制版工艺技术控制的若干方法
2014-09-25福建莆田鸿立印刷包装有限公司康启来
福建莆田鸿立印刷包装有限公司 康启来
传统印刷工艺的制版程序,是生产过程必不可少的一个环节,也是影响印刷生产成本的一个主要因素。在国家大力提倡实施绿色印刷的大环境下,通过科学合理选择和把控好制版工艺技术,不仅可较好地提高印刷生产效率和产品质量,还可有效地降低生产成本。所以,笔者认为,在印刷业向绿色印刷工艺转变过程中,除了采用绿色印刷耗材以外,更重要的是制版工艺方面,要注重合理的设计和控制,以确保高效率、高质量、低消耗的生产运作,这也是绿色印刷工艺的发展方向。
一、传统制版工艺的成本分析与制版创新方向的设想
除了数码印刷不需要制版外,传统印刷工艺的凸印(包括柔印)、丝印、凹印和胶印都离不开制作印版,因此,制版也成为影响传统印刷工艺生产成本的主要因素。在传统的印刷工艺中,制版的方式不同,制版生产成本也截然不同,不同工艺制版成本的差异是比较大的,以致有些产品按版面特点比较适合采用凹印或柔印工艺,但是,由于印刷数量少,把制版费用摊入印刷生产成本后,就显得贵的吓人,客户往往难以承受。所以,相对来说,在各种制版方式中,胶印工艺的制版算是最低廉的,特别是CTP制版工艺的应用,使胶印生产成本明显下降,但是,不同品牌、不同价位的胶印版材,印刷效果还是存在明显的差异,如市场上优质的CTP版,相对来说,价格还是偏高。因此,笔者认为,要使传统的印刷工艺实现降低生产成本的最大化,增强传统印刷工艺的生命力,最有效的措施,就是要对传统的制版工艺进行创新性的改进。现代科学技术正飞速发展与进步,伴随着新型制版涂层材料或新型版材的出现,极有可能会彻底颠覆传统工艺的制版方式,一方面实现印版耐印力的大幅度提高,另一方面可让印刷后的柔印版或胶印版实现快捷的再版利用,并利用计算机及制版装置直接对印版表面涂层进行扫描和显影,进而快速完成整个制版工艺流程,大幅度降低制版生产成本,使传统印刷工艺焕发新的生机,希望这个新型、环保的制版工艺不断推向市场,使印刷制版工艺有质的飞跃。
二、要科学合理设计印刷版面
科学合理地设计印刷版面,一方面可以提高印刷生产效率,减少印刷质量弊病的出现,另一方面可以提高产品的印刷质量,减少不合格品出现的几率,甚至可以减少油墨的消耗量。因此,从便于印刷和印后生产加工过程质量控制的角度考虑拼版,一般在印张的成品以外,应该考虑拼上合适的检测信号条(也称测控条)、色标、规线等,以便于制版、印刷和印后生产过程中能够较好地进行质量控制。
1.版面制作测控条。测控条也称信号条,是实现制版和印刷质量数据化测控的重要工具,其原理是把网点、线条和实地等几何图形制作在印刷版面合适的位置上,裁切或模切成品后可以切掉,这样就不影响产品的外观质量。由于测控条是由多个具有不同功能的测试区、段、块组成,分别进行检测就可准确掌握和判断菲林输出、晒版或CTP版输出,以及烤版和印刷过程的质量状况,包括了解制版生产过程曝光和显影情况,印刷机的精度、印刷压力及油墨性能等,通常测控条放在印张左右两边、咬口和拖梢部位上,便于准确测控不同部位网点版面的印刷质量。因此,在印刷版面上制作测控条,可有效避免制版和印刷生产的盲目性,提高印刷生产效率,减少质量问题的损失。
