涡流制冷管在宝钢冷轧厂酸洗铁离子浓度计改善项目中的应用
2014-11-06李铮
李 铮
(北京中冶设备研究设计总院有限公司 北京 100029)
1 引言
2030冷轧C101机组和1420冷轧C202机组铁离子浓度计参与在线酸槽浓度控制,为机组关键设备。目前2030冷轧C101机组酸洗铁离子浓度计(1994年投运)和1420冷轧C202机组酸洗铁离子浓度计(1998年投运)在线使用年修均超过15年,超过报废年修(12年)。2012年2030浓度计发生1次故障,1420浓度计发生2次故障,给生产造成较大影响。在此次改造中酸洗浓度计的检测主机为便于观察需放在现场,由于现场空气中酸雾很大,为保证主机不被酸雾腐蚀,需将主机放在IP66的密闭机箱中,由于夏天现场温度较高且主机长期处于工作状态发热严重,需对密闭机箱进行降温冷却,综合现场环境采用先进的涡流冷却管进行降温处理。
2 涡流制冷管
2.1 涡流制冷管工作原理
涡流制冷技术又称为涡流膨胀制冷技术,从空压机压缩出来压缩空气首先通过进气口成切线送入圆柱型涡流发生腔,这个发生腔比产生旋转气流的热管相比要大些,涡流发生腔位于涡流管的热端和冷端之间并与它们相连,由涡流发生腔形成的涡流气流送入涡流管的热端,涡流气流紧贴涡流管的内表面,热空气不断从热端排出,热空气在热端产生一个流阻,这个流阻在涡流管中形成了足够的负压,这一负压迫使一部分空气经涡流管中心回流到冷端,这部分空气由于流向热端的膨胀气流的吸热而变的很冷,最终从涡流管冷端排放出去[1]。
涡流制冷管无需供电,压缩空气喷射进涡流管后,气流以高达每分钟一百万转的高速度旋转着流向热气端,一部分气流通过控制阀流出,剩余的气流被阻挡后,在原气流内圈以同样的转速反向旋转并流向冷气端。在此过程中,漩涡外层空气的增温是由于加速外层气流的黏滞性做功,而中心部分空气流往相反方向,则因扩散而降温。而且还因为能量与速度的平方成正比,冷气流的减速是通过热传导来丧失其能量的。两股气流发生热交换后,内环气流温度变得很低,从冷气端流出,外环气流温度变得很高,直接泄掉。涡流管热气端出气比例越高,则涡流管冷气端气流的温度就越低,流量也相应减少。工作原理图,如图1所示。

图1 涡流冷管工作原理图
