2219铝合金搅拌摩擦焊接头的裂纹扩展行为
2014-09-27段小雪田志杰杜岩峰张彦华
段小雪,田志杰,杜岩峰,张彦华
(1.北京航空航天大学机械工程及自动化学院,北京 100191;2.首都航天机械公司,北京 100076)
0 引言
2219铝合金具有比强度高、低温和高温力学性能优良、断裂韧度高以及抗应力腐蚀性能优越等特点,是制造运载火箭和航天飞机贮箱的理想材料之一。之前主要采用钨极气体保护焊、熔化极气体保护焊、电子束焊和变极性等离子体焊等熔焊方法对2219铝合金进行连接[1-2],但熔焊的接头强度仅为母材的50%~70%,且接头中易产生气孔和热裂纹等缺陷。
搅拌摩擦焊接作为一种新的焊接方法,以固相连接的特点在铝合金焊接方面优势明显[3-8]。目前对铝合金搅拌摩擦焊的研究多集中在接头的组织和力学性能方面,而有关接头中裂纹扩展问题的研究报道却很少。搅拌摩擦焊接过程中,焊缝区经历了高速率粘性流动迁移和剧烈的塑性变形,由此导致搅拌摩擦焊接头的组织和力学性能具有较大的不均匀性,这必然会对裂纹扩展行为产生影响。因此,研究搅拌摩擦焊接头中裂纹的扩展规律对焊接结构的断裂控制设计具有重要意义。作者根据实际应用的需要,重点研究了2219铝合金搅拌摩擦焊接头各区域的裂纹扩展抗力和裂纹扩展路径,并分析了搅拌摩擦焊接头组织和力学性能不均匀性对裂纹扩展的影响。
1 试样制备与试验方法
试验用材料为300 mm×150 mm×6 mm的2219-T6铝合金,其屈服强度、抗拉强度及伸长率分别为369 MPa,445 MPa和14.3%,名义化学成分如表1所示。

表1 2219铝合金的名义化学成分(质量分数)Tab.1 Nom inal chem ical composition of 2219 alum inium alloy(mass) %
焊接试验在自行改造的搅拌摩擦焊设备上进行,采用螺距为1 mm、轴肩直径为24 mm、内凹角度为7°、探针长度5.8 mm、锥度为 20°、根部直径为 6 mm的带螺纹焊针。焊接过程中搅拌头的旋转速度为800 r·min-1,行进速度为220 mm·min-1,搅拌头倾角为 2°。
焊接后制取焊接接头金相试样,用混合酸(1 mL HF+1.5 mL HCl+2.5 mL HNO3+95 mL H2O)溶液对抛光后的试样进行腐蚀,在光学显微镜下观察搅拌摩擦焊接头横截面的显微组织。
按照GB/T 228-2002《金属材料室温拉伸试验方法》在Instron-1186型电子万能试验机上对纵向焊缝试样、横向接头试样以及母材进行拉伸试验,其中纵向焊缝试样在宽度为6 mm的纯焊核区取样。
裂纹扩展试样采用紧凑拉伸型,取样位置如图1所示。试样厚度为5 mm,宽度为76 mm,长度为80 mm。预制裂纹分别位于焊缝中心、前进侧和回退侧的热机影响区(TMAZ)以及母材上。裂纹延性扩展试验在MTS 810-50型液压伺服疲劳试验机上进行,仪器自动记录载荷P和裂纹张开位移V的关系曲线。
