向家坝水电站水轮发电机定子扇形片冲制工艺
2014-10-25由卉
由 卉
向家坝水电站水轮发电机定子扇形片冲制工艺
由 卉
(水力发电设备国家重点实验室,哈尔滨 150040)
金沙江向家坝水电站左岸坝后厂房水轮发电机是哈尔滨电机厂有限责任公司设计制造的单机容量较大的水轮发电机,设计单机额定功率为800MW。本文主要介绍了向家坝水轮发电机定子扇形片的尺寸结构特点及冲制工艺,对影响冲片质量的关键因素做了分析,简述了冲制各种定子扇形片的设备的选择和定子扇形片复式冲裁模结构特点。
定子扇形片;冲裁力;冲床;冲模间隙
0 前言
金沙江向家坝水电站左岸坝后厂房水轮发电机是哈尔滨电机厂有限责任公司设计制造的单机容量较大的水轮发电机,设计单机额定功率为800MW,公司承担4台发电机的设计制造,定子铁心装配是发电机的重要组成部分,冲片的制造质量直接影响定子铁心的叠片装配质量,进而影响发电机寿命、性能及运行可靠性。向家坝水轮发电机对定子冲片的质量要求非常高,冲片槽形结构尺寸特殊,造成冲片冲制困难。本文主要介绍了向家坝水轮发电机定子扇形片的冲制工艺。
1 定子扇形片冲制工艺
1.1 定子扇形片的尺寸结构特点
向家坝发电机定子扇形片的材料为:50H250无取向涂漆硅钢片,冲片外弦长mm,轭高mm,鸽尾槽中心距305.17±0.05mm,冲片尺寸精度要求高,整个扇形片面积允许毛刺高度10μm,基本冲片结构尺寸见图1,槽形结构尺寸特殊,下线槽口局部图见图2,基本冲片数量:370 890片/台机,要达到冲片尺寸精度要求,对冲模精度要求非常高,而且要求冲模寿命可以冲制4台机冲片,冲模制造难度大,另一方面,定子扇形片端片、测温片种类多、数量多,见表1,冲制工艺比较复杂。为此,我们采取了一些先进、经济的工艺方法。

图1 定子扇形片基本冲片
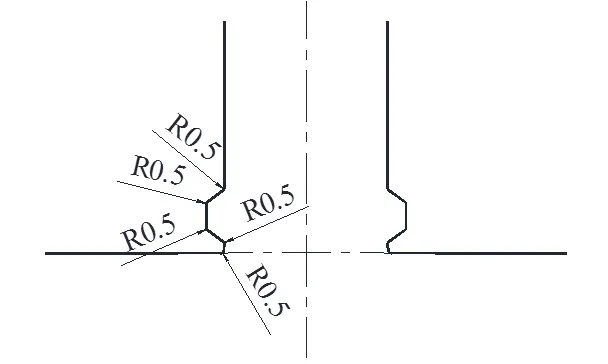
图2 下线槽口局部图
1.2 定子铁心基本冲片的冲制
1.2.1 冲压设备的选择及冲片冲制工艺过程
定子铁心基本冲片材料,无取向涂漆硅钢片50H250抗拉强度Rm≥450N/mm2,伸长率A%≥10[1],平刃冲模冲裁力按下式计算[2]:
=(1)
式中:—冲裁力(N);—冲裁周边长度(mm);—材料厚度(mm);—材料抗剪强度(N/mm2);—系数。