2.版面制作色标和标识。版面色标的制作,为印刷过程直观目测版面油墨涂布量的合适程度,为调整印刷墨色的适度性,并给印后生产过程质量控制,提供观测依据,如通过目测色标墨色的深浅,可判断版面油墨供给量是否合适,为检查印刷不良品提供检测依据。一般色标制作为实地长方形或正方形,是印刷和印后加工过程质量控制的重要标识。色标制作在印张的左右两边缘,可用于检验印刷故障出现的白纸,也可目测输纸定位的准确与否。色标制作在咬口与拖梢两边,则可直观检测横向版面各部位油墨涂布情况。通过对版面结构相似或印张规格相同的系列产品,包括预印纸箱面纸,通过在拖梢版面边缘以及搭接舌等部位,分别制作不同颜色的色标便于直观区分不同品种的产品。从生产过程的质量检查来考虑,可以将折页色标以台阶式排列,甚至将不同系列书的折页色标的形状进行区分,如圆弧形、正方形、长方形等,同样规格的系列书,在折标的下边另外单独设置位置统一的色标,色标上面分别再标注A、B、C字样,如果装订过程中,A本的第一帖混配到B本书芯中,由于有本别和色标的高低差,检查时就很容易发现。有的产品也可以把产品名称的文字标识到合适的位置,以便印后加工生产过程中能直观地识别不同的产品,有效防止版面相近、规格相同的半成品出现错混现象,造成不合格品的增加。
图1 相同规格的系列书将折标形状、位置和规格区分,防止装订配错
图2 系列书封面色标、书名文字以及书芯的折标分别设计不同颜色区分,防止装订出错。
图3 版面相似、规格相同的几款纸盒合拼,在盒舌(画线处)标注名称文字分别用不同颜色区分。

图4 纸盒的规格相同,而条形码不同,盒舌(画线处)分别以绿和黑的色标区分,防止后加工混在一起。

图5 通过色标检测到印刷过程中的白页和拉规过头不合格品。
3.版面制作规线。规线包括十字线、十字线加圆圈线、角线、一字型切线和压痕线以及规则或不规则的模切线等。规线的特性不同,其作用也有所差异,有用于校版观测套印精度的,也有用于检查印张变形的;有适用于检查印刷机拉规或前规定位精度的,也有用于判别模切或压痕精度的;有适用于为裁切提供依据的,也有用于方便折页的。角线也叫内角线,一般在印版上成品图案加上出血的外四角处,作为校版时的依据,因此,校版时印张四边角的四个角线都要印出来。当印张尺寸比较紧张的情况下,可以采用较大的校版纸,把版面校准后,再按实际的纸张规格进行定位。十字线也是套准校版的依据,两色以上套印的产品,一般在印张两边及上下方向成品以外处,各设置若干个十字线,以便考虑如何套准整体印刷版面。利用十字线还可以对印版分别进行二次套晒版,从而达到节约菲林材料的目的。切线一般位于版面的四角,分别与成品同方向的切线垂直,且与其对应形成90°的切线有一定的间距,当裁切成品后,所有的切线都会被修掉。而压痕线或模切线,都是为压痕或模切定位指明方向的规矩,成品后都必须被切掉,这样就不影响成品的质量。所以,按照规线的特性,根据印刷或印后加工质量控制的基本要求,在版面适当的位置 (必须是在成品以外的部位),制作相适应的规线,有利于较好地提高生产效率,减少质量问题的出现。从下面图6中可以看出,各色组之间印张传递交接故障,造成套印不准情况,从规线和色标就可以看出来。
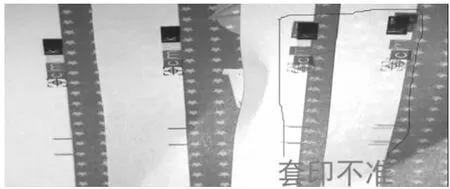
图6 通过规线和色标,观察到印张交接不良引起的套印不准故障现象。
三、要从节省原纸或印版的角度考虑合理拼版