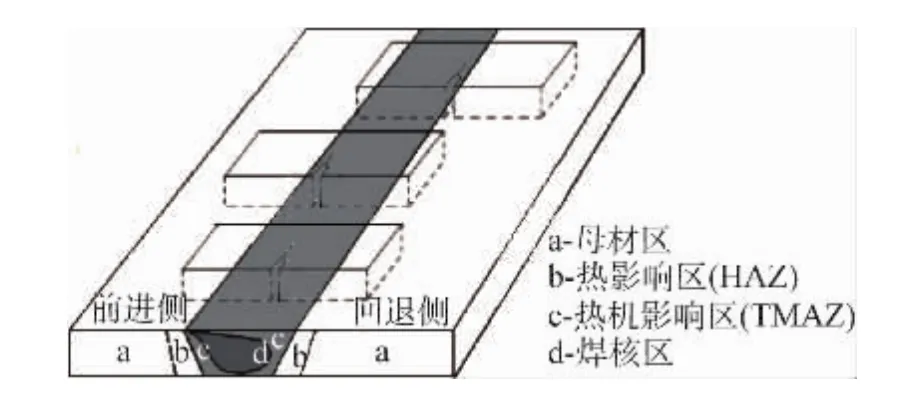
图1 裂纹扩展试样的取样位置Fig.1 Sampling places of the sample used for crack propagation test
获取裂纹延性扩展试样的裂纹扩展部分,将其切为两片,观察中间厚度的裂纹张开角,获得必要的测量数据,计算裂纹尖端张开角(CTOA)。
2 试验结果与讨论
2.1 宏观形貌
由图2可以看出,搅拌摩擦焊接头具有明显的组织分区,可以分为焊核区、轴肩区、热机影响区、热影响区和母材区;焊缝区上宽下窄,呈“V”状,焊核区存在一系列的同心圆环状结构,即“洋葱环”;前进侧热机影响区的面积大于回退侧热机影响区的。
2.2 拉伸性能
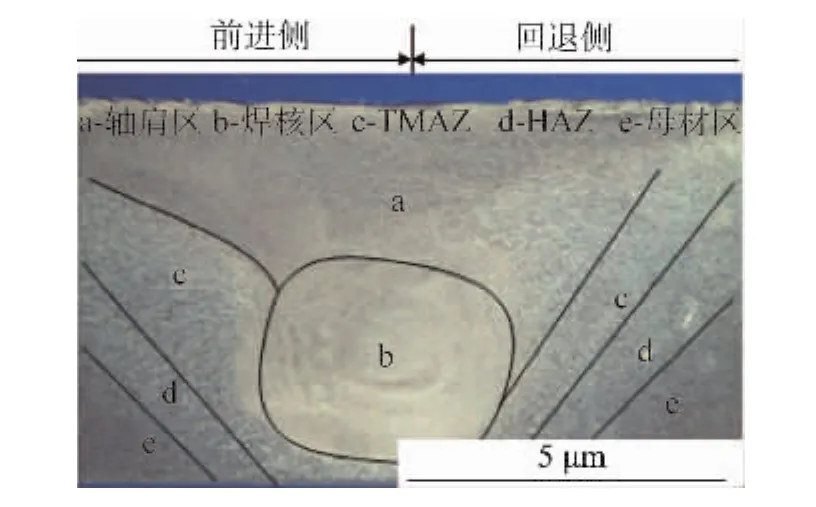
图2 搅拌摩擦焊接头的宏观形貌Fig.2 Macrograph of FSWjoints
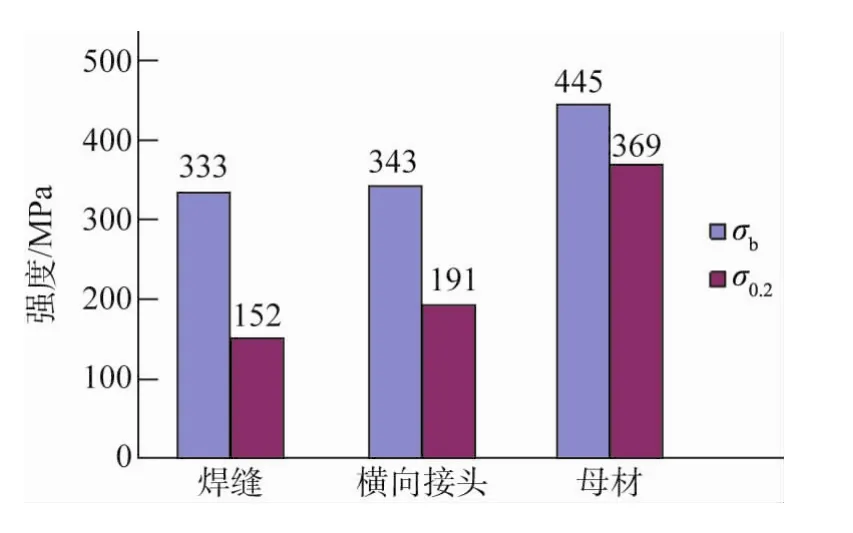
图3 焊缝、横向接头及母材的抗拉强度及屈服强度Fig.3 Tensile strength and yield strength of weld seam,transverse joint and basemetal
从图3可以看出,焊缝、横向接头的抗拉强度无显著差异,均低于母材的抗拉强度;焊缝区、横向接头的屈服强度也远小于母材的,焊缝的屈服强度不足母材的1/2。可见,2219铝合金搅拌摩擦焊接头强度的不均匀性是比较显著的。
2.3 裂纹扩展抗力
紧凑拉伸试验中裂纹的扩展过程可用图4来演示,纵轴为外加载荷P,横轴为裂纹张开位移V,根据P-V曲线来确定断裂参量的特征值。在试验过程中,当载荷P小于某临界值时,裂纹产生钝化并不扩展;当载荷P超过某临界值时裂纹起裂并稳定扩展;裂纹扩展到一定尺寸后载荷下降,试样最终断裂。
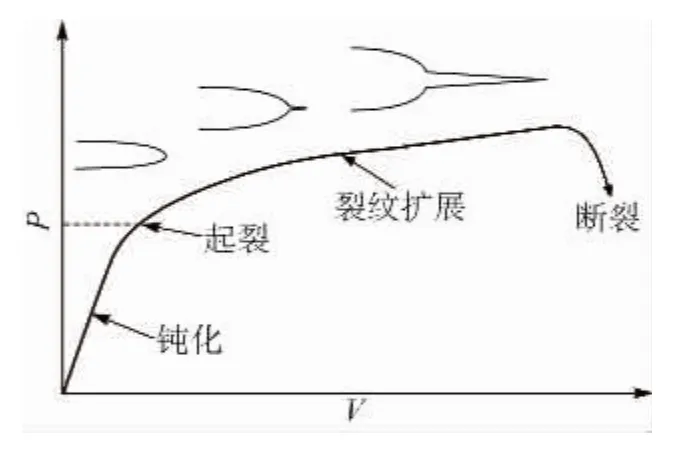
图4 裂纹扩展示意Fig.4 Abridged general view of crack propagation
预制裂纹的试样在拉伸过程中将发生裂纹起裂和扩展。在图5中,P-V曲线下的面积是裂纹起裂和扩展过程中所消耗的能量,称为断裂吸收能,它的大小反映了材料的抗断裂能力。断裂吸收能越大,材料的抗断裂能力越强。由图5可以看出,母材的断裂吸收能低于接头试样的,焊缝中心、前进侧和回退侧热机影响区的断裂吸收能无显著差异。
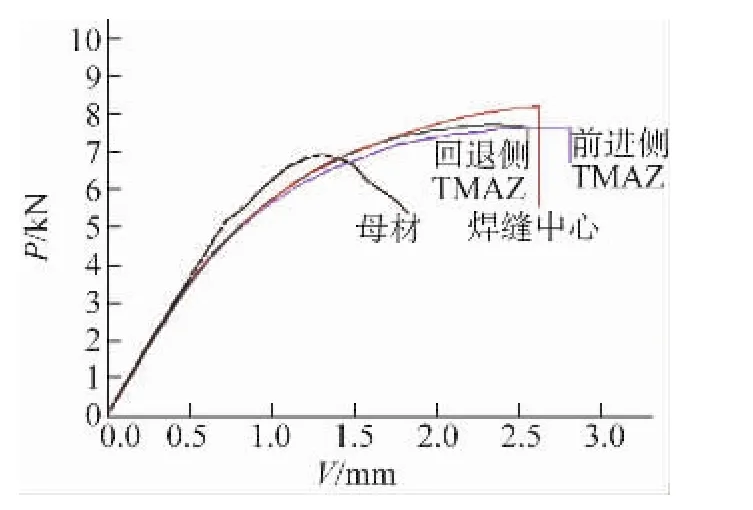
图5 不同试样的载荷与裂纹张开位移曲线Fig.5 Load vs crack tip opening displacement for different samples
材料的抗延性断裂能力也可用CTOA来表征[9-10]。由图6可见,母材的CTOA值小于接头各区域的。这说明母材的抗断裂能力低于接头各区域的,这与P-V曲线所对应的断裂吸收能是一致的。
