻造工艺生产了直径达581mm 的Ti-47Al-1.5Nb-1Cr-1Mn-0.2Si-0. 5B 传 统 合 金 锻 坯;国 内 孔 凡 涛等[22]利用包套锻造成功制备了尺寸达φ(480 ~700)mm×(40 ~50)mm 的β-γ TiAl 锻坯以及多种尺寸的高铌TiAl 锻坯(图3)[22]。
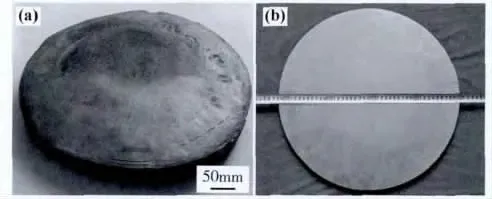
图3 β-γ TiAl 合金锻坯(a)和高铌TiAl 合金锻坯[22](b)Fig.3 As-forged pancake of β-γ TiAl alloy (a)and high Nb containing TiAl alloy (b)[22]
Ti-43Al-9V-Y 合金是具有优异变形能力和综合力学性能的TiAl 合金。该合金的铸态组织主要由不均匀分布的γ 和B2 组成(图4a)。锻造后组织转化为均匀细小的双态组织,由(γ+B2)相以及少量YAl2组成[19,22](图4b)。纳米硬度测试显示锻态合金中B2 相硬度为5.25GPa,明显低于其他锻态TiAl 合金中B2 相的硬度。分析认为B2 相硬度的降低有利于改善合金室温性能[23]。锻态合金表现出优异的综合力学性能。该合金室温伸长率可达2%,在700 ~750℃的抗拉强度可达500 ~600MPa[22]。同时,锻态Ti-43Al-9VY 合金具有较高的断裂韧度(22.5MPa·m1/2)[19]。
3.2 TiAl 合金热挤压技术
热挤压是TiAl 合金开坯的重要技术。其中,热挤压温度是影响组织的重要因素。挤压温度过高会造成组织粗大,恶化性能;挤压温度较低会造成变形应力增加,引起合金开裂。TiAl 合金热挤压一般在Tα温度附近进行。在Tα温度以上65℃挤压,可获得全层片组织;在Tα温度以下20℃挤压,可获得近层片组织[24]。对Ti-47Al-(2 ~4)Nb-(0.5 ~1.0)W-(0.08 ~0.18)B 合金热挤压的研究表明,通过热挤压工艺能细化合金组织,提高合金强度,并使合金伸长率达2% ~3%[25]。目前国外已经利用挤压和热模锻技术制备TiAl 压气机叶片等结构件(图5),使用温度可达700℃[26]。

图5 利用挤压和模锻技术制备的TiAl 压气机叶片[26]Fig.5 Compressor blades produced using extrusion and forging process[26]
3.3 TiAl 合金轧制技术
TiAl 合金板材应用广泛,可用于生产直升机喷嘴、热防护部件等[4]。目前TiAl 合金板材的制备主要采用铸锭冶金法和粉末冶金法。在铸锭冶金法中,TiAl 合金铸锭需经热等静压和均匀化退火等工艺,通过锻造或挤压细化组织,以提高轧制等二次成型能力。采用粉末冶金法,粉末混合后可通过加压烧结工艺制坯后直接轧制,也可在粉末压实进行锻造或挤压等热加工后进行轧制。TiAl 合金轧制一般在(α+β)相区进行。轧制过程,需要确定合理的轧制速率和轧制变形量,以避免合金开裂或产生剧烈温降。
德国的GKSS、奥地利的Plansee 以及国内等多家研究机构对TiAl 合金板材的研究均取得进展。GKSS 制备的TiAl 合金板材的最大尺寸达1000mm×450mm ×1mm[4]。Plansee 利用热成形技术研制具有沟槽结构的TiAl 板材构件(图6a)。国内哈尔滨工业大学采用高温包套轧制工艺成功制备最大尺寸约为700mm×200mm×(2 ~3)mm 的β-γ TiAl 合金(Ti-43Al-9V-Y)板材(图6b)。
