三门核电半速汽轮发电机氢油水系统的加工制造工艺
2014-10-25索春英祁明禄
索春英,祁明禄
三门核电半速汽轮发电机氢油水系统的加工制造工艺
索春英,祁明禄
(哈尔滨电机厂有限责任公司,哈尔滨 150040)
本文论述了三门核电半速汽轮发电机氢油水系统的加工制造工艺。介绍了核电产品与非核电产品的不同点以及在制造过程中的工艺路线、工艺方法、质量控制方案的确定,解决加工制造过程中遇到的难点问题,细化了核电生产过程的控制,并满足核电产品的要求。
核电;氢油水;半速;汽轮发电机;工艺
0 前言
核电是近几十年发展起来的一种新型能源,由于其耗费材料少、投资见效快、成本低,因而发展很快。发展我国核电的根本出路在于国产化,其中国产化的关键在于自主加工制造。
在转化AP1000核电技术的过程中,从材料采购、产品设计、工艺方案、加工制造、质量控制到管理流程等各方面,均制定了核电专用制度。在制造期间,发现并解决了众多问题,其中包括系统分装和总装中的大量焊接难题,经反复试验,制定了成熟的工艺改进方案,初步进行的总装性能试验结果显示,各项技术参数指标全部达到图纸要求。
密封油系统用于防止汽轮发电机内的氢气溢出,同时防止空气及湿气进入到发电机内部;供油压力高于发电机内部气体压力一个定值,连续监测发电机氢油压差并发出报警信号。发电机氢气和二氧化碳控制系统在发电机冲氢及补氢的过程中,保证使用二氧化碳作为中间置换介质时整个机组的安全性,维持发电机内部的氢气压力额定值,便于运行人员即时监测发电机运行状态下的气体压力及纯度;定子冷却水系统应用于冷却大型汽轮发电机定子线圈,本系统及其部件和报警装置能够保证发电机的安全运行,内部加压防止氢气形成气体混合物。
根据三菱电机的设计要求,结合我国加工制造业的实际生产状况,按照核电标准的要求,依据核文化的精神,根据实践经验,制定出可行的核电辅机产品加工制造方案。
1 核电氢油水系统的工艺要点及质量控制
三门核电汽轮发电机氢油水系统是采用AP1000技术,简单地说,要将管件、法兰和阀门等工件焊接在一起,组成分装配,再由不锈钢螺栓、螺母科学合理地将近百个分装配组合在一起,形成安全可靠、方便操作、灵敏度高的控制系统。
1.1 工艺要点
为保证三门核电氢油水系统在各个环节的高质量,首先从工艺技术角度,分析了产品的设计图纸,并实行了工艺会签制度。在相关部门的配合下,对其质量计划进行工艺评审,明确了产品的工艺流程(见图1),便于检查、监督生产过程。
1.2 质量控制
在产品加工制造过程中,任何零部件的转序卡,都清晰地记录了操作者、操作时间、质检员、检查信息等内容,使所用零部件从材料来源、加工制造到包装发货的所有环节都具有可追溯性。做到“凡事有人负责,凡事有人监督、凡事有章可循,凡事有据可查。”严格遵照核电质保体系,保证氢油水产品中所有零部件的质量。

图1 三门核电氢油水产品的工艺流程图
2 核电氢油水系统的工艺方法
首台核电汽轮发电机氢油水系统的结构由三菱电机设计,产品的结构比非核电产品复杂,精度要求高,哈电集团负责加工制造,由于三菱电机与哈电的工艺方法、工艺流程及管理方式均有差异,所以给产品的加工制造方面带来很多麻烦。
2.1 工艺流程的改进
非核电管件的加工流程1:金工工段投图给材料组→锯床下料→检查员检查→车床加工管件坡口→检查员检查、开合格证→库房保管→装配工段领料、装焊;
核电产品的加工流程2:材料组根据零件表的材料总量提交给装配工段,由装配工段下料、加工坡口、装焊。
根据上述流程的比较,很明显地看出,流程1涉及的部门多,程序繁琐,浪费了大量的人力。经反复的试验,加工刀具、夹具等工具,以实现流程2的工艺流程。流程2简单明了,节省人力、物力,大大地提高了工作效率,缩短生产周期,减少了废品率的产生,满足核电生产要求。
2.2 零部件的追溯实现
为加强核电产品质量管理,使核电产品在生产全过程中得到有效的追溯。考虑到此产品的焊接部件很多,分装配的结构样式多种多样、大小不一,特使用专门设备在金属材料上“雕刻”标识。使用核电专用激光打标机在法兰端面作永久标识(见图2),再将标识法兰与管件焊接成分装配,致使氢油水系统的所有分装配均有标识,任意管路通过查找其编号的零件表、工序工时表、转序卡、焊接施工记录卡等信息,便能清晰地了解到工件从设计到出厂发货的所用过程资料,满足核电质保体系的要求。

图2 标识法兰
2.3 管路的焊接
非核电产品的法兰凸台作为密封面(见图3),核电产品的整个法兰平面均作为密封面(见图4),如下列对比图,在与管路焊接后,整个法兰平面的平面度要求在0.50mm以内,这给焊接工作带来很大困难,直径越大的法兰,平面度变形量越难控制。

