六辊5机架酸连轧机组的推广及应用
2014-11-07贾大朋马丽坤季安珊沈志前李鸿波
贾大朋 马丽坤 季安珊 卢 宁 李 新 沈志前 李鸿波
(中冶京诚工程技术有限公司 北京100176)
1 前言
中冶京诚自主研发的1450mm高刚度六辊带钢酸连轧机组正在调试阶段,该机组是在吸收国外先进酸连轧技术的基础上,并结合中冶京诚已作过的多条连续酸洗机组和冷连轧机组的实际经验而开发的。该条生产线的全部设计、制造、安装调试和技术总负责完全由国内公司承担,机械及液压设备由中冶京诚工程技术有限公司总承包,电气设备由东北大学国家重点实验室总承包。该工程良好的投入产出性价比对提高企业经济效益具有重要意义,也标志着我国在冷轧宽带钢轧机的设计与制造方面已达到很高水平。
1450mm高刚度六辊带钢酸连轧机组与国外同等生产线相比较,具有投资少、建设周期短、带钢板形好等优点,尤其适合于大、中企业生产冷轧宽带钢和中宽带钢。
2 概述
该生产线设计年产冷轧钢卷84万t,其中22万t为镀锡基板,62万t冷轧板及涂镀基板。原料的厚度为1.8mm~4.0mm,宽度为750mm~1300mm;成品规格的厚度为 0.18mm ~1.8mm,产品规格见表1。最大卷重为28t,最大钢卷外径约为Φ2100mm,原料内径约为 Φ762mm,成品内径约为Φ508mm。
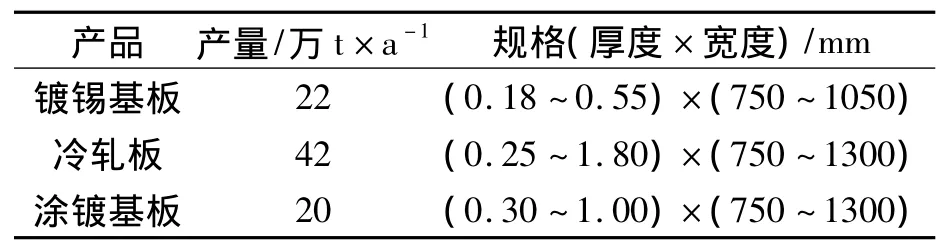
表1 产品规格表
3 生产工艺及流程
1450mm高刚度六辊带钢酸连轧机组由两台开卷机(payoff reels)、两台七辊矫直机(levelers)、双层液压剪(double layer shear)、激光焊机(welder)、6套张力辊(bridles)、3套水平活套(Horizontal loop)、8套纠偏装置(CPC)、1台拉伸破鳞机(tension leveler)、酸洗及漂洗段(Pickling tank and Rinse tank)、1台切边圆盘剪(Trimmer)、5架六辊冷轧机(tandem cold mill)、1台飞剪(flying shear)、1台卡罗赛尔卷取机(Carrousel reel)组成[2,4]。详见图 1。

图1 1450mm酸连轧机组生产线的布置
酸连轧机组设计已完成,现已进入调试阶段,六辊轧机机列布置如图2所示。
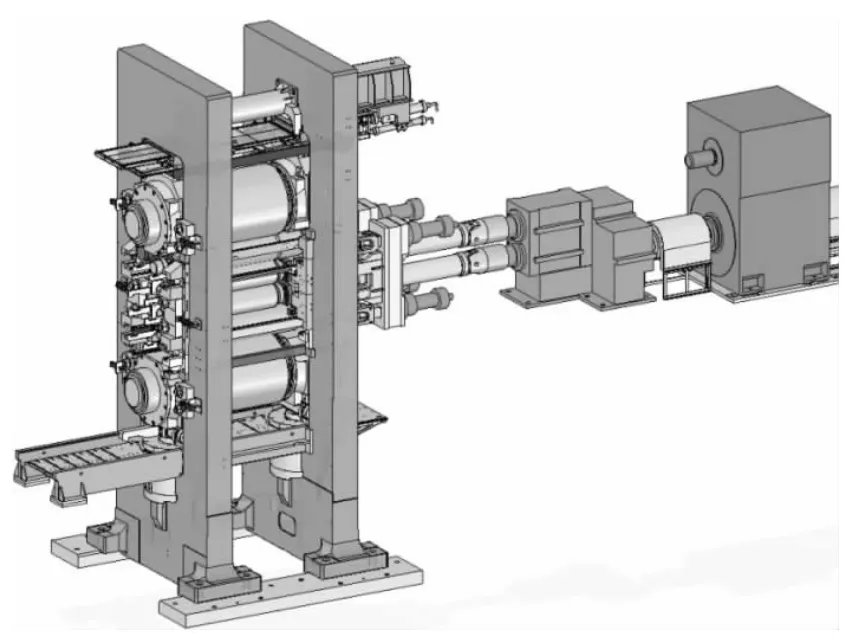
图2 1450mm酸连轧机组六辊轧机机列布置示意
4 主要设备选型及主要技术参数
4.1 入口步进梁及上卷小车
入口步进梁将钢卷运送到过渡鞍座,梭车将钢卷运送到1#或2#十字鞍座上,然后由上卷小车将钢卷运送到开卷机卷筒上。钢卷小车通过齿轮电机驱动,液压缸升降,设有自动上卷功能。
4.2 带外支撑的开卷机