除上述传统的制备方法外,美国Alabama 大学还开发利用Ti 箔和Al 箔制备TiAl 板材的技术[27]。由于Ti 和Al 自身较好的塑性,很容易利用冷轧技术制得不同厚度的Ti 箔和Al 箔。在两种箔片进行叠加焊接前,通过控制两种箔片厚度可以获得适当的化学计量比。随后通过退火和循环轧制来获得最终的TiAl 板材。
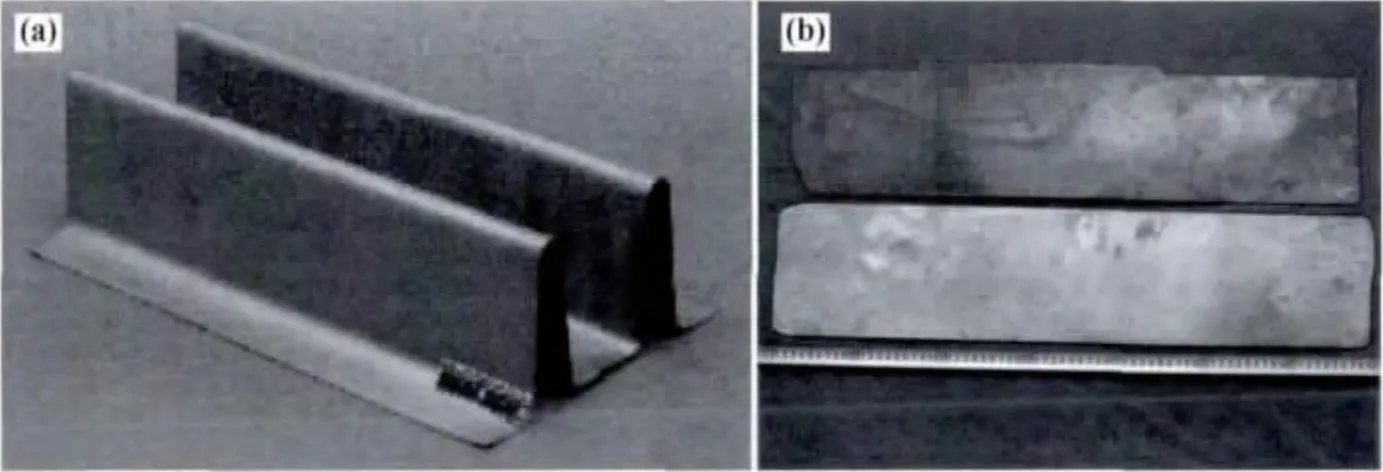
图6 热成形后的TiAl 合金板材(300mm×150mm×83mm)[4](a)和轧制后的Ti-43Al-9V-Y 合金板材(b)Fig.6 TiAl sheet produced by hot forming[4](a)and as-rolled sheet of Ti-43Al-9V-Y alloy (b)
3.4 TiAl 合金粉末冶金技术
粉末冶金法(powder metallurgy,PM 法)是制备TiAl 合金的一种很有前景的方法。该方法可以明显降低合金的生产成本、较好地实现复杂零件的近终成型。制备的合金成分均匀、组织细小、无织构、无缩松缩孔等铸造缺陷。粉末的制备、压坯、热等静压和热加工是粉末冶金的基本工艺[28]。但粉末冶金试样中杂质含量和孔隙率较高的问题至今得不到解决。如何消除杂质和孔隙是粉末冶金技术的关键。根据粉末不同,粉末冶金法可分为元素粉末法和预合金粉末法。一般需要保证粉末反应在热等静压条件下进行,以减少粉末偏扩散引起的孔隙并抑制粉末块体的膨胀。热等静压的温度一般和锻造温度相同,压力一般为200MPa,热等静压时间保证不低于2h。
自20 世纪90年代,奥地利Plansee 公司就开始利用预合金粉法制备TiAl 合金板材的研究工作。该方法是将TiAl 合金铸锭通过惰性气体雾化或等离子旋转电极等方法制成粉末,然后将合金粉装入包套、除气、封焊、热等静压、去包套后进行轧制[28]。Plansee 公司在大尺寸板材制备、板材热塑/超塑成形和板材的电子束焊接等方面都取得进展[4]。美国空军实验室、德国GKSS 和国内机构等均对粉末冶金制备TiAl 合金开展大量研究工作[4,29]。图7a为美国空军实验室采用预合金粉末制备的传统TiAl合金锻坯,重220kg,直径710mm[20]。图7b 为奥地利利用粉末冶金法制备的TiAl 涡轮叶片[8]。国内中南大学和西北有色金属研究院合作,采用粉末冶金法研制尺寸300mm × 200mm × 1. 5mm 的TiAl板材[11]。
哈尔滨工业大学研究出一种无包套粉末锻造方法并成功制备了Ti-43Al-5V-4Nb 合金[30]。将Ti,Al,V 和Nb 的粉末压制成预制块后,在400℃和200MPa 下进行热等静压处理。随后利用电感线圈将预制块加热至锻造温度(1300℃)进行两步开模锻造,最终获得致密度高、组织均匀、性能较好的Ti-43Al-5V-4Nb 合金,如图7c 所示。经过热处理后,该合金在700℃下的抗拉强度接近600MPa,伸长率为11%。该方法降低包套和机加工的成本,并且能有效减少能耗。