根据经验一般取系数=1.3,计算冲片的所有冲裁周边长度L≈8 572.437mm,材料厚度=0.5mm,可取材料抗剪强度等于该材料抗拉强度m的80%,即取=80%m,估算=450N/mm2,代人计算公式(1)中计算得:P≈250.7438t,考虑到通风片的材料为硅钢片65W600,尺寸同基本冲片,同理计算通风片冲裁力≈325.9669t。
根据扇形片尺寸和冲裁力,选择德国WENIGARTEN公司制造的500t全自动冲床冲制基本冲片。材料采用1 000mm宽50H250硅钢片卷料,卷料由送料机构自动送入冲床,送料方向为顺冲片槽中心线方向,与硅钢片轧制方向相同,每次送料长度500mm,送料机构送料精度0.10mm,冲制后冲片含入上模,随上模和滑块上升,滑块上升至上死点时,液压打料装置将冲片打落在一个伸入上、下模间的机械手上,随着滑块下落,机械手同步退出冲模,将冲片传送至磁性传送带下方,磁性传送带靠磁力将冲片吸附在传送带上,传送到指定的位置时断磁,将冲片整齐地码放在料托上,完成一张冲片的冲制。冲床装有自动计数器,可累计冲片数量,当达到每台发电机需要的冲片总数量时,冲床自动停车,也可设置冲片数值,冲制到设置数值后,冲床自动停车。设备生产效率可达到每分钟35片。

表1 定子扇形片
1.2.2 复式冲裁模结构特点
冲模采用复式冲裁模结构,进出料方式、压料与卸料方式根据500t全自动冲床冲制工艺而定,硅钢片卷料送进导向方式采用活动导销式,以料边定位,保证卷料正确的送进方向和相对于凸、凹模处于正确的位置,全自动送料,顶杆刮板打料机构将扇形片推出上模(凹模),弹簧托板卸料结构,冲模靠工艺定位销定位安装在冲床工作台面上,保证冲模压力中心正对冲床压力中心,冲模采用滚动式的导柱、导套装置导向,保证冲模精度。
向家坝水轮发电机定子扇形片的整个面积允许毛刺高度10μm,表面平整,不允许有翘曲等缺陷,而且各种冲片总数量达到386 500片/台机,为冲模设计和制造增加了难度。冲片的质量主要是通过断面光亮带大小、塌角、毛刺以及翘曲等来判断的,复式冲裁模凸模和凹模的间隙,对冲片断面质量有极重要的影响,增大光亮带,减小塌角、毛刺和翘曲的主要措施是尽可能采用合理间隙的下限值,以推迟剪裂纹的产生,减小材料的拉应力和弯曲力矩,增强静水压效果。此外,冲裁间隙还影响模具寿命、卸料力、推件力、冲裁力和冲片的尺寸精度。
