提高转炉炉龄生产实践
2014-10-29黎渡
黎 渡
(江西铜业集团公司贵溪冶炼厂,江西 贵溪 335424)
1 引言
随着贵冶四期建成投产,熔炼车间PS转炉共有9台,其中一系统6台,尺寸为∮4000×11700,二系统3台,尺寸为∮4500×13000。四期投产以来,转炉炉龄基本稳定在220炉次左右,没有得到突破。目前贵冶转炉炉龄在国内虽处于先进水平,但与国际先进水平相比较,还有较大的差距,日本东予冶炼厂炉龄已经超过了300炉次。通过进一步优化生产组织和技术改造,提高转炉炉龄,对于提高转炉吹炼水平,降低生产成本有着重要意义。
2 影响转炉炉龄的因素分析
影响转炉炉龄的因素较复杂,综合分析主要有以下四方面:
(1)生产组织模式。贵冶转炉目前采用的吹炼模式为不完全期交互吹炼,此模式对于提高送风时率有利,但周期停风频次高,时间较长,炉内温差波动较大,容易造成耐火砖剥落,加快耐火材料损耗,影响转炉炉龄。
(2)筑炉质量。在生产实践中,筑炉质量对于转炉正常生产和炉龄有着重要影响[1]。
(3)耐火材料使用状况。耐火材料的质量尤其是风口区耐火砖使用寿命决定着转炉使用寿命,是转炉后期停炉的风向标。延长转炉风口区耐火材料使用寿命对于提高转炉炉龄起着决定性的作用。
(4)转炉使用过程中参数控制。转炉工艺参数如渣含硅、吹炼温度、送风量等对炉龄均有一定影响[2]。
3 提高炉龄的措施
3.1 优化生产组织
(1)调整每炉次冰铜装入量。转炉每炉次冰铜装入量数据见表1,从数据分析,一系统转炉冰铜装入量由原来的198t/炉次调整为194t/炉次;二系统转炉冰铜装入量由275t/炉次调整为270t/炉次。虽然每炉次冰铜装入量减少,但单炉吹炼时间缩短37min,日作业炉次提高了0.65,通过核算,日处理冰铜量不仅没有减少,相应还有所增加,具体见表1数据。
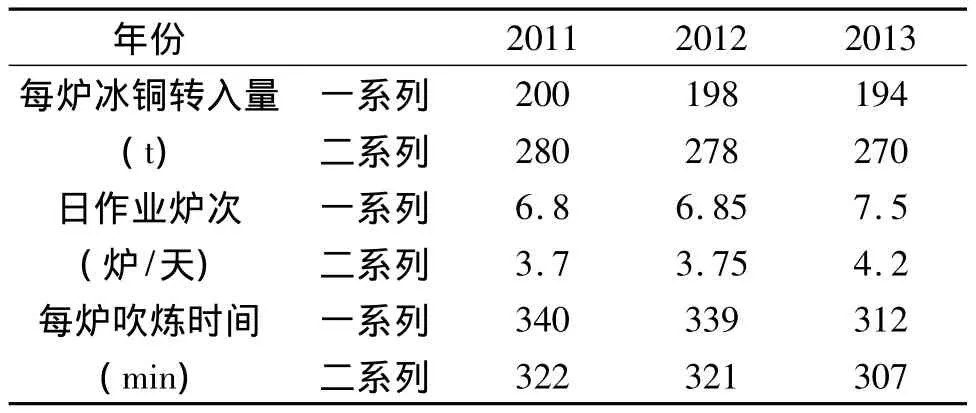
表1 转炉冰铜装入量
(2)优化B期吹炼冷料组织模式。为合理控制转炉造铜期炉内温度,需要向炉内加入高含铜物料(以下称为“冷料”)合理控制吹炼温度。常规冷料加入模式主要有两种,一种为直投模式,将冷料装入到船型料斗内由行车直投。第二种模式为通过残极运输机投入。两种模式最大的区别在于第一种模式需要转炉摇炉才能加入,在转炉摇炉过程中风口区温度急剧下降,容易造成风口区表层耐火砖剥落,缩短耐火砖使用寿命。加大残极机上机冷料率,减少造铜期冷料加入次数对于提高耐火砖使用寿命有着积极意义。残极机机投冷料受冷料尺寸和残极机加料速度限制,贵冶技术人员通过以下两个措施提高了残极机机投冷料量:①对残极机系统进行改造,提高了残极机加料速度。残极机主要由物料运输机、倾转溜槽和投入块组成,投入块和倾转溜槽均为液压驱动。2010年,贵冶对残极系统的液压装置进行升级改造,目前残极系统的投料速度能够满足生产需要。②杂铜结构不合理导致上机冷料量不足。上机冷料主要有电解残极和铜块。目前进厂的铜块尺寸规格不统一,导致上机冷料量不足,通过厂内优化冷料分布结构,与供货商沟通,规范铜块尺寸等措施,解决了上机冷料不足问题。目前残极机冷料投入量已经超过了50%,每炉铜因配合加冷料次数减少了4次,较好地延长了风口区耐火砖的使用寿命。
