昆鹏公司50t转炉侧炉口砌筑方式改进实践
2019-05-27张宇云李来刚
张宇云,李来刚,赵 璧,葸 军
(1.凉山矿业股份有限公司,四川 会理 615141;2.云南途赛工程建设有限公司,云南 昆明 650000)
目前,世界上约有80%的铜锍吹炼是在P-S转炉中完成的[1]。转炉炉体中部设有炉口,铜锍、熔剂和含铜冷料等原辅料分批通过炉口加入炉内,压缩空气或富氧空气通过炉体一侧沿水平方向的一排风口鼓入,与铜锍溶剂等进行吹炼反应,以得到产品粗铜。
目前的转炉内衬主要使用镁铬质耐火材料进行砌筑[2]。转炉炉口砌筑是结构强度最薄弱的部位,特别是炉口与炉身交接处,形状复杂,加工量大,砖缝多而难以掌握[3],炉口又是大多数原辅料(铜锍、冷料、熔剂等)和全部反应产物(炉渣、粗铜、高温烟气等)进出的唯一门户,工艺操作和温度变化频繁。因此炉口是转炉的重大薄弱点,炉口的使用寿命成为影响转炉整体炉寿的短板。
1 现状及存在的问题
本厂有3台P-S转炉,服役过程中常发生侧炉口掉砖,侧炉口内圈爆砖及烧损严重等问题,造成转炉意外停炉,总体炉寿低,通常不发生掉砖的情况下,炉寿约为120炉次(主要因为炉口砖爆砖或烧损严重),甚至会在30-60炉次就发生炉口砖掉落发生意外停炉的情况。
经分析,转炉内反应剧烈,在吹炼过程中,会产生大量的熔渣喷溅粘结到炉口上,需频繁对炉口进行清理,清理过程中炉口对炉口耐火砖造成较大的机械冲击力,是炉口发生掉砖的主要因素。
清理炉口、加冷料时对侧炉口砖形成的机械冲击力巨大,机械冲击力超过侧炉口砖的耐受力的极限,就会发生炉砖滑移或掉落。
对侧炉口砖进行砌筑结构分析,侧炉口目前的砌筑结构见图1,图2,侧炉口使用直型砖(45/B)砌筑。

图1 炉口砌筑内视图

图2 侧炉口砌筑图(A向视图)
在进行炉口结渣清理时,侧炉口砖受到较大的机械冲击力,对图1、图2中耐受力薄弱的内环侧炉口砖X(45/B砖型)进行受力分析,如图3所示。
根据受力分析示意图可知,X砖(45/B砖型)为直型砖,在服役过程中,由于热端膨胀量略大于冷端,热端厚度略大于冷端,X砖实际上变成了一块外口大,内口小的楔形砖。上下方相邻的炉砖对X的压力有将炉砖向炉内方向推的力学分量,在进行炉口清理时,炉口机冲击力F与上下炉砖压力的分量合力大于炉砖受到的最大静摩擦力时,该砖将会发生向热端(炉内)方向的位移,直至脱出掉落。
如果侧炉口砖发生部分掉落,图1中所示的上下炉口砖520/B失去侧炉口砖的压力作用,也可能逐渐掉落,最后造成炉口大面积掉砖,发生漏铜。

图3 X砖(45/B)在受到炉口机冲击时受力分析示意图
2 改进设计
通过目前侧炉口砖砌筑方式下的力学结构分析,发现转炉侧炉口发生掉砖的主要原因为侧炉口直型砖砌筑的结构强度弱,抵抗机械冲击的耐受力不足。
为提高转炉侧炉口抵抗机械冲击的耐受力,借鉴炉身楔形砖砌筑的稳固性高的特点,计划对侧炉口内圈使用楔形砖替代直型砖进行砌筑,同时考虑内圈砖与炉身错缝砌筑形成整体,进一步加强其稳固性的需求,选用炉身砌筑使用的C1和C2砖型进行侧炉口内圈的砌筑,改进后的砌筑结构见图4,图5。
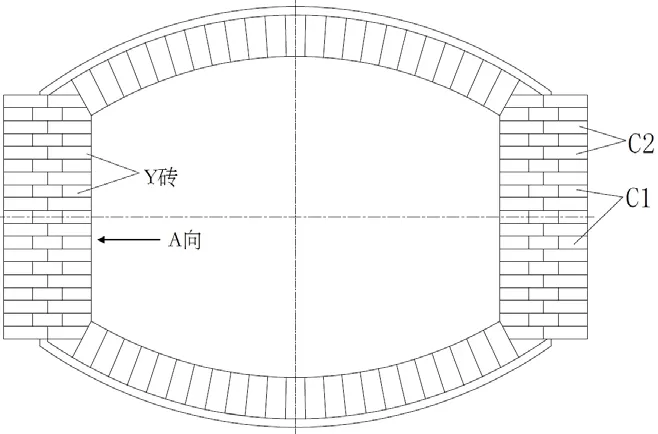
图4 改进的炉口砌筑内视图

图5 改进的侧炉口砌筑图(A向视图)
改用楔形砖砌筑侧炉口内圈后,清理炉口结渣过程中对图4、图5中的Y砖(C1、C2砖型)进行受力分析如图6所示。
根据图6受力分析示意图可知,Y砖(C1、C2砖型)为楔形砖,在服役过程中,虽然冷端及热端存在膨胀差,但膨胀后热端厚度仍然小于冷端,上下相邻的炉砖对其压力有将之向钢板方向推的力学分量,在进行炉口清理时,仅有炉口机冲击力F是将Y砖向炉内方向推的作用力,而上下相邻炉砖压力和静摩擦力在水平方向的力学分量均是该砖滑出的阻力,而且上下炉砖产生的压力和摩擦力还会随着冲击力F的增大而增大,所以Y砖不可能发生向外脱出的情况,即使该砖发生断裂,断裂部分仍然是热端尺寸小于冷端尺寸,炉子服役过程中,如果不是该砖被彻底粉碎,不会发生侧炉口炉砖向炉内方向脱出掉落的情况。

图6 Y砖(C1、C2)在受到炉口机冲击时受力分析示意图
侧炉口内圈的楔形砖与炉身砖错缝砌筑,形成整体,如图4所示,进一步提高侧炉口砖的稳固性。侧炉口掉砖问题得到解决,则可以为上下炉口砖提供稳定的压力,避免炉上下炉口砖发生掉落,从而实现转炉炉口整体结构的稳固性。
3 改进实施及效果验证
通过对新砌筑方式进行理论论证后,首先在1#转炉试用新砌筑方式。试用新砌筑方式后,炉口砖在服役后期仍然完好,未发生侧炉口砖脱落的情况,根据实验结果,将该砌筑方法推广到本厂的三台转炉,效果显著,改进后至今已超过半年,共进行6次炉窑小修,未发生过转炉炉口掉砖事故,平均小修炉寿达到155炉,较改造前提高约29%。
4 结论
使用楔形砖替代传统的使用直型砖进行转炉侧炉口内圈砌筑,并与侧面的炉身砖错缝压接,提高了炉口耐火内衬结构强度,该技术在本厂的应用解决了炉口易掉砖的问题,提高了转炉炉寿,产生较大的经济效益,值得推广应用。