合理单边间隙的数值一般按经验公式计算[2]:
=(2)
式中:—单边间隙(mm);—材料厚度(mm);—系数。
系数与材料性能及厚度有关,对于塑性较好薄钢板,=6~9%,冲片材料为无取向涂漆硅钢片50H250,=0.5mm,根据前述分析,取=6%,计算单边间隙=0.03mm。
扇形片外形轮廓落料先计算上模(凹模)尺寸公差,上模(凹模)公差取冲片公差的1/2,下模(凸模)根据上模实际尺寸加减冲裁间隙配制;冲32孔时先计算凸模尺寸公差,凸模公差取冲片公差的1/2,凹模根据凸模实际尺寸加冲裁间隙配制。模块材料选用合金工具钢C12MoV,模块采用慢走丝线切割机加工,加工精度达0.005mm,设计模具外弦长mm,冲片轭高mm,鸽尾槽中心距305.172±0.02mm,满足冲片尺寸精度要求。
一般的定子扇形片下线槽与冲片内径相交处无圆角,槽底也无圆角,模块分割比较容易,可以设计成简单的槽冲头、槽底半径模块和冲片内径模块,模块加工装配相对比较容易。向家坝定子扇形片下线槽口(图1中A处)及槽底设计为圆角0.5mm,如图2,给模具设计及模块加工带来较大困难,为了加工0.5mm,将与0.5mm圆角相连的内径圆弧和槽侧边及0.5mm圆弧设计在一个模块上,每个齿的凸模模块需要分为两个模块,分别冲制齿尖部分和齿根部分,模块数量增多加大了模具装配难度,模块采用慢走丝线切割机加工模块,模块和模座的加工精度满足了模具装配要求,并满足了图纸要求的0.5mm圆角尺寸。
1.3 定子扇形片端片、通风片、测温片及补偿片的冲制工艺
1.3.1 定子扇形片端片
向家坝水轮发电机定子扇形片端片共有6种,每种端片的数量均为1 400片/台机,6种端片数量合计8400片/台机,端片的尺寸基本上与基本冲片尺寸相同,不同之处是,内半径尺寸和在每个齿中心线位置增加了小槽,6种端片内半径为R9 709mm~R9 730mm,相邻尺寸的端片内半径相差4mm~5mm,见表1。鉴于端片与基本冲片差异很小,每种冲片数量又相对不多,不考虑采用复式落料模冲制。端片的冲制分3步,第1序,落料,用基本冲片冲模冲制,第2序,冲制内半径尺寸,第3序,在每个齿中心线位置冲小槽,以内半径为9717mm端片为例,冲制工序示意图见图3。
