汽车前桥转向系统横拉杆缩口模具设计及改进
2014-10-12江苏省宿迁市方圆机械有限公司223800
江苏省宿迁市方圆机械有限公司 (223800) 苗 进
宿迁学院 (江苏 223800) 翟崇琳
汽车前桥转向系统经常会用到横拉杆零件,横拉杆的材料以无缝钢管为主,两端通过缩口然后加工内螺纹与拉杆接头联接。这种零件的缩口工艺很重要,缩口的质量直接影响到横拉杆与两端拉杆接头螺纹联接的紧固性,而缩口的质量由模具来保证,以本公司生产的一种横拉杆为例,主要探讨横拉杆缩口模具的设计及改进,仅供参考,其他机加工不作讨论,产品如图1所示。横拉杆的毛坯尺寸为外径48 mm、内径38 mm、长度970 mm,材料为Q345D无缝钢管。
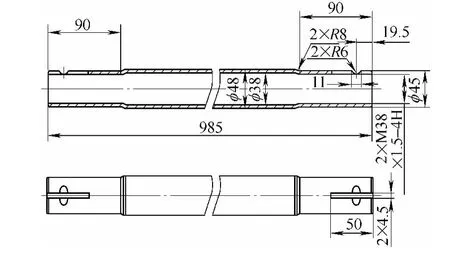
图1
1.原缩口模具结构及缺点
原缩口模具结构较为简易,模具材料选用Cr12,如图2所示,此模具安装在平锻机床上,工作过程:上、下模先闭合,毛坯从右端由液压缸活塞杆顶入模具,通过限位,挤压出满足图样的缩口长度,退回活塞杆,上模抬起,取出工件。
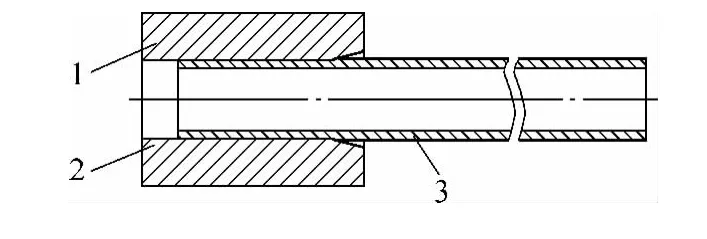
图2
这种模具在使用初期,生产出的产品也能满足图样尺寸,但是这种模具型腔工作部分长度必须大于或等于缩口部分的长度,其工作方式使工件和模具形成的摩擦主要是滑动摩擦,摩擦力比较大,工件表面有拉伤现象,随着热量的快速上升,模具型腔的磨损也在增速,而且模具型腔工作部分磨损从左向右成递增趋势,在加工800件左右的时候,横拉杆缩口部分就出现1°~1.5°的锥度,所以在后道工序螺纹加工中就出现问题,无法满足内螺纹M38×1.5-4H,有效长度90 mm的要求,紧固性得不到保证,缩口模具报废。这种模具寿命比较短,需要经常更换,随着量的提升,客户投诉也在增加,都是横拉杆与拉杆接头螺纹配合处松脱。这种模具已不能满足生产要求,需要设计一种模具寿命长、缩口锥度小的模具。
2.改进后旋压缩口模具结构及特点
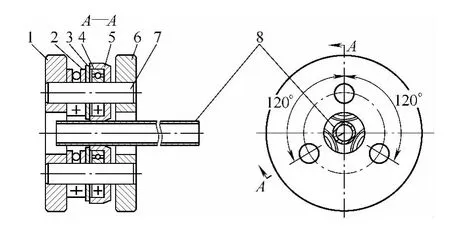
图3
改进后的模具结构如图3所示,共使用3根固定柱,在左、右固定板上均布,两端与左、右固定板过盈配合,每根固定柱上都有1个旋轮、1个深沟球轴承、1个垫板和1个推力球轴承,旋轮和深沟球轴承过盈配合,深沟球轴承再与固定柱过盈配合,推力球轴承左边部分和固定柱过盈配合,推力球轴承和旋轮之间用垫板隔开,防止推力球轴承和深沟球轴承转动时发生干涉,这样旋轮在承受径向压力和轴向压力的时候仍然能够转动。
该模具不需安装在专用压力机上,公司对旧车床进行改装,将模具装夹在车床卡盘上并能随卡盘旋转,将工件用夹具安装在刀架上 (见图4),工作的时候,模具随卡盘正转,车床的横向自动走刀系统将工件从右固定板端送入模具,当工件接触旋轮并继续推进时,旋轮随深沟球轴承和推力球轴承转动,在工件表面滚动挤压,挤压长度通过限位来控制,获得满足图样尺寸的产品。

图4
该模具与改进前模具对比有其显著特点:
(1)模具与工件的主要摩擦由滑动摩擦转为滚动摩擦,摩擦力较小,发热量也较少,因此模具磨损较小,工件表面也无拉伤现象。
(2)模具工作部分长度缩短,有效地减少了锥度产生的可能性。
(3)由于摩擦力减小和锥度产生的可能性减少,模具寿命大大提高,加工5000件时才需更换旋轮。
3.旋轮及旋轮架设计
改进后模具中的旋轮为主要工作零件,选用Cr12材料,热处理硬度至55~60 HRC,与改进前模具结构中型腔的热处理方法相同,其结构和形状如图5所示,旋轮共有3个,均布在旋轮架上,旋轮架由左、右固定板和3根固定柱组成,旋轮架的设计要满足3个旋轮中间相切的圆与要缩口部分工件的外圆尺寸相同。
4.旋压缩口中工艺参数
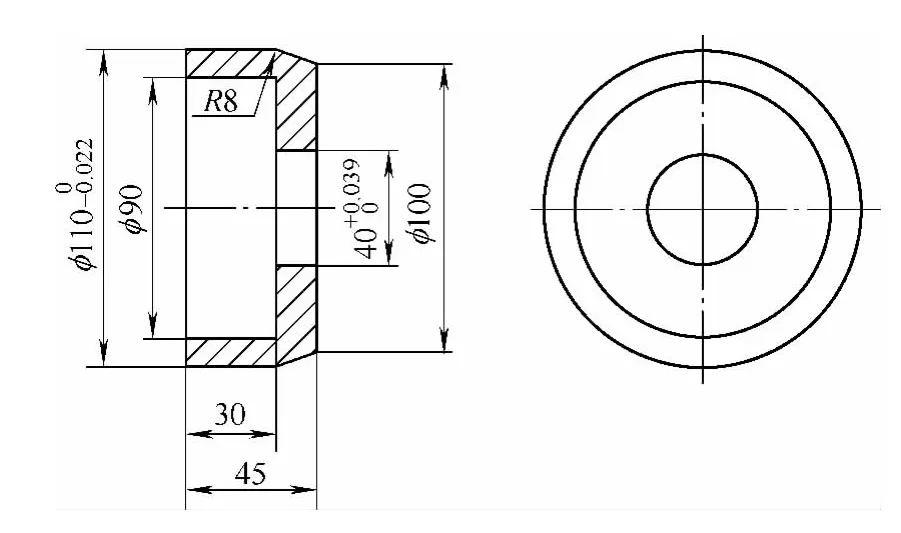
图5
旋轮架的转速与车床主轴相同,车床主轴的转速设定192 r/min,进给量设定0.5 mm/r。为了保证缩口的表面质量和加工速度,车床的主轴转速不宜过低,在车床允许的情况下,主轴转速可适当提高,进给量也可适量增加。
5.结语
改进后的模具其结构、工艺性能、精度及寿命已在生产中通过验证,能够满足生产需求。