(3)降低周期停风时间,提高送风时率。送风时率越高,作业时间越长,周期停风时间越少,转炉温度越稳定均衡。贵冶生产组织结构,转炉吹炼采用不完全期交互模式,通过生产组织优化,送风量和装入量的调整,行车作业的合理安排,设备管理水平的提高,送风时率从75%提高到77%,改善了作业时炉内温度温差波动,避免风口区耐火砖因温差波动过大造成爆砖[3]。
3.2 提高筑炉炉修质量
(1)更换炉口外侧变型钢套。贵冶炉口经过多年使用,炉口外侧钢套出现内卷,变型较严重,砌筑过程中易出现耐火砖外露,在生产过程中清理炉口时炉口易造成外侧砖破损,影响转炉炉寿命,2011年就出现过因炉口掉砖,侧炉口烧损导致停炉的现象。目前,每次砌筑前,炉口钢套变型板均要更换。
(2)炉口内侧增加保护钢套。在长周期生产过程中,后期易出现上炉口和侧炉口耐火砖掉落现象,影响正常生产。炉口砖砌筑完毕后,在上炉口和侧炉口内侧增加保护钢套,利用吹炼时喷溅将钢板挂渣,避免钢板在吹炼过程中烧损。内侧钢套给炉口砖增加一层保护,有效地延长了炉口砖的使用寿命,避免长周期生产过程因炉口问题影响炉龄。
(3)严格执行冶金炉窑砌筑标准,并建立完善的监督和验收机制,确保炉窑砌筑过程质量过硬。
(4)将风口区填料层使用的普通浇注料改为进口钢纤维镁铬浇注料。转炉作业后期,随着耐火砖厚度减少,风口底座易出现渗铜现象,影响正常生产。进口浇注料热膨胀系数更高,耐冲刷能力更强,炉体升温膨胀后,风口导管和砖缝间隙更小,改为进口浇注料后,风口区的渗铜问题得到较好解决。
3.3 延长风口区耐火砖的使用寿命。
风口区耐火砖的使用寿命对转炉炉龄起着决定性的作用。风口区耐火砖的使用情况与吹炼工况,耐火砖的材质以及耐火砖的长度等因素有关。技术人员通过生产实践,做了如下改造。
(1)调整风口区耐火砖的配方。风口区目前使用的耐火砖为电熔再结合镁铬砖,该砖耐冲刷、热稳定性和抗渣性等性能均较佳。2010年开始,贵冶针对各个厂家的风口区耐火砖进行单独试验,并在试验过程中调整耐火砖的烧结温度和镁铬配比,目前风口区耐火砖使用效果较好[4]。
(2)延长风口区耐火砖的长度。贵冶使用的风口区耐火砖长度为400mm。在实际使用过程中,风口区25~30号耐火砖消耗较快,成为制约转炉炉龄的瓶颈环节。通过将风口区耐火砖加长,能有效延长耐火砖使用的寿命。目前贵冶转炉风口区长度调整为450mm,风口区上下侧的筒体砖也由原来的400mm延长到450mm。
(3)加强对风眼底座的维护。风眼底座在频繁的捅风眼过程中易出现松动,底座松动后捅风眼过程易造成底座摇晃,破坏风口砖结构,影响风口区耐火砖使用寿命。出完铜后,工艺人员使用专用工具对风口底座进行紧固,避免底座松动。
