环冷机结构简介及跑偏故障分析
2014-11-07朱绍峰吴明杭滕海燕
张 超 刘 霞 朱绍峰 吴明杭 滕海燕
(山东莱芜煤矿机械有限公司 山东莱芜271199)
1 前言
环冷机是环式冷却机简称,作用是有效冷却从烧结机卸下的烧结热矿。与带冷机相比,环冷机具有占地面积少、投资省、设备利用率高等优点。但是由于环冷机台车为圆周运动,且回转半径大,所以其运动规律较之带冷机台车的直线运动复杂,在运行过程中极易发生台车跑偏现象,导致台车轮缘啃咬钢轨边,台车体挤压磨损密封橡胶皮,电机电流升高等故障发生。这些现象的存在严重威胁到环冷机的正常运行及烧结矿的冷却效果。在某钢铁厂,台车跑偏导致台车与风箱之间的动密封橡胶皮被跑偏的台车挤掉,由密封效果降低而造成成品冷却矿产量下降,经济损失严重,在检修更换大量密封橡胶皮过程中,耗费大量的财力人力和时间。所以查找分析台车跑偏原因,并针对跑偏进行检测和纠正,在钢铁厂生产实践显得极为重要。
2 结构及工作原理
2.1 主要结构及设备
环冷机由驱动装置、回转框架、台车、内外水平轨道及曲轨、托辊、侧轨、冷却风机、密封装置、集气罩、烟囱等部分组成,其主要结构见图1。
2.2 工作原理
环冷机的驱动装置由两套互成162°的传动系统组成。每个系统都由电机、减速机、主动摩擦轮、被动摩擦轮组成。其特点是两套系统完全相同,以提供相同的动力和运动。两套系统都是悬挂在固定的门形框架上的,整个传动系统可以绕门形框架上的轴产生少量转动以吸收回转框架运行过程中的震动。用螺钉联接在回转框架上的摩擦板在摩擦轮的带动下可绕内、外水平轨道作圆周运动。环冷机的台车体是用铰链连接在回转框架上的,台车体在受料区域接受从给矿漏斗卸下的炽热的烧结矿后,随回转框架沿水平圆形轨道做圆周运动。在卸矿区,水平圆形轨道改为向下弯曲的曲轨,装满烧结矿的台车体底板随曲轨轨迹倾斜,将冷却的烧结矿从排料斗卸出,完成一个循环。卸矿区域见图2所示。

图1 环冷机结构图

图2 卸矿示意图
3 跑偏原因及调整办法
环冷机跑偏是指回转框架围绕设计的环冷机中心做圆周运动,而出现台车轮缘啃咬钢轨边、侧轨过度受力、台车掉道等异常现象。图3为内外水平环形轨及台车轮示意图。通过对图纸的研究、消化及环冷机运行状况的分析,环冷机跑偏原因总结为以下几点:
3.1 内、外水平环形轨道不圆
当环冷机出现跑偏现象时,应首先考虑内外水平圆形轨道的圆度。环冷机台车的运行轨迹是依附于水平圆形轨道的,当内、外水平圆形轨道局部圆度不够时,即使台车作标准的圆周运动,当台车运行至轨道的不圆部分,台车轮的边缘与轨道就会出现干涉现象,影响台车的正常运行。内外水平圆形轨道不圆是较容易测量的,出现这一现象后,将设备停机,将所有密封罩及台车拆除,以作为安装中心点的中心柱作为圆心基准,测量内外水平圆形轨道的圆度,如轨道的圆度偏差较大,需要将水平圆形轨道松开重新整形,整形可借助千斤顶,千斤顶不能整形的就需要卸下用卷板机过弯整形,直至达到使用要求为止。

图3 内、外水平环形轨及台车轮
3.2 内、外水平环形轨道不同心
每个台车的内外行走轮之间的轮距是一定的,它们分别在内、外轨道上滚动。如果内、外水平环形轨道不同心,那么势必造成两轨道环之间的距离不一致,导致轨道环有的地方大,有的地方小。台车运行到间距小的地方台车轮势必挤轨道,台车运行到间距大的地方台车轮可能掉下轨道。当此项因素作为检测整改点时,可以制作卡规,卡规的距离等于两轨道环标准距离,当检测到误差超差≥±6mm时,就需要调整环形轨道。调整时防止出现基准不统一,也需要把所有干涉物拆除,以中心柱为中心点测量内环和外环,找出没有发生偏移的内环或者外环,作为基准环,按此基准环为基准来对不同心的圆环来纠偏。
3.3 侧轨安装误差
图4为侧轨及回转框架示意图。侧轨是环冷机的重要组成部分,其功能是在一定间隙范围内强制回转框架作作圆周运动,在安装时侧轨和其接触的侧轨轮间隙为1~5mm。侧轨安装误差造成的台车跑偏可分为两部分:一是侧轨圆度超差,当侧轨局部圆度超差时,比如是侧轨外凸,侧轨就会将回转框架向外面顶,直接导致此处的台车轮沿啃咬水平环轨;另一个因素是侧轨和内外水平环轨不同心,当出现此问题时,侧轨同样会顶着台车作不规格运动。因为侧轨这部分相对独立,后期变形出现这两个因素的可能性不大,一般都是安装造成的。因为侧轨位于环冷机最内侧,对于侧轨超差的检测和整改相对容易,在环冷机运行过程中,可以根据回转框架上的辊轮和侧轨的接触压痕检测。当发现压痕明显时,在排除掉水平环形轨道的问题后,可以判定是侧轨的问题。