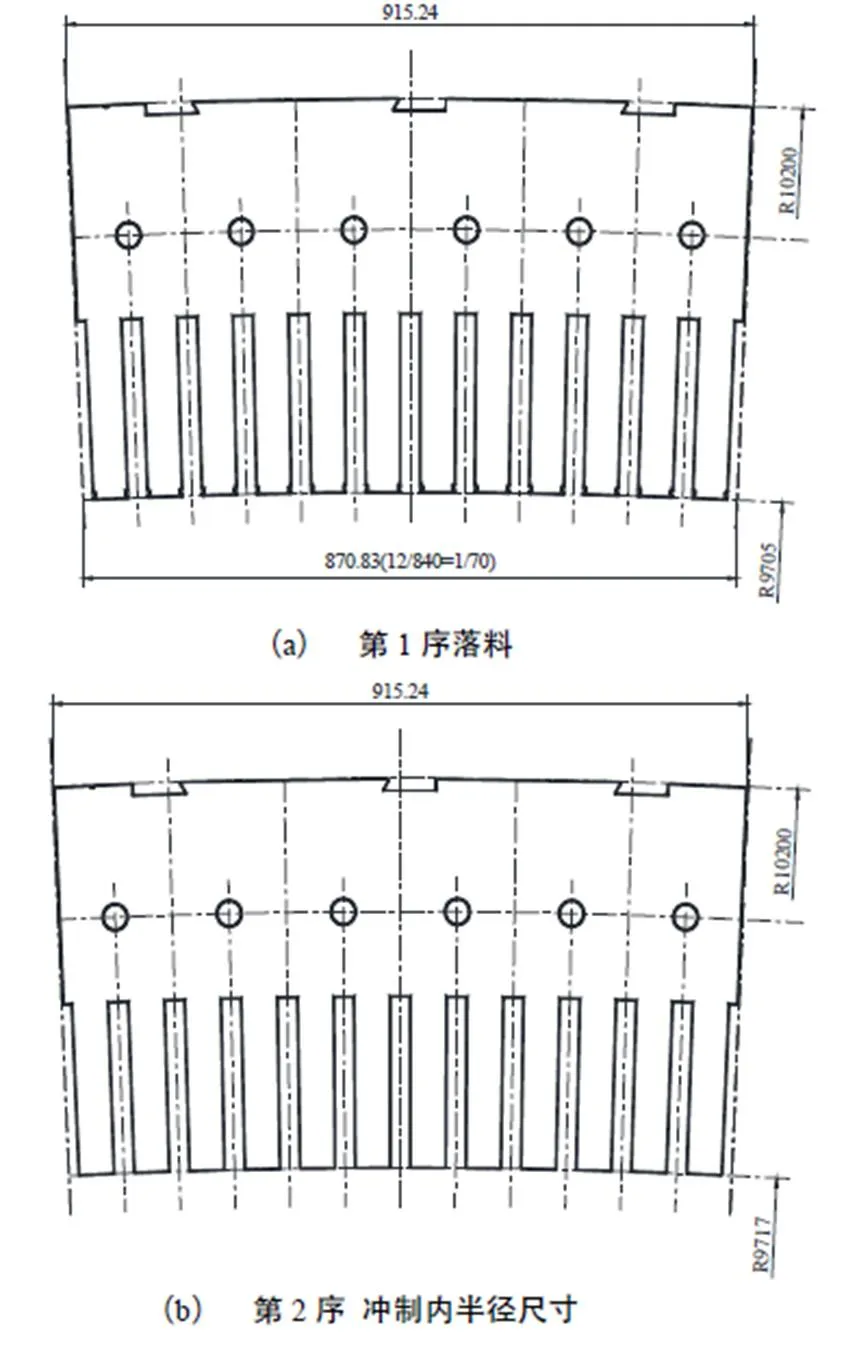
设计制造圆弧切边模在200t冲床冲制内半径,如果按每种端片内半径尺寸各制造一套切圆弧冲模,需要制造6套冲模,显然是不经济的,考虑到4mm~5mm相对于冲片内半径9 709mm非常小,工艺上采取措施,按端片内半径中间尺寸9 717mm设计一套切圆弧冲模,冲片的定位方式采用定位销,以冲出的扇形片的2个32孔定位切圆弧,定位设计为可调节结构,沿着半径方向可调节切圆弧半径刃口至定位孔中心距离,从而近似地冲制出其他5种端片内半径,叠片后形成的多边形近似圆形,既满足了产品质量要求,又节约了冲模费用。
冲制齿中心线小槽选用16t三坐标数控冲槽机,横纵坐标定位精度0.03mm,分度精度10″,以2个32孔定位单冲槽,定位销为气动胀销,与冲片紧密配合,定位准确,保证小槽位置和尺寸精度。三峡水轮发电机定子扇形片冲小槽采用的是在63t开式冲床单冲槽工艺,相比之下,向家坝冲小槽工艺定位更准确,自动化程度高,生产效率提高。
1.3.2 定子扇形通风片
通风片尺寸除了槽形尺寸外与基本冲片尺寸相同,材料为硅钢片65W600,数量4 830片/台机。通风片冲制分2道工序,第1序,采用基本冲片冲模冲制扇形片,第2序,扩槽形。设计制造一套扩槽模,按公式(1)计算冲制所有12个槽冲裁力约为222.6744t,选择在400t冲床扩槽,冲片定位方式采用定位销结构,冲出的扇形片以冲片上的2个32孔定位,一次冲制完成全部槽形的加工。
1.3.3 定子扇形测温片
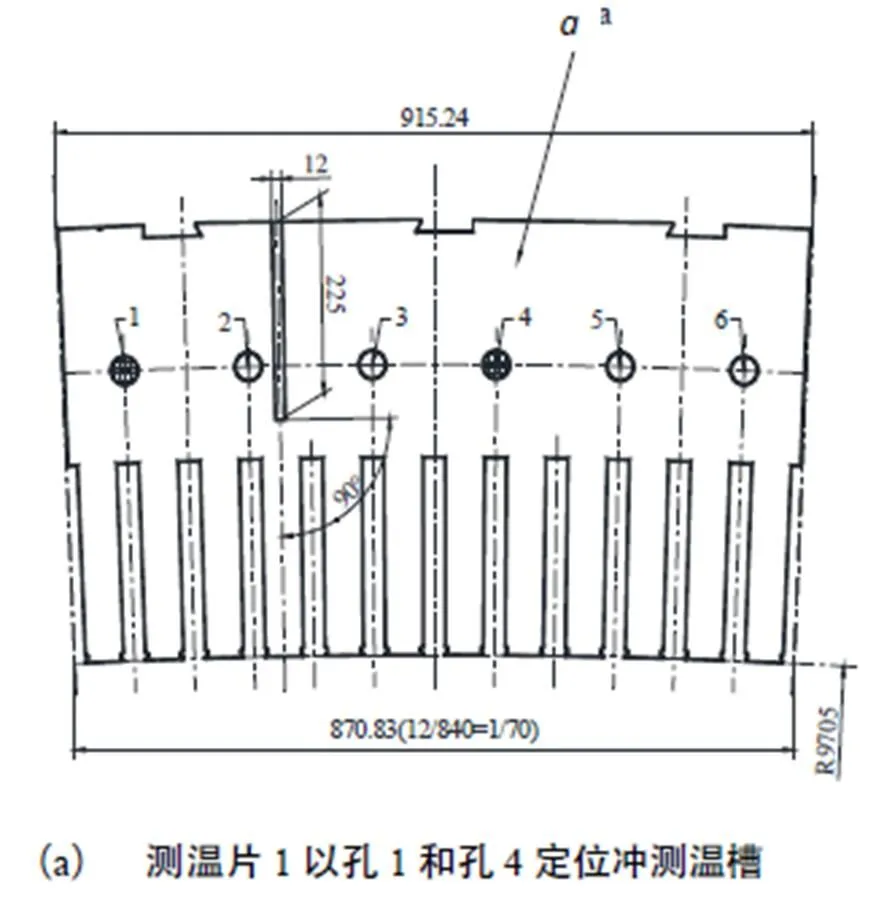
测温片在基本冲片上增加了轭部测温槽,共有3种,尺寸见图4,每种测温片上仅在图示位置冲一个测温元件用槽,每种测温片数量210片/台机。冲制基本冲片后,设计制造一套冲轭部测温槽模,以基本冲片上的2个32孔定位,在63t开式冲床冲制测温槽。冲制每种测温片的定位方式见图4。
1.3.4 定子扇形片补偿片
一类补偿片是在基本冲片轭部将冲片裁开,共4种补偿片,每种补偿片数量1 050片/台机,裁开位置见图5。为节约冲模费用,冲制基本冲片后,采用剪刃长度为1 000mm的剪床将基本冲片剪断,得到补偿片。另一类补偿片是尺寸同基本冲片,材料为0.5环氧玻璃布层压板HEC3240,数量700片/台机,采用基本冲片冲模冲制即可。
