高炉液压泥炮吊挂机构螺栓断裂原因分析及处理
2014-11-07吴建华
吴建华
(上海梅山钢铁股份有限公司炼铁厂 江苏南京210039)
1 前言
YP6000E型液压泥炮[2](见图1)被广泛应用于国内3200m3及以上大型高炉,在宝钢1号高炉和梅钢4号高炉使用中发现泥炮对中不稳定,且泥炮吊挂机构多次出现螺栓断裂现象,严重影响了高炉的正常生产。为了尽快解决这一难题,对吊挂机构螺栓断裂原因进行了仔细分析,提出了解决措施,并在实施过程中进行多次改进,最终使泥炮对中不稳定的问题得到了彻底解决,避免了吊挂机构螺栓断裂现象的发生,保障了高炉的正常生产。
2 YP6000E型液压泥炮结构及工作原理
梅钢4号高炉YP6000E型液压泥炮装机为左式2台,右式2台。每台泥炮单重约35t,为斜立柱矮身结构,布置在开铁口机下方。
设备的运行由两个液压缸驱动完成[1],由回转液压缸驱动转臂完成回转动作,回转动作完成时炮口自动对准出铁口,具有转炮兼压炮的功能。由打泥液压缸驱动打泥活塞完成打泥作业,在打泥期间,回转液压缸同时担负泥炮压炮功能。打泥油缸为活塞杆不动缸体运动的形式,可有效保护活塞杆及油缸密封。
吊挂机构是联接回转机构和打泥机构的装置,调整机构通过它调整炮嘴的左右中心,缓冲器也通过它调整炮嘴的上下中心。
这种泥炮的调整机构使炮嘴接近铁口时速度下降且轨迹近似直线,调整机构采用碟簧预紧,可以缓冲设备在减速时的力量变化[3]。缓冲器同样采用碟簧预紧,可以缓冲吸收炮嘴与铁口接触时产生的冲击力。
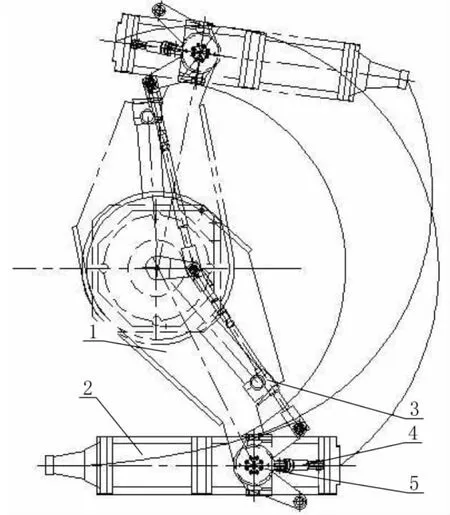
图1 YP6000E型液压泥炮
3 泥炮吊挂机构螺栓断原因分析
梅钢炉前操作人员在对4号高炉1号铁口进行常规维护时用泥炮试堵铁口,泥炮堵上铁口时,传出异响,操作人员立即退炮,泥炮打泥机构头部突然下坠,操作人员将泥炮强行退出铁沟,并立即联系点检人员,点检人员到现场检查并联系检修人员进行抢修。
打开吊挂机构上盖发现8颗M36的内六角圆柱头螺栓(见图2序号7)全部断裂,仅2颗断裂的螺栓能够取出,其他6颗断裂的螺栓无法取出,且中间的平键(见图2序号4)已翻边破损,导致设备停机24小时。抢修完成后,在对其他3台泥炮吊挂机构检查发现平键均有较大的翻边破损和螺栓受到冲击的现象。
通过对吊挂机构(见图2)进行分析,打泥机构悬挂在鞍座上,而鞍座通过半环键(序号5)挂在回转机构上。上盖通过8颗M36的内六角圆柱头螺栓固定在鞍座上,为了防止转动两者之间加了宽度为20mm的键,在上盖和打泥机构之间用1个缓冲器进行连接,以调整打泥机构炮头的高低,并减缓堵口时产生的冲击力。通过分析发现:泥炮接触铁口时,回转机构会停止转动和炮嘴停止前进,回转机构停止转动时打泥机构的惯性力会传递到鞍座上,通过平键传递到上盖上,然后传到调整机构上,依靠调整机构的碟簧缓冲。炮嘴撞上铁口产生的冲击力会最终传递到缓冲器上,打泥机构、鞍座、平键、上盖、缓冲器组成一个闭环,力量最终靠回转大臂和缓冲器吸收。所以如果平键失效,设备停止转动时的惯性力传递到调整机构的力量和炮嘴接触时产生的冲击力都集中传递到螺栓上,螺栓受剪切力而断裂。同时通过受力分析计算后发现平键强度不足,所以平键使用一段时间后极易翻边失效,而导致联接螺栓发生断裂事故。

图2 泥炮吊挂机构
4 泥炮吊挂机构螺栓断裂处理对策
4.1 应急处理措施
在这次设备故障中,由于泥炮吊挂机构上盖的8颗M36的内六角圆柱头螺栓全部断裂,仅2颗断裂的螺栓能够取出,其他6颗断裂的螺栓无法取出,且铁口上方没有吊点和更换泥炮的专用小车及轨道,做这些准备工作及更换泥炮共需5天左右时间,为了不影响生产,制定了紧急处理的办法:加工一根阶梯轴,将上盖加工一个φ100mm孔,通过这根阶梯轴用焊接的方法将上盖和鞍座连接起来,再将取出断裂螺栓的位置补上螺栓。这样泥炮因堵铁口产生的力不需通过平键和螺栓,而直接通过阶梯轴传递到上盖,然后再由上盖传递到缓冲器上。处理好后,泥炮使用1个月后因焊接处产生裂纹和炮嘴对中不稳而更换。