采用悬臂式浮动开卷机,带活动外支撑、压辊及反弯辊。开卷机浮动是通过液压缸人工浮动对中;卷筒采用四棱锥结构,带有旋转液压缸,用于卷筒的膨胀和收缩;压辊用于穿带和甩尾时压紧带钢,辅助送带;反弯辊用于反向弯曲带钢,消除卷取应力及除磷的作用;外支撑用于支撑悬臂式开卷机卷筒;开卷机采用稀油强制润滑。在机组运行过程中,开卷机提供和控制带钢后张力。
4.3 七辊矫直机
用于矫直带钢的头、尾部,便于带钢头、尾的焊接。通过前后的液压缸及位置传感器进行压下量的自动调节。配有换辊小车,更换矫直辊非常方便。
4.4 对中装置和带夹送辊的入口双层剪(1台)及废料收集装置
穿带及甩尾时对中带钢头部及尾部,双层剪可剪切掉超差及受损的钢卷头部和尾部,并通过皮带运输至废料收集装置。
4.5 激光焊机
激光焊机可以实现机组入口的带钢焊接,实现机组连续生产;焊缝质量好,可以顺利通过轧机,断带率低。
4.6 活套
机组共设有三组活套,保证酸轧机组连续运行。第一个活套在带头带尾焊接时,保证酸洗工艺段仍连续正常生产实现连续稳定运行;第二个活套用于圆盘剪换规格及换剪刃时保证酸洗段工艺段仍连续正常生产实现连续稳定运行;第三个活套用于圆盘剪换规格、换刀、轧机更换工作辊中间辊、钢卷分断时保证轧机段及机组实现连续稳定运行。
4.7 破鳞拉矫机
工艺段酸洗槽前设有1台破鳞拉矫机,能有效的通过拉伸、弯曲疏松钢带表面的氧化铁皮,加快化学除鳞的速度,进而提高酸洗效率,并能改善来料板形。破鳞拉矫机为全封闭结构,内设压缩空气吹扫,并设置除尘系统。
4.8 酸洗及漂洗
采用先进的浅槽紊流酸洗工艺,通过化学反应的方法清除带钢表面的氧化铁皮,酸洗时间短,酸洗效率高。采用PPH槽体,双层密封槽盖,酸槽寿命长、便于维护、且能降低酸耗。
采用五级串级逆流漂洗工艺,洗掉残留在带钢表面的酸液,水耗低,清洗效果好;同时设有防停车斑喷淋系统。
4.9 圆盘剪
采用转塔式圆盘剪,用于剪切钢带边部,满足带钢宽度及边部质量要求,可在线更换剪刃,节省停机时间,剪边精度高。
4.10 张力辊
机组采用了6组张力辊,分别应用于开卷机、活套、拉伸破鳞机、酸洗段、圆盘剪、轧机之间,实现轧机前各段张力的平稳控制。
4.11 纠偏装置
机组采用了8套纠偏装置,分别应用于开卷机、活套、拉伸破鳞机、酸洗段、圆盘剪、轧机之间,实现轧机前各段带钢对中、并平稳运行。
4.12 五机架六辊冷连轧机
1#轧机入、出口和5#轧机入、出口设有5台X射线测厚仪,2#轧机~5#轧机出口设有4台激光测速仪,在1#轧机前、1#轧机 ~5#轧机之间、5#轧机出口处设有测张装置。
1#~5#轧机均配有液压AGC厚度控制系统,1#~5#轧机均配有工作辊正负弯辊、中间辊正弯辊、中间辊轴向窜辊、轧辊倾斜等板型控制手段,5#轧机出口处配置板型仪、5#轧机配置了乳化液分段冷却可实现板型自动控制[1,3,5]。轧机主要技术参数见表2。