2 定子扇形片去毛刺
冲片毛刺是在冲片断裂分离阶段形成的,并残留在冲片断面边缘。毛刺较大容易引起发电机铁心的片间短路,增大铁心损耗和温升,还可能会引起铁心高度不规则。精确测量定子冲片毛刺高度以有效控制毛刺高度,对发电机来说非常重要,采用光学毛刺测量仪测量毛刺高度,测量精度0.01mm。
向家坝定子扇形片复式冲裁模新模具使用期间,冲制后扇形片毛刺高度在30μm ~40μm之间,模具使用一段时间后,毛刺高度约在70μm ~100μm之间,冲片冲制中,需监测毛刺高度,当毛刺高度大于100μm时,冲模需要复口,以保持刃口锋利。图纸要求整个冲片面积允许毛刺高度10μm,因此,必须有效去除毛刺。
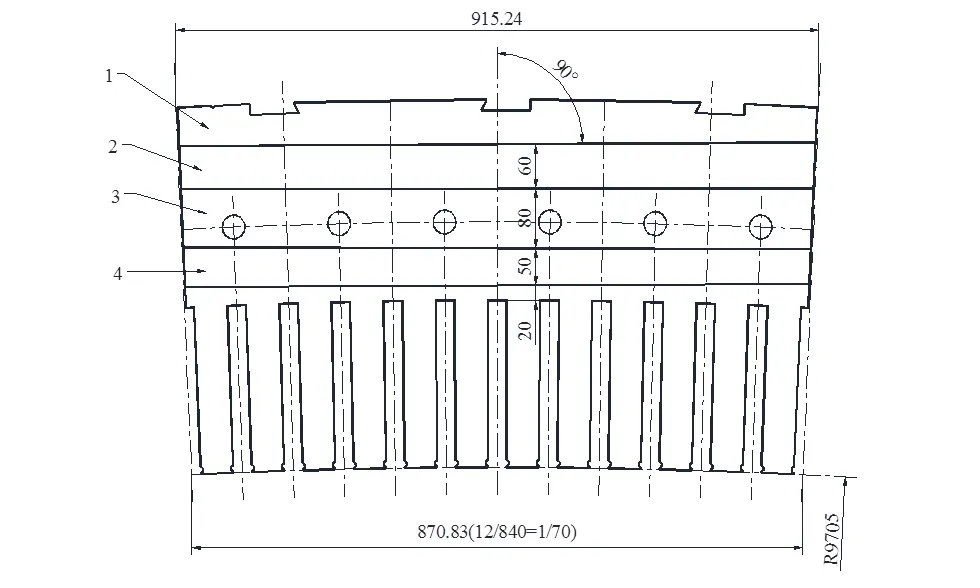
图5 定子扇形片补偿片
去毛刺采用荷兰引进的砂带去毛刺机,工作原理是:钢轴外挂20mm厚软橡胶的工作辊、砂带相对运动将毛刺打磨掉,橡胶上刻有10mm深、8mm宽的螺纹型槽,此槽的作用在于打掉垂直于冲片表面的毛刺,冷却砂带和胶辊。调整砂带与胶辊间的间隙,将冲片有毛刺的一面与砂带相对,放置冲片,送入去毛刺机工作辊和砂带之间进行去毛刺,由于胶辊较软,弹性好,所以去毛刺后,可将冲片上的毛刺打掉,满足冲片毛刺要求,同时,砂带对冲片基本无划伤,冲片表面质量好。
3 定子扇形片的绝缘
向家坝定子扇形片去毛刺后,冲片两面涂环氧聚酯酚醛半无机硅钢片绝缘漆HEC57701,双面漆膜厚度为15μm~20μm,在电热涂漆生产线上涂两遍漆。
4 结语
哈电生产的向家坝发电机定子扇形片首片检查和叠片检查均得到用户的认可,冲片尺寸及表面质量满足设计要求及定子铁心叠片装配要求。向家坝水轮发电机组是哈电继生产三峡水轮发电机组后设计制造的更大型水轮发电机组,相比三峡冲片冲制工艺,向家坝定子冲片冲制工艺有了新的改进,向家坝定子扇形片的成功冲制,是对改进新工艺的验证,对今后百万水电机组冲片的生产有着极其重要的意义。
[1] GB/T2521-2008. 冷轧取向和无取向电工钢带(片)[S]. 北京: 中国标准出版社, 2008.
[2] 李硕本. 冲压工艺学[M]. 北京: 机械工业出版社, 1984.
Punching Technology of Stator Flabellate Sheet for Hydraulic Generator of Xiangjiaba Hydroelectric Station
YOU Hui
(State Key Laboratory of Hydro-power Equipment, Harbin 150040, China)
Rated power of single hydraulic generator of Xiangjiaba hydroelectric power station at dam toe on left bank of Jinshajiang river is 800MW. The unit capacity is the larger one of the hydro-generators designed and manufactured in Harbin Electric Machinery Company Limited. Dimension design feature and punching technology of stator flabellate sheet for hydraulic generator of Xiangjiaba hydroelectric station are principally introduced in this paper, including influencing punching sheet quality factors analysis, choice of punching machine of all kinds of stator sheets and design feature of stator flabellate sheet compound blanking die.
stator segement sheet; punching strength; punching machine; die clearance
TM312
A
1000-3983(2014)05-0023-05
2013-07-26
由卉(1968-),1990年7月毕业于东北重型机械学院锻压工艺及设备专业,长期从事水轮发电机工艺工作,高级工程师。
审稿人:张行明