通过科学合理的拼版,可以较好地利用和节约纸张,从而达到降低生产成本的目的。
1.利用“凹凸对插”拼版。对于一些纸盒和异形的模切产品,可以采用“凹凸对插”进行拼版,可以达到省纸的目的。所谓“凹凸对插”,就是利用两版面图案之间的“凹与凸”结构,相互进行对插,以缩小某一方向两版之间空白区域的版芯面积。如三角形或近似三角形的吊旗产品,可将版面的大头与细小的尖头对插,拼版后就会形成方形或近似方形的版面,这样拼版最省纸。而一些纸盒产品,可利用纸盒上下盒盖的插耳部位是凸出结构的,其它的侧边相对是凹下的特点,相对插入进行拼版。这样双数的纸盒可以合拼一套版进行印刷,拼版时可以适当调整某盒身的位置,使凸出的盒盖或盒舌插入另外一个纸盒凹下的盒身上端,可以节省一定面积的纸板。如下面图7中上下两排拼版,将下排纸盒的a与c盒身版面相互对调进行拼版,就可以与上排实现“凹凸对插”的紧密型拼版结构,这样版芯的空白除了正常的出血量后几乎为零。值得提醒的是,这种省纸拼版法,如果上下两排的纸盒是同一款式的,必须征得客户的认可,以便考虑是否分类包装、分区域使用。而图8的拼版,上下两排的盒身是按正常版面位置和顺序依此进行拼版,第一排a盒身中凸出的盒底,与第二排a盒身的盒盖的盒舌相对应,导致上下两排相邻之间的版芯,形成较大的空白部位,必然造成了用纸面积的浪费。
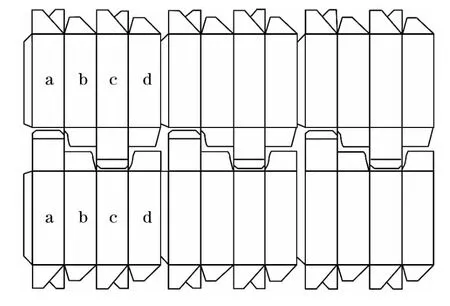
图7“凹凸”对插拼版法
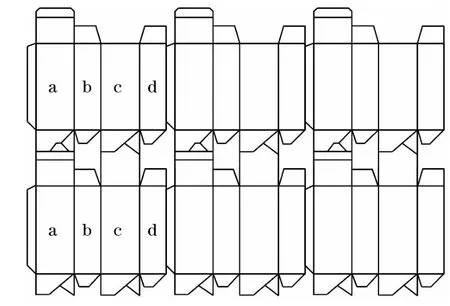
图8 正常顺序拼版法
2.利用裁切“大小开”纸张进行拼版。所谓裁切“大小开”纸张,就是指把全开纸张的纵向或横向,分别切成两种不同尺寸的规格,拼版是按“大开”的纸张尺寸拼的,印刷时采用换纸不换版的方式进行,即“大开”规格的纸张印刷完之后,就可以转印“小开”规格的纸张,拼版核算用纸规格时,是先按全开纸的规格把总开数算出来,然后就可以确定切“大小开”纸张的实际规格,如某商标的成品规格为102×58 mm,上下和左右版面边缘的印刷颜色不同,所以,半成品四周需要做出血。该商标用纸纤维方向没有特殊要求,102 mm方向的版面出血可以按2 mm制作,那么,采用大度的纸张印刷,其纵向纸边1194 mm减去6 mm修边后,还可以拼11个106 mm长的半成品版面,还剩24 mm长的纸张,可分给两个大小开的纸张咬口各10 mm,以及给拖梢留2 mm的白边。这样,“大开”纸张可以切为648×885 mm,拼“小开”的纸张规格可以切为542×885 mm。只要拼一套版就可以印刷大小开两种纸张,对应于纸张纵向的可以拼6个,而横向纸张889 mm的规格,可以拼版面58 mm加两边出血各2 mm,拼14个62 mm方向的版面。
3.利用产品的搭接舌和白边借咬口拼版。满版印刷的纸盒或手提袋之类的产品,搭接舌或糊口部位不要设计印刷的颜色,只要按正常的出血量,设计3 mm印刷颜色的版面就可以了,这样在印刷尺寸许可的情况下,拼版和晒版定位可以考虑将版面的白边部位作为咬口,用纸开料时就可以省去一个咬口的纸边。可别小看咬口1 cm左右的纸边,对于有些产品来说,若拼版方法不当多用了几个毫米的纸张,就有可能使正常的纸张规格,开数不刚好,而要去订制特殊规格的纸张,或者少一个开或几个开数,而造成剩余的白纸纸边不能用,其浪费是惊人的。