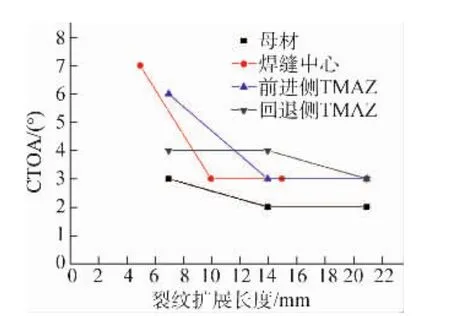
图6 纵向延性裂纹扩展试样在不同裂纹扩展长度下的CTOAFig.6 CTOA values of longitudinal crack propagation sam ples at different crack propagation lengths
综上可见,尽管母材的强度高于接头的,但抗裂纹扩展能力却低于接头的,母材中的裂纹一旦起裂便迅速扩展,而接头各区域裂纹起裂后的扩展还需要进一步消耗能量,载荷需进一步提高以维持裂纹扩展,因此其剩余强度要高于母材的,从而可以保证焊接结构的完整性。另外,这也说明铝合金搅拌摩擦焊接头在强度设计方面要兼顾常规强度指标和抗断裂能力。
2.3 裂纹扩展路径
2219铝合金搅拌摩擦焊接头不均匀的组织和力学性能使得裂纹扩展受到的抗力是变化的,由此导致裂纹扩展方向的不稳定性。由图7可见,母材区的裂纹基本沿直线扩展;焊缝中心的裂纹大多向回退侧热机影响区和母材侧扩展,也有沿焊缝中心区扩展的,焊缝中心裂纹穿越热机影响区并进入母材后的扩展阻力降低,亦有可能导致裂纹快速扩展;位于前进侧热机影响区的裂纹大多向焊缝扩展,也有可能穿越焊缝向另一侧母材扩展;裂纹在穿越不同区域时扩展阻力会发生变化;位于回退侧热机影响区的裂纹大多局限在该区内扩展,这种扩展特性反映了不同区域裂纹扩展阻力的不同。
从2219铝合金搅拌摩擦焊接头的组织分区(图2)可以看出,贯穿热机影响区的裂纹要跨越轴肩影响区和焊核区与母材的过渡区。前进侧与回退侧热机影响区的组织具有一定的差异,前进侧焊核区与母材之间的界面明显,回退侧焊核区与母材之间则是逐步过渡的组织。这表明前进侧热机影响区的变形梯度大,回退侧热机影响区的变形梯度小,变形梯度大的前进侧热机影响区的力学性能具有更大的不均匀性,这使得裂纹扩展方向具有更大的不稳定性。如果前进侧焊核区与母材之间的界面存在缺陷,则其可能成为裂纹扩展的通道。因此,前进侧焊核区与母材的连接质量对接头整体的抗断裂性能是非常重要的。
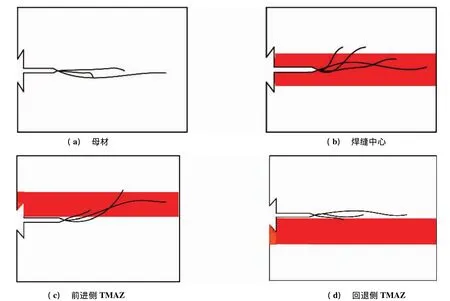
图7 接头不同区域内纵向裂纹的扩展路径Fig.7 Propagation path of longitudinal cracks in different areas of joint:(a)basematel;(b)at the center of weld seam;(c)TMAZ at advancing side and(d)TMAZ at retreating side
3 结论
(1)2219铝合金搅拌摩擦焊接头的强度低于母材的,但其抗裂纹扩展能力却优于母材的,焊缝中心、前进侧和回退侧热机影响区的抗裂纹扩展能力无显著差异。
