合金型镍基自熔性碳化钨粉末及涂层性能研究
2014-10-29胡宇鲍君峰马尧陆在平石长江
胡宇,鲍君峰,马尧,陆在平,石长江
(1.北京矿冶研究总院,北京100160;2.北京市工业部件表面强化与修复工程技术研究中心,北京102206)
随着现代工业的发展,各种机械设备零件在越来越苛刻的工况下使用,一些在高速、高压、重载、腐蚀、磨损等条件下工作的零件,表面失效成为其失效的重要形式[1-3]。因此,提高零件的表面性能是延长零件寿命的重要措施之一,而热喷涂是目前制备表面防护涂层最为常用的方法之一[4],其中镍基碳化钨合金粉末以其较好的抗应力磨粒磨损性能,较好的耐蚀和抗高温氧化性能[5-6],在民用耐磨耐蚀涂层领域应用广泛,例如拉丝机滚筒和塔轮、导板、刮板、风机叶片、螺旋输送器等的表面喷焊[7-8]。
制取含碳化钨自熔合金粉末有三种工艺方法,雾化法[9]、机械混合法[9]和烧结法[10]。雾化法制取的含碳化钨自熔合金粉末喷焊工艺性能好,层化学成分均匀,无宏观偏析,碳化钨不易被氧化,但碳化钨的含量不宜过高;机械混合法制取的粉末可大大提高粉末中碳化钨的含量,但涂层的成分偏析较大;烧结法是将碳化钨先与镍一起进行烧结,然后再与镍基自熔性合金粉末进行机械混合,此法制得的含碳化钨自熔合金粉末的涂层成分偏析较小,但成本较高[11-12]。本实验通过水雾化方法制备了合金型镍基自熔性碳化物粉末,并进行了火焰喷焊,并与混合型粉末对比,分析了两种粉末及涂层性能。
1 试验材料及方法
1.1 粉末制备
采用LD-100型水雾化设备,选用适当的炉衬,将炉料以一定比例加入中频感应炉中熔炼,采用40MPa高压水将1400℃钢液雾化、冷却至粉末,制备合金型镍基自熔性碳化物粉末。
其制备工艺流程如下:原料→熔炼→脱氧→雾化→真空烘干→分级→取样。
采用HL-500型混料机,将一定比例的镍基自熔性合金粉末与镍包铸造碳化钨机械混合,获得混合型镍基自熔性碳化钨粉末。
制得的合金型镍基自熔性碳化钨粉末及混合型粉末物理性能见表1,成分见表2,粉末物性检测是均匀、干燥,且无任何外来物。采用GB1480-83的标准方法检测粉末粒度组成,采用GB1479-84和GB1480-84的方法测量粉末流动性和松装密度。

表1粉末物理性能Table 1 Physical properties of powder

表2粉末化学成分Table 2 Chemical composition of powder
1.2 喷焊工艺
采用CP-100型喷枪用在Φ30mm×15mm的45#钢试样进行火焰喷焊并重熔,参数为PO2=0.7MPa,PC2H2=0.07MPa,喷距180mm,随后采用SP-C-4型重熔枪,重熔至出现镜面后空冷。
其制备工艺流程如下:工件预热→预涂保护层→喷涂→工件升温→重熔→工件缓冷。
2 试验结果与分析
2.1 粉末性能研究
采用日立公司S-3500N扫描电镜拍摄粉末形貌及剖面照片,如图1、图2可见,粉末球形度良好、表面光洁。
合金型粉末剖面组织均匀,颗粒中有块状物析出及雪花状相弥散分布粉末颗粒中。其中雪花状组织为η相,分布均匀。白色不规则形状相为碳化钨,由于粉末成分中钨含量较高,水雾化过程中,高压水不仅将金液被不断地破碎成细小的液滴,并且充当冷却介质迅速使液滴凝固。由于冷却速度快,过饱和的钨来不及均匀扩散,形成大块碳化钨颗粒结晶析出,随后碳化钨颗粒逐渐长大,弥散分布在镍基自熔合金粉末内。无论是η相还WC均为硬质相,可显著提高材料硬度与耐磨性。
混合型粉末主要采用Ni60与镍包铸造碳化钨混合制备,图2中粉末剖面镍包铸造碳化钨,外层为镍,内部为碳化钨颗粒。由于镍包铸造碳化钨形状一般不规则,粉末中球形为Ni60,近球形、不规则为镍包铸造碳化钨。

图1 合金型粉末形貌及剖面Fig.1 Morphologies of alloyed type powder's surface and cross-section