图3 非核电密封方式
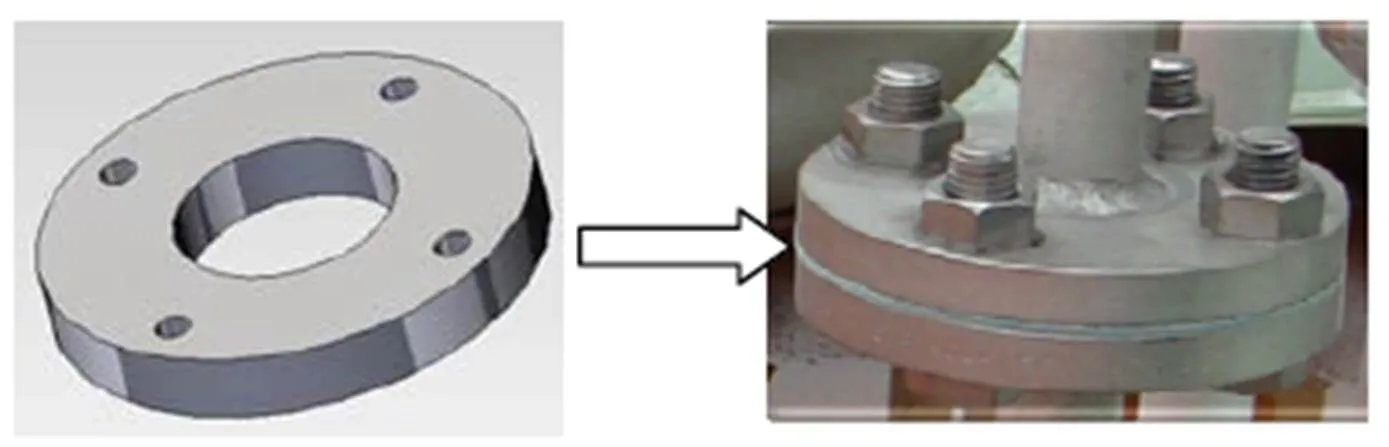
图4 核电密封方式
严格控制焊接变形量是产品实现的重点。经反复试验,采用工具上、下压板的焊接方式(见图5)将工件固定夹紧,按对称顺序进行焊接,可以将外径300mm的法兰的平面度变形量控制在0.30mm以内,均已满足核电要求,如图5所示,用刀口尺测量法兰的平面度。
通过反复的焊接试验,验证此焊接方法的可行性,并编制成工艺文件,以指导、监督、规范生产制造过程,还为今后氢油水产品的工艺准备、工艺服务、工艺培训的标准化、系统化、规范化树立了典范[1]。

图5 焊接工具图

图6 法兰平面度的测量
2.4 装配原则
管路装配过程中要遵循从下到上、从主体到分支的原则;管路联接件要用水平尺、直角尺进行找正、点焊,再将焊接工件移到焊接平台进行满焊,在焊接过程中要注意焊接变形量的控制,以保证分装配的图纸尺寸要求;保证管路之间横平竖直,一步一步地进行;管路悬空过长部位尤其各种阀体等大部件处悬空时,要随时增加支撑、支架牢固。
2.5 紧固件的把合
螺纹连接是机械连接中最常用、最简单、最有效的连接形式之一。在核电产品中使用不锈钢紧固件,代替了非核电产品中的碳钢紧固件。由于不锈钢材料具有延展性,与碳钢有本质的差别,在使用前保证螺纹表面清洁,并在表面涂润滑剂(如黄油、40号机油)。使用力矩扳手,垂直于螺纹的轴线进行旋合。避免高温状态下使用,使用时不要快速旋转,避免温度急速上升而导致锁死(如使用电动扳手等),以避免使用不当导致螺栓与螺母配合后无法旋开,“锁死”现象的发生。
3 结论
通过三门1号机组氢油水产品加工制造工艺的摸索、改进和完善,制定的工艺方案、工艺路线、工艺文件不仅可以指导一线操作者加工制造,也是生产管理、检验人员在生产过程中监督、检查的通用标准,也是确保产品保证质量、按期完成的重要保障[2],为后续的核电项目的顺利生产打下坚实的基础。
[1] 高松, 刘湘玲. 岭澳二期核电发电机氢油水控制设备制造工艺[J]. 东方电机, 2009(6).
[2] 王泰琅. 600MW汽轮发电机氢油水设备制造工艺[J]. 东方电机, 1998(2).
Manufacturing Technology of Hydrogen-oil-water System in Sanmen Nuclear Half-speed Turbine Generator
SUO Chunying, QI Minglu
(Harbin Electric Machinery Co., Ltd., Harbin 150040, China)
This paper discusses the manufacturingtechnology of hydrogen-oil-water system in Sanmen nuclearhalf-speedturbine generator, introducing the difference between nuclear with non-nuclear product and the determination of technological process, technological method and quality control project, and solvedifficult problemsinthemanufacturingprocess, refining nuclear powerproduct controlprocessandmeetingtherequirementsofthenuclear power products.
nuclear power; hydrogen-oil-water; half-speed; turbine generator; technology
TM311
A
1000-3983(2014)05-0055-03
2013-10-26
索春英(1980-),毕业于哈尔滨理工大学机械设计制造及其自动化专业,从事产品工艺工作,工程师。

审稿人:孙俊波