图4 侧轨及回转框架
3.4 摩擦轮的轴线不经过内、外水平圆形轨道的圆心
环冷机台车的运动是靠摩擦轮带动回转框架来实现的。回转框架上的摩擦板在与摩擦轮接触处的速度方向(即摩擦轮在该处的切线)与摩擦轮轴线垂直,当摩擦轮轴线通过内、外水平圆形轨道的圆心时,则台车的回转运动是绕该圆心进行的,否则圆周运动圆心和固定圆心不重合,此时即存在跑偏现象。调整摩擦轮安装位置,使其轴线通过内、外水平圆形轨道的圆心即可修正上述原因造成的跑偏。然而,因为环冷机回转半径大,且摩擦轮与理论圆心之间距离大、障碍物多,故无法按测量和理论数据进行调整,只能根据实际运行方向与理想运行方向的偏差进行调整,边调整边观察,直至达到理想运行状态。
3.5 两个摩擦轮与摩擦板的接触位置不一致
回转框架的回转速度大小由摩擦轮的回转角速度X和接触处的回转半径r决定,即:V=X·r。因为环冷机两套传动系统完全一样,故摩擦轮的角速度一样,而半径r随着接触点不同而变化。当两套摩擦轮的接触点r不同时,两套传动系统提供给摩擦板的速度不一致,必然造成回转框架的转动偏离环冷机中心造成台车跑偏。因为摩擦板是加工件尺寸标准,所以在检测时,在上诉因素都排除掉后,测量摩擦板的外沿点到两个摩擦轮的接触点的距离,如超差≥±4mm时,需重新调整摩擦轮的接触位置。调整时可以将传动框架与地基连接螺栓拆开,调整回转框架的位置来达到调整摩擦轮的效果。
3.6 定位块定位位置发生偏差
台车作规则的回转运动,除了有水平环形轨道,侧轨的轨迹牵引外,在回转框架上焊接了钢板构成了V型槽,同时在台车上焊接了V型定位块,环冷机工作时,台车上的V型定位块插到回转框架上的V型槽中,这样,台车运行过程中,只要回转框架作规则的圆周运动,回转框架通过定位块来制约台车也做规则的圆周运动,限制台车尾部的摆动。但是由于V型块和V型槽是焊接在毛坯上的,焊接位置难免有所偏差,这样V型定位块会强制台车作偏移运动,导致台车跑偏。当出现此类问题时,应根据台车车轮轮沿和水平环形轨道的磨损情况来调整,如根据磨损痕迹判定台车向外偏移,则将台车上的V型定位块割下向相反的方向定位焊接,这样就能解决因定位块焊接位置不符导致的台车跑偏。图5为V型定位槽及定位块示意图。
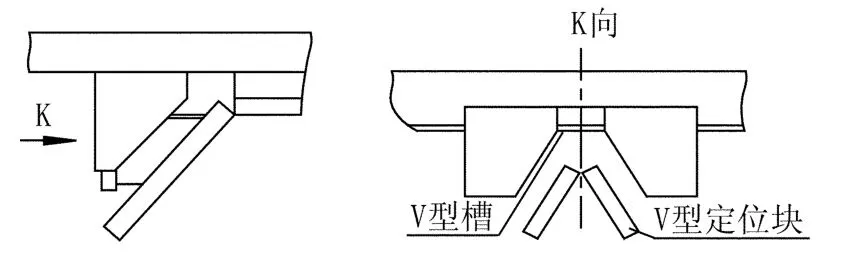
图5 V型定位槽及定位块
4 结语
当出现台车跑偏现象后,不能嫌麻烦和费时而简单处理了之,应根据上述台车跑偏的因素,并结合由易到难、由根本到全面相对顺序来逐一排查。比如说台车跑偏后,应首先超找内外水平环形轨道的圆度是否超差,再就是内外水平环轨是否同心。这两个因素是根本,也是台车运行轨迹的基准。当这两个因素排除掉后,再考虑侧轨的问题,再就是摩擦轮的问题,再就是台车和回转框架挡块的问题。因为导致台车跑偏的原因不外乎这些,所以当这些都查找完并整改完后,台车跑偏也就解决了。
某企业台车跑偏一直困扰着该企业,2012年10月,该企业停产检修半月,利用此间隙,公司派出工程技术人员和专业安装人员对此问题彻底整改。经过逐一测量排查,最后发现台车与回转框架件间的定位块,焊接不牢固且长期受到挤压掉下来了,数量有三分之一多,经过重新制作焊接,台车跑偏得到彻底解决。
[1]烧结设汁手册编写组主编.烧结设计手册[M].北京:冶金工业出版社,2005年.