4.利用拼公刀省纸。所谓拼公刀,又称拼公刀,俗称拼“一刀切”,就是指版面左右或上下两边的边缘,不做出血的修边。当版面边缘是实地、平网结构的,与相邻版面的印刷颜色是一样的,以及相邻的版面之间的边缘是白纸的,就可以考虑不需做出血的修边,这样一方面可以起到省纸的效果,另一方面可以大大减少裁切成品的刀数,省了不少裁切操作的作业程序,既可有效提高裁切的生产效率,又能较好地提高裁切的精度,特别是多个半成品合拼的版面,拼公刀是印前生产工艺技术控制应该考虑的作业方案。
5.利用版面的不同方向交叉拼版省纸。上机印刷的纸张开数规格,一般是根据印刷数量和印刷机的规格确定的,有的版面按正常的方向和纸张的尺寸极限进行拼版,少拼了一列或一行的版面,往往会使对应方向的纸张多出好几毫米,甚至几个厘米,若将其中的一列或一行的版面调转90°后,与其它版面按正常方向拼版的,形成纵横交错的版面,就可以多拼几个小版,使纸张的面积得到最大的利用。
6.适当缩小版面规格实现省纸。当纸张规格和纸开受到限制的情况下,有的产品若按版面设计的规格进行拼版,往往因为版面稍微偏大一点,造成印张的纵向或横向的纸边尺寸不够,而改变纸开又会造成用纸的巨大浪费,在这种情况下,如果考虑到产品用途不是十分精密,不妨可以考虑适当把版面的规格缩小一点,这样就可以不改变纸开和用纸面积,省去用纸材料的巨大浪费。一般缩小版面规格,尽量以不影响成品版面规格为出发点,比如说,将纸箱、纸盒、纸袋的插舌、接舌、折口或其它部位适当缩短若干毫米。如果对应于长和宽方向的尺寸,仍然还不够的话,那么,将长和宽各再缩小1 mm,也可挤出4 mm的尺寸,对产品的实际使用估计也不至于构成多大影响。其它的产品一样的道理,可以根据产品的使用特点,灵活掌握缩小产品规格的部位和尺寸,以不影响产品的最终使用效果为原则。
7.适当减少出血量实现省纸。对于一些需要制作出血的产品,若按正常的出血设计,可能因为版面小,拼版个数多,累积起来的出血量也是一个不菲的数字,拼大版后,拼版的尺寸就可能超过了上机印刷的纸开尺寸,以致造成印张的纵向或横向尺寸少了若干毫米,如果适当把出血减少一点,拼版后的总体尺寸就会明显减少,印张开数的尺寸也就不存在不够的问题,也就无需因为少了若干毫米,而去更改印刷的纸开,这样也不至于浪费印刷的纸张。
8.通过混合拼版实现省版。所谓混合拼版是指两种或两种以上相同或不同品种、数量和规格的产品,在用纸类型相同的条件下,可以考虑合拼一套版,用同样规格的纸张进行印刷。混合拼版印刷的条件,一般是几种不同的产品数量和产品规格相互形成的比例相差不多,或者相互形成一定规律的倍数,这样几种产品合拼一套版印刷,可以达到节省印版和其它用材。即使按拼版中成品数量最大的版面,确定整套版的印刷总数量,会造成成品数量少的版面,最后多出实际订单的数量,但是,由于拼版套数少了,既节约了印版,又使上机印刷的校版次数减少,综合节省的生产时间和印刷材料更为突出了,从总体生产情况来看,合理的混合拼版印刷工艺,还是合算的。
综上所述,通过制版生产工艺的合理设计和控制,不仅可有效地减少生产过程中出现这样或那样的弊病,而且可较好地实现节约生产原材料,使生产效率和产品的质量都得到较好的兼顾,进而实现富有实际意义的绿色印刷生产。