型钢混凝土梁柱节点钢筋与钢构件连接施工及质量控制
2014-10-21李志明
李志明

摘 要:本文主要针对型钢混凝土梁柱节点钢筋与钢构件连接施工及质量控制展开了探讨,对型钢混凝土结构梁柱节点常见构造形式作了介绍,并系统阐述分析了钢构件与钢筋连接的施工技术,以期能为有关方面的需要提供有益的参考借鉴。
关键词:型钢混凝土;梁柱节点;钢构件连接施工
0 引言
型钢混凝土组合结构具有钢结构和混凝土结构的双重优点,在建筑工程中已广泛应用。但在型钢混凝土组合结构实际施工时,对梁柱节点域处的穿筋、连接、绑扎,各专业施工的衔接等方面都会产生问题。因此,需要相关的施工单位特别重视结构钢筋与钢构件连接的工作,以保障型钢混凝土结构的施工质量。
1 型钢混凝土结构梁柱节点常见构造形式
1.1 混凝土梁四根角筋贯通,其他钢筋弯锚,满足锚固长度。这种节点构造形式,钢柱加工难度低,现场钢筋穿孔少,施工便利(图1)。但是,弯锚钢筋在该区域密集分布,相互重叠,弯锚长度难以满足规范要求,且梁筋弯锚对结构受力影响大,影响结构抗震要求。
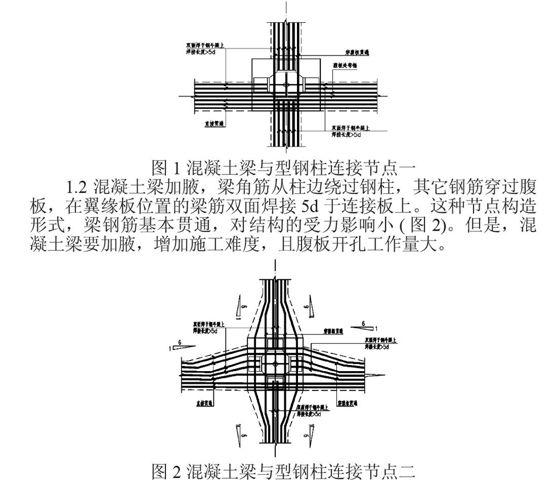
图1 混凝土梁与型钢柱连接节点一
1.2 混凝土梁加腋,梁角筋从柱边绕过钢柱,其它钢筋穿过腹板,在翼缘板位置的梁筋双面焊接5d于连接板上。这种节点构造形式,梁钢筋基本贯通,对结构的受力影响小(图2)。但是,混凝土梁要加腋,增加施工难度,且腹板开孔工作量大。
图2 混凝土梁与型钢柱连接节点二
为了解决型钢混凝土组合结构梁柱节点的施工难题,本文提出了型钢混凝土组合结构中钢构件与钢筋机械连接的施工技术,可避免了钢筋密集拥堵,绑扎困难的问题,并可改善节点受力性能和提高混凝土浇筑质量。
钢筋直螺纹机械连接技术是在热轧带肋钢筋的端部制作出直螺纹,利用带内螺纹的连接套筒对接钢筋,达到传递钢筋拉力和压力的一种钢筋机械连接技术。
2 钢筋与钢构件采用机械连接关键技术
2.1 型钢混凝土组合结构中钢构件与钢筋机械连接施工技术主要针对与钢构件连接的三种连接形式的钢筋进行机械连接分析,有效的解决了降低直螺纹连接的精度级别、钢筋焊接污染及质量难以控制问题。型钢混凝土组合结构中钢构件与钢筋机械连接形式还对钢构件复杂节点处,钢结构本身难以开设穿筋孔洞和无法加设钢筋焊接连接板部位做出最佳选择。
2.2 在钢筋连接施工中,钢构件与钢筋机械连接很好的利用了机械连接能超越钢筋本身材料强度的原理,有效的解决了普通连接视作结构薄弱环节的看法。降低了现场施工难度,提高了现场施工效率。
3 型钢混凝土梁柱节点钢筋与钢构件采用机械连接
3.1 工艺原理
(1)钢构件与钢筋采用套筒连接使连接节点能够达到等强,使钢构件与混凝土构件有效结合,共同分担结构荷载。
(2)钢筋与钢构件套筒连接,采用的是套筒在加工厂进行批量加工,检测合格出厂。在钢构件加工厂进行套筒焊接,保证焊接质量。在加工棚预制钢筋丝头,保证丝头质量的分步控制,再进行综合安装集中质量控制的组合施工工艺原理。
3.2 钢构和套筒的深化设计
型钢混凝土组合深化设计主要为定位梁、柱交接处各部分的位置关系,以及梁柱钢筋的位置,并设计梁柱钢筋穿过型钢或者与型钢相连接的相关构造,使现场梁柱的型钢、钢筋实际施工满足设计和规范规定。