图7 预合金法制备的Ti-46Al-4(Nb,Cr,Mo)-0.2B-0.2 锻坯(a),预成形TiAl 合金的涡轮叶片(b)和(c)Ti-43Al-5V-4Nb 合金锻坯[8,20,30]Fig.7 As-forged discs of Ti-46Al-4(Nb,Cr,Mo)-0.2B-0.2 alloy produced by using prealloyed powder (a),pre-form of a turbine blade manufactured by upsetting (b),and as-forged discs of Ti-43Al-5V-4Nb alloy [8,20,30](c)
4 TiAl 合金的后续热处理
TiAl 合金的室温性能和组织形态密切相关。TiAl 合金具有四种特定的组织形态,近γ 组织(near γ)、双态组织(duplex)、近层片组织(near lamellar)和全层片组织(fully lamellar)[1]。其中,层片组织具有较高的断裂韧度和强度,但塑性较差;双态组织具有较好的塑性,但断裂韧度较低;近γ 组织的综合力学性能较差,一般不采用。这几类组织都可以通过特定的后续热处理来获得。在略高于共析转变温度进行热处理可以获得近γ 组织;在(α+γ)双相区进行热处理可获得双态组织;在α 转变温度下20℃左右进行热处理可获得近γ 组织;在α 单相区进行热处理可获得全层片组织。
除上述典型的热处理方法,还发展了多种获得特殊组织的热处理方法。为获得极细的层片组织,可以采用两步热处理[31]。首先将样品加热至α 单相区保温10min 后油淬,获得单一α2相,然后800℃左右保温,该过程会析出有序γ 相,最终得到具有极细层片的组织[31]。在新型β-γ TiAl 合金中,室温下B2 相会损害合金的室温塑性。目前主要通过后续热处理来消除室温残余B2 相,避免降低材料的塑性和蠕变性能[32]。通过实验找到β 相含量最低的温度,在此温度进行热处理可较快消除β 相[8]。
5 结语
随着航空、航天技术的快速发展,各类飞行器均对发动机材料的性能提出了更高的要求。目前广泛使用的镍基高温合金因密度较大,不利于飞行器减重,已难以满足开发高性能航空、航天发动机的需要。TiAl 合金以其轻质高强的特点成为替代较重镍基合金的主要备选材料。经过科研人员的努力,变形TiAl 合金的研究已经取得明显进步。对合金化相关机理的认识逐步加深,铸锭冶金法和粉末冶金法等热加工技术日趋成熟。
目前,TiAl 合金的发展还受到以下两方面的制约:①热加工性较差,热加工窗口较窄,加工温度较高,对加工设备要求较高;②TiAl 合金的本征脆性,导致室温塑性较低,难以满足实际工程应用需要。
为解决这些问题,未来还需要进一步完善以下工作:①TiAl 合金的成分设计 开发新型TiAl 合金,重点研究合金元素的作用及不同元素之间的协同作用,找到热加工性和室温性能优异的合金成分范围;②TiAl 合金热加工工艺的优化 针对现存加工工艺的不足,改进熔炼和加工设备,优化加工参数和加工工艺;③TiAl 合金热加工的计算机模拟 利用计算机模拟技术优化合金成分,构建并优化材料的锻造、挤压和轧制等热加工模型,研究材料在热加工过程中的应力场和温度场变化,为未来实际生产提供技术支持。
可以预见,在发动机减重的大背景下,高性能变形TiAl 合金及其工程化应用研究仍将是未来的重点方向之一。
[1]CLEMENS H,MAYER S. Design,processing,microstructure,properties,and applications of advanced intermetallic TiAl alloys[J].Advanced Engineering Materials,2013,15:191 -215.