表2 六辊轧机主要技术参数
4.13 带夹送辊的飞剪
夹送辊用来提供剪切后5#轧机出口带钢的张力,正常轧制时夹送辊打开,分切及穿带时夹送辊闭合;飞剪采用启停式滚筒飞剪,实现不停机轧制。
4.14 卡罗赛尔(corrousel)卷取机
卷取机采用双卷筒回转式卷取机,本卷取机用以在轧机不停机的情况下连续卷取切分的带钢,两个卷筒,每个卷筒有四个扇形板,通过斜楔,推杆,旋转液压缸实现涨缩。卷筒装在一个共用的回转箱体内。
4.15 机组检查站
机组出口设置离线检查台,用于快速检查带钢下表面。
5 技术特点
1450六辊酸连轧机组具有以下技术特点:
1)机组入口设置两台开卷机,配置了激光焊机和入口水平活套,可以实现工艺段连续运行,保证酸洗带钢表面质量。
2)破鳞拉矫机能有效的通过拉伸、弯曲疏松钢带表面的氧化铁皮,加快化学除鳞的速度,进而提高酸洗效率,并能改善来料板形。
3)采用先进的浅槽紊流酸洗及五级串级逆流漂洗工艺,能高效的去除带钢表面的氧化铁皮,酸洗时间短,酸洗及清洗效果好。
4)圆盘剪可在线更换剪刃,节省停机时间,剪边精度高。
5)轧机采用六辊辊系布置,主要由轧机牌坊、液压压下装置、上下外支撑辊组、中间辊、工作辊、中间辊轴向横移装置、工作辊正/负弯辊装置、中间辊正弯辊装置、支承辊平衡、轧线标高调整装置、轧机快速换辊装置、轧制主传动装置等部分组成。先进的辊系布置及齐全的板型控制手段利于生产轧制高精度的冷轧产品。
6)5#轧机配置了先进的分段冷却装置,5#轧机出口设置了板型测量装置,可以实现板型闭环控制。
7)机组出口设置的carrousel卷取机和飞剪,可进一步提高机组产量,提高机组的作业率。
8)轧机传动采用进口交流传动装置;自动化系统控制可靠,AGC控制功能先进,轧制参数计算实现了自适应,可实时显示实际工艺参数变化曲线。
9)由于采用全连续无头轧制,带钢厚度均匀、头尾损耗少,成材率高。
10)实现在线不断带快速换辊,减少生产辅助时间。
6 结束语
由中冶京诚工程技术有限公司承包的1450六辊酸连轧机组生产线项目,同等技术水平和工作量的酸连轧工程从设计到调试生产全部都可以实现了国产化,该机组目前已经进入施工、安装阶段。
[1]刘宝珩.轧钢机械设备[M].北京:冶金工业出版社,1996.
[2]贾大朋,季安珊,沈志前,李鸿波.八辊5机架冷连轧机组的设计及应用[J].轧钢,2008(6):34-37.
[3]白金兰.提高冷轧过程控制轧制力模型的设定精度[J].钢铁研究学报,2006(3):21 -25.
[4]丁殿恺,吴安民,张振.冷连轧机组中转鼓式飞剪设计改造[J].冶金设备,2013(2):67-68.
[5]程其华,郑志刚.宝钢1220冷连轧机轧制规程综合优化技术的研究[J].机械工程与自动化,2012(6):120-122.
