两种活性炭对压滤清液脱色性能比较
2014-09-22贺翔中粮生化安徽股份有限公司柠檬酸经营中心研发部
贺翔(中粮生化(安徽)股份有限公司柠檬酸经营中心研发部)
为了给树脂提取柠檬酸(钠)工艺试验提供合格的原料,柠檬酸压滤清液需要通过脱色和去除离子等工序的预处理。在脱色工序中颗粒活性炭是常用的且脱色效果较好的脱色剂。现根据工艺控制指标要求预,考察GH-15与GH-11两种型号颗炭在相同条件下对柠檬酸压滤清液脱色情况,通过比较处理量、酸碱消耗、水耗等综合指标,最终选择一种经济适用的颗炭用于树脂提取柠檬酸(钠)工业化生产的原料预处理工序中。
一、材料与方法
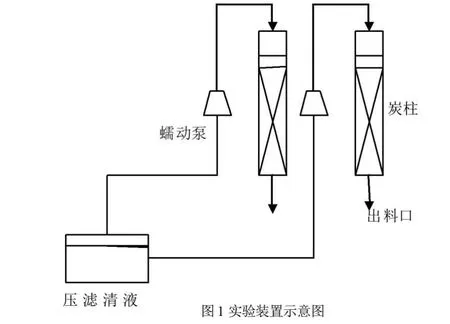
1.实验装置
压滤清液桶1个容积70L,蠕动泵2台,层析柱(容积960ml,高100cm,截面积96cm2)2根分别填充GH-15和GH-11活性炭,分别在两柱的出料口进行取样检测。
2.实验步骤
(1)脱色剂的预处理:①分别将两种颗炭用自来水多次漂洗至无漂浮细小颗粒;②配制4.0%~6.0%的液碱对活性炭进行浸泡6~8小时后,用自来水冲洗至PH近中性;③配制4.0%~6.0%盐酸对活性炭浸泡4~6小时后,用自来水冲洗至PH近中性;④配制4.0%~6.0%的液碱对活性炭进行浸泡6~8小时后,用自来水冲洗至PH近中性以备装柱。
(2)进料脱色:将柠檬酸压滤清液按流速1.5L/h通过GH-15与GH-11两根炭柱进行脱色试验,每2.0L取点样检测透光率,并收集混合液。当透光率小于80%时,停止进料。记录各自的工作时间、总进料体积,并取样检测酸度、透光率。用水冲洗炭柱,控制出口酸度小于0.2%。记录冲洗时间,用水量、终点p H。
(3)炭柱再生:分别配制4.0%的液碱2.0~3.0L对炭柱进行再生处理,收集废液,记录再生时间,并取样检测柠檬酸根、pH。浸泡6.0h后,用自来水冲洗至近中性,计量用水量、终点p H。
分别配制4.0%盐酸2.0L通入炭柱中,收集废液,记录再生时间,并取样检测铁离子、p H值。浸泡4.0h后,用自来水冲洗至近中性,检测终点p H值并计量用水量。
(4)多批次试验,进行统计分析,减小实验误差带来的影响。
二、检测数据分析
GH-11比GH-15活性炭性能提高幅度表3:
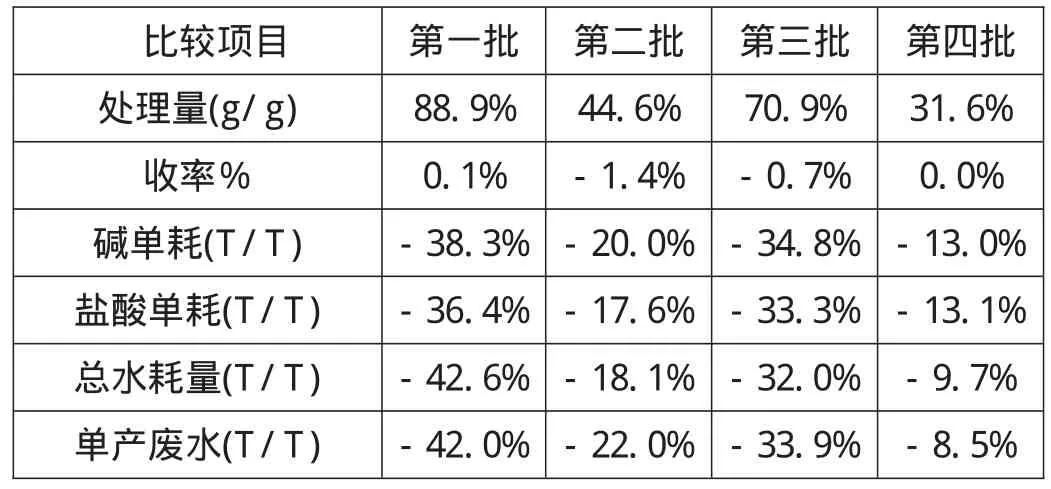
第四批31.6%0.0%-13.0%-13.1%-9.7%-8.5%比较项目处理量(g/g)收率%碱单耗(T/T)盐酸单耗(T/T)总水耗量(T/T)单产废水(T/T)第一批88.9%0.1%-38.3%-36.4%-42.6%-42.0%第二批44.6%-1.4%-20.0%-17.6%-18.1%-22.0%第三批70.9%-0.7%-34.8%-33.3%-32.0%-33.9%
比较实验中情况和实验检测数据可以得到GH-11在用于压滤清液脱色方面比GH-15优势主要有两点:①处理量高。处理量的提高伴随降低了再生原辅料的消耗,延长了工作时间。②再生时易于冲洗。包括主体稀酸容易冲洗,酸碱再生后容易冲洗至中性,伴随就降低了水的消耗和再生时间缩短。
三、结果与讨论
①鉴于每批试验原料质量存在差异,各批试验数据之间存在一定的差异。
②通过四批试验数据分析可知:两种颗炭处理量都有所下降,GH-15下降幅度在10.5+2.0%;GH-11颗炭处理量下降幅度在14.0+3%。这与柱体的再生有关,实验中是采用的常温通入再生剂浸泡再生的方式,如果采用加热的再生剂循环反进柱体再生的方法,可以提高再生效果,减小活性炭处理量的下降。
③实验是在常温下进行的,实际生产中料液的温度在75℃左右,这样的温度有利于活性炭的吸附,可以提高活性炭柱的吸附量和处理量。
④鉴于在生产中可以将阳柱再生后期的废盐酸回收用于炭柱中,因此炭柱再生成本只考虑液碱消耗与水耗。
结论
当室温下,进料速度为1.5BV/h,柠檬酸压滤清液脱色液终点透光率≥80%时,GH-11型颗炭对柠檬酸压滤清液中色素杂质的吸附能力要优于GH-15型颗炭。GH-11颗炭对柠檬酸清液脱色量为8.67g/g(以干基计),比GH-15处理量要高36.9%,再生处理时液碱和盐酸消耗均低26%-28%,自来水消耗低25%-30%,脱色工序收率基本相当。GH-11型颗炭比GH-15型颗炭更适合用于柠檬酸压滤清液的脱色工序。
[1]中国轻工业出版社《发酵有机酸生产与应用手册》.
[2]化学工业出版社《常用吸附剂的使用方法》.
[3]王心成《活性炭及其应用》,酿酒科技,2004(4):99-100.