[2]TESTUI T.Development of a TiAl turbocharger for passenger vehicles[J]. Materials Science and Engineering:A,2002,329:582 -588.
[3]APPEL F,PAUL J D H,OEHRING M. Gamma Titanium Aluminide Alloys:Science and Technology[M]. Weinheim,Germany:John Wiley & Sons,2011.
[4]DAS G,KESTLER H,CLEMENS H,et al. Sheet gamma TiAl:status and opportunities[J].JOM,2004,56:42 -45.
[5]BARTOLOTTA P,BARRETT J,KELLY T,et al.The use of cast Ti-48Al-2Cr-2Nb in jet engines[J].JOM,1997,49:48 -50.
[6]KIM J S,LEE Y H,KIM Y W,et al. High temperature deformation behavior of beta-gamma TiAl alloy[J].Materials Science Forum,2007,539/543:1531 -1536.
[7]FISCHER F D,CHA L,DEHM G,et al. Can local hot spots induce α2/γ lamellae during incomplete massive transformation of γ-TiAl alloys[J]. Intermetallics,2010,18:972 -976.
[8]CLEMENS H,WALLGRAM W,KREMMER S,et al.Design of novel β-solidifying TiAl alloys with adjustable β/B2-phase fraction and excellent hot-workability[J]. Advanced Engineering Materials,2008,10:707 -713.
[9]TETSUI T,SHINDO K,KOBAYASHI S,et al.A newly developed hot worked TiAl alloy for blades and structural components[J].Scripta Materialia,2002,47:399 -403.
[10]MASAHASHI N,MIZUHARA Y.APFIM study of β and γ microduplex TiAl intermetallic alloy[J]. Materials Science and Engineering:A,1997,223:29 -35.
[11]林均品,张来启,宋西平,等.轻质γ-TiAl 金属间化合物的研究进展[J].中国材料进展,2010,29(2):1 -8.(LIU J P,ZHANG L Q,SONG X P,et al. Status of research and development of light-weight γ-TiAl intermetallic based compounds[J]. Materials China,2010,29(2):1-8.)
[12]CHEN Y Y,KONG F T,HAN J C,et al. Influence of yttrium on microstructure,mechanical properties and deformability of Ti-43Al-9V alloy[J]. Intermetallics,2005,13:263 -266.
[13]CHENG T T. The mechanism of grain refinement in TiAl alloys by boron addition—an alternative hypothesis[J].Intermetallics,2000,8:29 -37.
[14]XIANG F L,ZHEN Q W,ZUO G Z,et al. The relationship between microstructures and refining performances of Al-Ti-C master alloys[J].Materials Science and Engineering:A,2002,332:70 -74.
[15]CLEMENS H,CHLADIL H F,WALLGRAM W,et al. In and ex situ investigations of the β-phase in a Nb and Mo containing γ-TiAl based alloy[J].Intermetallics,2008,16:827 -833.
[16]SCHEU C,STERGAR E,SCHOBER M,et al. High carbon solubility in a γ-TiAl-based Ti-45Al-5Nb-0. 5C alloy and its effect on hardening[J]. Acta Materialia,2009,57:1504 -1511.