(2)2219铝合金搅拌摩擦焊接头组织和力学性能的不均匀使裂纹扩展方向具有不稳定性,前进侧热机影响区的裂纹在扩展过程中具有跨越焊缝扩展的趋势,焊缝裂纹在扩展过程中会向回撤侧热机影响区偏转,回退侧热机影响区和母材裂纹扩展的偏转较小。
[1]TRZIL J J.Electron beam welding 2219 aluminum alloy for pressure vessel applications[J].Welding Journal,1969,44(6):395-408.
[2]NUNESA C.Variable polarity plasma arc welding in space shuttle external tank [J].Welding Journal,1984,63(9):27-35.
[3]王洪峰,佐敦稳,王珉,等.7022铝合金搅拌摩擦焊焊接区的组
织与力学性能[J].华南理工大学学报:自然科学版,2010,38(11):12-16.
[4]徐韦峰,刘金合,栾国红,等.厚板铝合金搅拌摩擦焊接头不同状态微观组织与力学性能[J].金属学报,2009,45(4):490-496.
[5]董鹏,孙大千,李洪梅,等.6005A-T6铝合金搅拌摩擦焊接头组织与力学性能特征[J].材料工程,2012(4):27-31.
[6]FRANCHIM.A S,FERNANDEZ F F,TRAVESSA D N.Microstructural aspects and mechanical properties of friction stir welded AA2024-T3 aluminium alloy sheet[J].Materials and Design,2011,32:4684-4688.
[7]LIU H J,ZHANG H J,YU L.Effect ofwelding speed on microstructures andmechanical propertiesof underwater friction stirwelded 2219 aluminium alloy[J].Materials and Design,2011,32:1548-1553.
[8]贺永海,张立武,胡春炜.2219铝合金搅拌摩擦焊工艺及接头性能[J].机械工程材料,2008,32(2):37-39.
[9]DAWICKE D S,SUTTONMA.CTOA and crack tunnelingmeasurements in thin sheet 2024-T3 aluminum alloy[J].Exp Mech 1994,34(4):357-368.
[10]NEWMAN J C,JAMES MA,ZERBST U.A review of the CTOA/CTOD fracture criterion.Engineering Fracture Mechanics,2003,70:371-385.