图2 混合型型粉末形貌及剖面Fig.2 Morphologies of blended type powder’s surface and cross-section
2.2 涂层性能研究
喷焊过程中,合金型镍基自熔性合金粉熔覆性、镜面效果优于混合型,主要表现为熔点低。其主要原因为合金型粉末中钨以合金形式存、均匀分布在粉末内,混合型中Ni60与镍包铸造碳化钨混合存在,碳化钨较难熔,故而表现出如上情况。
喷焊层硬度采用WOLPERT 600MRD-S数字显示表面洛氏硬度计测定,均垂直于涂层表面间隔取点测量,表3为涂层硬度由下表可知,合金型粉末HR45为71.2(HRC64.5)而硬度略低于混合型,但硬度集中,方差小。

表2 粉末化学成分Table 2 Chemical composition of powder
采用线切割对喷焊试验进行纵向切割,并用扫描电镜背散射模式对涂层组织进行拍照。如图3、图4所示。
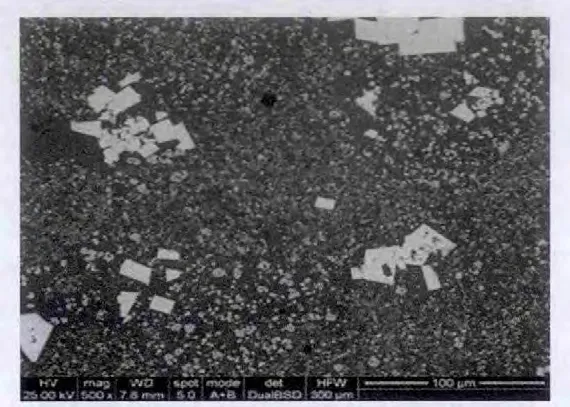
图3 合金型涂层剖面电镜照片Fig.3 Morphologies of alloyed type
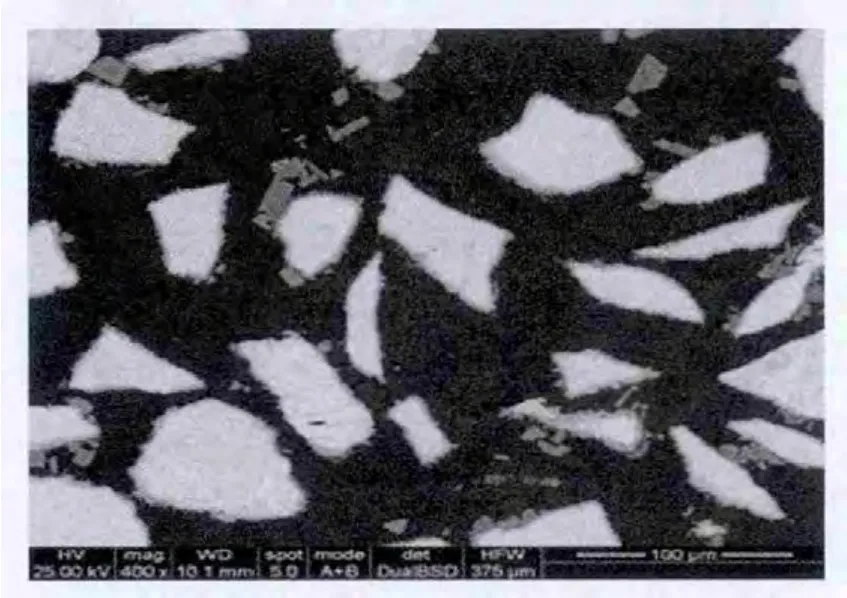
图4 混合型涂层剖面电镜照片Fig.4 Morphologies of blended type
合金型喷焊层主要强化相为钨的碳化物、η相,碳化钨颗粒及η相弥散分布在喷焊层中,增强涂层硬度。混合型喷焊层主要强化相为碳化钨颗粒,与合金型相比,碳化钨颗粒尺寸较大,弥散分布于涂层中,故而表现为硬度高。而合金型粉末涂层相细小、均匀,表现为硬度均匀、集中,对于一些冲蚀磨损情况下,较为试用,具体耐磨情况及磨损机理有待进一步试验验证。
3 结论
(1)矿冶总院采用水雾化的方法成功制备了合金型镍基自熔性碳化钨粉末,该粉末氧含量低(约300ppm),球形度好,自熔性好,粉末制备工艺成熟,涂层硬度高性能稳定;
(2)合金型与混合型镍基自熔性碳化钨由于制备工艺不同,硬质相不同,从而硬度略有差别,混合型涂层硬度略高于合金型涂层;
(3)合金型粉末、涂层对比混合型粉末、涂层中强化相细小,组织均匀,硬度集中,应根据不同工况要求,选择使用不同粉末。