4.2 改进措施
4.2.1 初步改进措施
紧急处理好上盖螺栓后,将平键宽度由20mm改为80mm,将螺栓由8颗M36变为6颗M42。
目前4号高炉泥炮只能在一次动作中以一种速度堵口,泥炮堵口产生的冲击力较大,对铁口维护和设备本体的寿命都有极大的损害。宝钢1号高炉泥炮与梅钢4号高炉泥炮属于同一型号的泥炮由同一厂家设计制造,由转炮机构和打泥机构组成,液压控制系统与梅钢液压控制系统相同,采用是比例阀控制,但在电气控制上多了一个编码器,使转炮机构能实现以较慢的速度启动,以较快速度跨过主沟,再以最快的速度使炮嘴冲过铁水,炮嘴与铁口中心同轴后,直线运动,在靠近铁口100mm时,通过比例阀控制流量来降低转炮速度堵口,堵口声音很轻。转炮整个运转过程平稳,没有因为速度变化产生抖动,对设备也是个保护,有利于延长泥炮使用寿命。因此梅钢借鉴了这一技术,考虑到工况及费用问题将编码器改为接近开关。
4.2.2 二次改进措施
吊挂机构改进前如图3,在完成吊挂机构的改进后(见图4),利用炉前铁口定修将4台泥炮逐一换下改进。但在调试接近开关期间,发现炮嘴对铁口中心不稳,虽经多次排查也未找到原因,后经推论认为上盖虽通过6只M42的螺栓固定在鞍座上,为了防止转动两者之间又加了80mm的键,但安装键时不可能做到过盈配合,使用一段时间后配合间隙会越来越大,当键有±0.1°的变化,炮头将有±5.8mm的变化,为了解决这一问题,在上盖和鞍座之间焊3块厚度为30mm钢板:300×500、150×500和150×500成“工”字形,使得鞍座与上盖直接形成一个整体,泥炮撞击铁口产生的冲击力均不通过平键和螺栓。随后困扰1个月的问题得以解决。
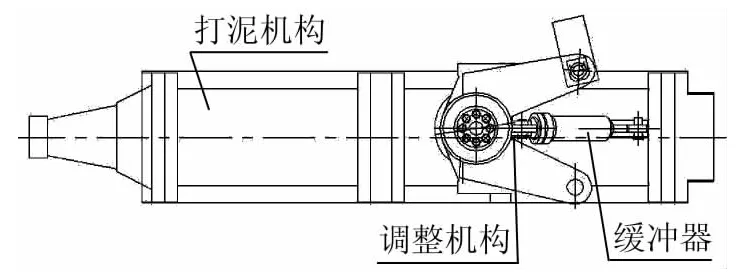
图3 改进前
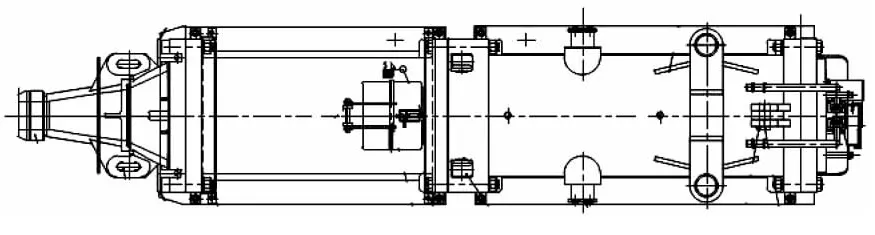
图4 改进后
4.2.3 最终改进措施
随着对这些问题的进一步认识,再结合梅钢3号高炉泥炮(DDS泥炮)的设计思路,建议加强平键的受力面积和材料强度,采用过盈装配;同时将调整机构直接连接在打泥机构上,泥炮在撞击铁口时平键只承受一个方向的力量,停止时打泥机构的惯性力直接传递到调整机构上,彻底解决螺栓承受剪切力和泥炮因吊挂机构造成炮嘴对中不稳的问题。将调整机构直接连接在打泥机构上的设计方式在梅钢5#高炉(炉容4070m3)炉前进行了应用实践,高炉自2012年6月投产至今,炉前泥炮未出现类似故障。这也是6000型泥炮在国内外大型高炉首次成功应用此种设计方式。
5 结束语
液压泥炮是高炉炉前作业的关键设备,一旦出现事故对高炉生产的影响非常大,所以在日常使用过程中需要不断提高对设备的认识,才能在以后的使用中用得更加顺利。通过对这个问题的处理,认识到泥炮炮嘴的运行轨迹是靠调整机构控制的,由于设备运行速度比较快,调整机构传递的力量相应也比较大,这个力量可以通过过盈配合的键来传递到鞍座再到打泥机构上,但当无法达到过盈配合装配时,力量会传递到螺栓上去,螺栓是无法传递如此巨大的剪应力的,而且伴随有比较大的冲击,所以不如将调整机构的力量直接传递到打泥机构上,就避免了这个问题的出现。如果国内其它厂家出现类似问题或者有这样的缺陷,不妨采用这个方法,早日将事故扼杀在萌芽状态。
[1]吴宗泽主编.机械设计实用手册[M].北京:化学工业出版社,1999.
[2]严允进主编.炼铁机械(第二版)[M].北京:冶金工业出版社,1990.
[3]汪海涛.冶金机械设计手册[S].北京:中国科技文化出版社,2006.