3.4 转炉吹炼工艺参数控制。
(1)合理控制吹炼温度,出铜温度严格控制在1140℃ ~1180℃之间,渣温不高于1250℃,避免高温加快耐火砖损耗[5]。
(2)严格控制渣含硅。由于转炉使用的耐火材料为碱性耐材,转炉渣对耐火砖有一定的侵蚀作业,严格控制渣含硅在21~22%之间,在确保吹炼渣型的前提下,渣含硅越低,对炉衬维护越有利,减轻耐火砖的化学侵蚀。贵冶转炉渣含硅严格控制渣含硅在 21 ~22%之间[6-7]。
(3)推行高风量吹炼模式。高风量吹炼虽然会加剧熔体对风口区的冲刷,但同时使风口区高温反应区域前移,降低风口区作业温度,从而降低风口区耐火材料消耗速度。经过多年实践,高风量吹炼模式有利于延长风口区耐火砖使用寿命[8]。
(4)严格控制炉体温度[9],定期绘制炉衬消耗曲线和炉温曲线,在确保炉体安全前提下,更加精准掌握好停炉时间。
4 实践结果分析
通过近年来的生产实践攻关,转炉炉龄有了较大幅度的提高,吨铜耐火材料单耗明显下降,年筑炉次数也明显减少,带来了可观的经济效益。

表2 炉龄攻关实践结果分析
5 结语
通过工程技术人员的不断摸索和实践,转炉炉龄有了较大幅度的提高。因工艺条件和生产组织模式的差异,虽与国际先进水平(东予转炉炉龄为300炉次,但风口区耐火砖长度较贵冶长了20mm)仍有一定的差异,但贵冶通过自己的摸索,在优化主要技术经济指标上向前又迈出了一大步。转炉炉龄的提高只是贵冶经济技术指标不断优化的一个缩影,随着国内耐火材料生产工艺的不断进步,耐火材料性能不断提高为转炉进一步提高转炉炉龄提供了有利条件。贵冶技术人员自主创新,积极应用新型耐火材料,结合科学监控手段,在确保生产安全顺行的基础上,实现了炉龄指标的持续优化,冶炼成本稳步降低,为工厂长周期生产提供了有力支撑。
[1]中国冶金建设协会.工业炉窑砌筑施工及验收规范[M].中国计划出版社,2004:57-58.
[2]陈延进,檀冰.提高转炉耐火砖寿命的实践[J].有色金属(冶炼部分),2007(2):64-65.
[3]王诚训.耐火材料的损毁及其抑制技术[M].冶金工业出版社,2001:27-29.
[4]苏智芳.铜冶炼转炉耐火材料应用与发展[J].有色冶金设计与研究,2005(4):124-126.
[5]朱祖泽,贺家齐.现代铜冶炼学[M].北京科学出版社,2003:66-468.
[6]杨文栋.浅析转炉渣二氧化硅的控制[J].有色冶金,2006(1):42-44.
[7]刘雄章,李勇,钟香崇,等.方镁石-尖晶石耐火材料的抗铜锍侵蚀性研究[J].耐火材料,2008(5).
[8]宋应山.转炉高风量吹炼[J].铜业工程.2006(S)-0061:02.
[9]姚俊峰,梅炽,任鸿九,等.卧式转炉炉衬温度场的数值模拟[J].中国有色金属学报,2000(4):120-123.