[17]CLEMENS H,KESTLER H.Processing and applications of intermetallic γ-TiAl based alloys[J]. Advanced Engineering Materials,2000,2:551 -570.
[18]张树志. 高Nb-TiAl 合金高温变形及组织性能研究[D].哈尔滨:哈尔滨工业大学,2013.(ZHANG S Z. Hot Deformation,Microstructure and Mechanical Properties of High Nb Containing TiAl Based Alloy[D].Harbin:Harbin Institute of Technology,2013.)
[19]苏勇君. 含β/B2 相TiAl 合金的锻造及组织性能研究[D].哈尔滨:哈尔滨工业大学,2013.(SU Y J. Research on Forging and Microstructure and Mechanical Properties of TiAl Alloy Containing β/B2 Phase[D].Harbin:Harbin Institute of Technology,2013.)
[20]牛红志.Ti-43Al-6(Nb,Mo)-B 合金的热变形行为及组织性能研究[D].哈尔滨:哈尔滨工业大学,2013.(NIU H Z. Hot Deformation Behavior,Microstructure and Properties of Ti-43Al-6(Nb,Mo)-B Alloy[D]. Harbin:Harbin Institute of Technology,2013.)
[21]NIU H Z,KONG F T,XIAO S L,et al. Effect of pack rolling on microstructures and tensile properties of as-forged Ti-44Al-6V-3Nb-0.3Y alloy[J]. Intermetallics,2012,21:97 -104.
[22]SU Y J,KONG F T,CHEN Y Y,et al. Microstructure and mechanical properties of large size Ti-43Al-9V-0. 2Y alloy pancake produced by pack-forging[J].Intermetallics,2013,34:29 -34.
[23]孔凡涛,崔宁,陈玉勇,等.Ti-43Al-9V-Y 合金的高温变形行为研究[J].金属学报,2013,49:1363 -1368.(KONG F T,CUI N,CHEN Y Y,et al.The hot deformation behavior of Ti-43Al-9V-Y alloy[J]. Acta Metallurgica Sinica,2013,49:1363 -1368.)
[24]LIU C T,MAZIASZ P J. Microstructural control and mechanical properties of dual-phase TiAl alloys[J]. Intermetallics,1998,6:653 -661.
[25]LIU C T,SCHNEIBEL J,MAZIZSZ P J,et al. Tensile properties and fracture toughness of TiAl alloys with controlled microstructures[J]. Intermetallics,1996,4:429-440.
[26]APPEL F,BROSSMANN U,CHRISTOPH U,et al.Recent progress in the development of gamma titanium aluminide alloys[J]. Advanced Engineering Materials,2000,2:699-720.
[27]LUO J G,ACOFF V L.Processing gamma-based TiAl sheet materials by cyclic cold roll bonding and annealing of elemental titanium and aluminum foils[J]. Materials Science and Engineering:A,2006,433:334 -342.
[28]SCHLOFFER M,IQBAL F,GABRISCH H,et al. Microstructure development and hardness of a powder metallurgical multi phase γ-TiAl based alloy[J]. Intermetallics,2012,22:231 -240.
[29]刘峰晓,贺跃辉,刘咏,等.粉末冶金制备TiAl 基合金板材的研究现状及趋势[J].稀有金属材料与工程,2005,34:169 -173.(LIU F X,HE Y Y,LIU Y,et al. Present status and future prospects for PM TiAl-based alloy sheet[J].Rare Metal Materials and Engineering,2005,34:169 -173.)
[30]SU Y J,ZHANG D L,KONG F T,et al. Microstructure and mechanical properties of TiAl alloys produced by rapid heating and open die forging of blended elemental powder compacts[J].Materials Science and Engineering:A,2013,563:46 -52.
[31]FISCHER F D,WAITZ T,SCHEU C.et al.Study of nanometer-scaled lamellar microstructure in a Ti-45Al-7.5 Nb alloy—experiments and modeling[J].Intermetallics,2010,18:509 -517.
[32]WALLGRAM W,SCHMÖLZER T,CHA L,et al. Technology and mechanical properties of advanced γ-TiAl based alloys[J]. International Journal of Materials Research,2009,100:1021 -1030.