施工前施工单位项目部专业技术人员完成梁柱节点施工图深化设计,经设计院确认后,再由施工单位专业工种进行焊接、安装施工。
(1)由有设计经验的技术人员对钢构梁柱节点区域进行三维建模,三维结构图需给定钢构件的全部几何尺寸、坐标位置、构件截面及相互间的位置关系。
(2)根据结构施工图,对梁柱内的钢筋进行深化,由钢筋的大小、型号、位置来确定钢筋套筒在钢构件上的型号及位置关系,确保钢筋安装时不出现位置重叠造成无法安装的现象。
3.3 套筒加工
(1)焊接于钢构件上的套筒采用可焊性能好钢材,通常选用Q345B钢材为套筒母材,梁跨度大于9m时,梁纵向受力钢筋互相连接的套筒采用加长套筒(标准套筒长度+10mm),降低钢筋连接处施工误差。
(2)采用车削方式在车床或专用车管机上对套筒一端加工成坡口,坡口形式为半“Y”字型坡口,坡口端与钢构焊接,保证焊缝的饱满度。
3.4 套筒与钢构焊接
(1)套筒焊接前,首先鉴定焊接套筒材质是否为可焊性能较好的Q345B钢材,同时编制《钢骨柱与钢筋连接器焊接工艺检测方案》。
(2)根据钢构件及钢筋套筒的深化结果,在焊接现场对焊接位置与深化图套筒位置进行复查,确保套筒和钢构进行焊接时,大小、型号、位置一一对应(图4)。
(3)套筒與钢构件进行焊接前必需按要求进行坡口切割,禁止使用未切割坡口的套筒进行焊接,以保证套筒焊接质量。
3.5 钢筋下料、车丝
(1)钢筋切割不能采用气割,同时为保证钢筋端头平直不出现尖角,现场钢筋切割采用台式砂轮切割机进行切割。
(2)钢筋下料时需考虑钢筋连接接头是墩粗还是滚扎形式,钢筋套丝加工后,钢筋长度满足理论下料长度,其误差范围±5mm。
(3)钢筋在进行套丝加工时,首先必须先确认其丝口形式与焊接于钢构件上套筒形式一致。其次保证螺纹饱满,断牙数满足套筒连接规范要求,并适当增设与钢构件套筒连接头丝口数。
4 质量保证措施
4.1 机械连接接头加工时其材质应满足钢筋机械连接规范及直螺纹套筒设计要求,满足套筒壁厚、套筒长度、整丝圈数的最低要求。
4.2 机械连接接头焊接前应对套筒进行坡口检查,其坡口大小要满足焊角设计对其最小要求,见(表1)。
表1 钢筋连接器(Q345直螺纹套筒)焊接要求
4.3 工厂加工的套筒应进行接头的型式检验,抗拉强度和变形性能应满足规范要求。
4.4 钢筋安装完成后,钢筋与钢筋应互相顶紧,非长丝接头端不可露出1牙以上完整丝。钢筋与钢构件连接处,钢筋至少拧入标准套筒半个套筒长度。
4.5 钢筋安装若出现钢筋丝头过大,则需对丝头重新加工,而不可强行拧入,造成套筒丝口破坏。
5 结语
综上所述,型钢混凝土组合结构在如今的建筑工程中有着广泛的应用,但是在实际的工程中,仍然存在着一定的问题。因此,为了保障工程的施工质量,施工过程中需要严格执行与控制,以提升型钢混凝土结构梁柱连接的工程质量。
参考文献
[1]洪金彪、赵林、卢丹.型钢与钢筋混凝土连接方式的探讨[J].低温建筑技术.2011(01).
[2]吴晨.浅谈型钢混凝土组合结构梁、柱钢筋绑扎施工方法[J].建设科技.2014(11).