2.2 涡流冷管工作压力及参数
随着进气压力的变化,耗气量与性能表现也会相应变化,涡流管理想的工作压力为0.5MPa至1MPa,最低压力要求为0.14MPa。冷气流的温度及流量大小可通过调节热气端阀门控制。热气端出气比例越高,则冷气端气流的温度就越低,流量也相应减少,一般涡流管冷气流量设置为总进气量的70%,气流温度降低30℃,这种情况下效率最优。冷轧厂现场有压缩空气气源压力为0.5MPa,且机箱尺寸为210×150×130,所以选用加拿大NEXFlow公司50015H中型涡流冷却管,其外形小巧,可适用于绝大多数工业降温的应用场合,冷气流流量为50%以上,一般设定冷气流的温度为0℃~5℃,冷气流流量为总进气量的70%。50015H技术参数[2],如表1所示。
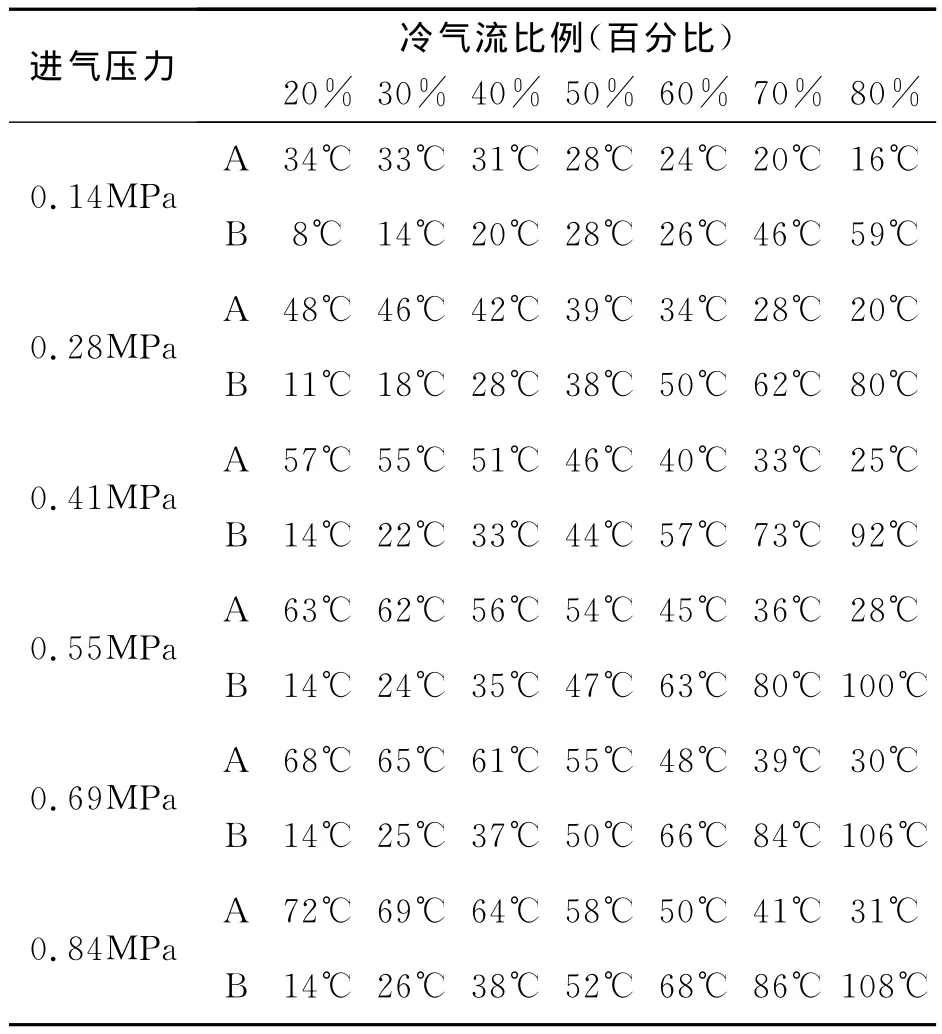
表15 00 15 H技术参数
A:冷气端气流温度降低值(摄氏度)
B:热气端气流温度升高值(摄氏度)
3 涡流冷却系统在酸洗铁离子浓度计项目中的应用
根据现场工况,在浓度计检测主机机箱中安装一台温度控制器,通过PT100温度电阻测量机箱中的温度,当温度大于15℃时,温度控制器控制机箱外部压缩空气气路电磁阀自动打开,现场压缩空气首先进入过滤器进行过滤处理,过滤后的压缩空气进入涡流制冷管的进气口,热风直接排放到现场空气中,冷风通过PU管进入主机机箱中,机箱中的PU管为专用多孔PU管,这样可以加快冷风的放散使机箱内部温度迅速降低,当温度降低到15℃以下时,温度控制器控制外部电磁阀关闭,完成涡流冷却系统的一次工作循环。涡流冷却系统结构图,如图2所示。

图2 涡流冷却系统结构图
4 涡流制冷管的应用效果
宝钢冷轧厂更新后的酸洗铁离子浓度计自2013年11月正式投入生产以来,一直稳定运行,为冷轧厂钢卷表面酸洗机组提供了准确可靠的数据。其中以涡流制冷管为核心的涡流冷却系统应用效果良好,降低了由于检测主机发热造成的停机故障,大大减少了维护成本,为铁离子浓度计安全运行提供保障。
[1]张王宗.涡流制冷方式在工业领域的应用[J].洁净与空调技术,2006(3):51-53.
[2]陈光明.制冷与低温原理(第二版)[M].北京:机械工业出版社,2010.
