超深地下连续墙的抓铣结合成槽施工
2014-09-20
上海市住宅建设机施有限公司 上海 200232
随着城市建设的不断发展,地下连续墙的施工深度不断加深。现在在一些大型工程中出现宽1.2 m、深50~60 m的地下连续墙也已习以为常,以前对于深大地下连续墙工程,其成槽工艺只有铣槽机铣槽一种,但随着这两年机械设备、工艺、材料不断的发展,出现了“抓铣结合”的新施工工艺,提高了地下连续墙成槽质量。所谓“抓铣结合”即先利用大型号的成槽机抓去上部较软的土层成槽,而在进入硬层后采用铣槽机铣槽并最终成槽的工艺[1]。
1 铣槽成槽与抓铣结合成槽的比较
与传统的铣槽机铣槽工艺相比,抓铣结合具有施工速度快、有效能耗低、节能环保的优点,可直接降低工程造价,同时其成槽垂直度和沉渣厚度亦不逊色于铣槽工艺,可以满足施工质量要求。其缺点是对施工场地及施工现场管理要求较高。导致这些问题的原因在于[2-4]:
(a)成槽设备自重大,须在软土地面进行有效处理,以避免挤压导墙等事故的发生;
(b)抓槽和铣槽是两种不同工艺,其对泥浆要求不同,泥浆需分仓处理,需更多场地,以避免相互污染;
(c)由于抓槽和铣槽垂直度精度不同,施工时应在严控上部成槽垂直度的同时,铣槽时需结合上部施工再进行纠偏。
2 工程实例
上海国际金融中心工程项目占地总面积约55 290 m2,总建筑面积约516 808 m2,其中地面以上为3 幢总高度分别为200 m、180 m、160 m的独立超高层塔楼,3 幢塔楼基坑总面积约48 860 m2,基坑总延长950 m。地下室有5 层,层高分别为9 m、5 m、3.6 m、3.6 m、3.8 m。工程地下室基坑开挖深度为26.5 m,局部落深区约28 m。基坑围护采用地下连续墙形式,围护墙分为临时性坑内隔断墙及永久性外围墙。
地下临时隔断墙厚1 000 mm,成槽深度44~45 m,100 幅,总延长574 m,柔性锁口管接头,采用重型机械式抓斗成槽机抓槽。外围地下连续墙则为“两墙合一”形式,墙厚1 200 mm,成槽深度约50 m,共182 幅,总延长955 m,亦采用柔性锁口管接头;混凝土为水下C40,抗渗等级P12,墙趾后注浆。地下连续墙通过预留插筋、钢筋接驳器等措施与压顶圈梁、壁柱、环梁及基础底板等连接。本工程地下外围墙采用“抓铣结合”的方式成槽施工,即:在地质⑦1-1层土以上(深约30 m)采用重型抓斗成槽机抓槽,⑦1-1层以下(深30~50 m)采用BC系列的液压铣槽机铣削成槽(因在⑦1-1土层,其贯入阻力PS平均值达26.91 MPa,采用抓斗难以成槽)。
3 “抓铣结合”成槽工艺的应用
针对“抓铣结合”工艺在施工中所面临的问题,本工程采取了一系列措施以确保施工的顺利进行。
3.1 导墙、道路制作
由于铣槽机占地面积大,机械自重大,本工程采用宽16 m的钢筋混凝土重车道,设双层双向Φ14 mm钢筋网片,以保证路面的安全。另外导墙形式采用刚度较大的[形,其翼板、墙板厚度均为300 mm,翼板宽度进入坑内2 m,向坑外延伸1.5 m,导墙顶角处加密钢筋制作出300 mm×300 mm的暗梁,从而有效地加强了导墙的整体刚度,很好地抵抗了因机械设备产生的土体侧推力,保证了基槽的安全(图1)。
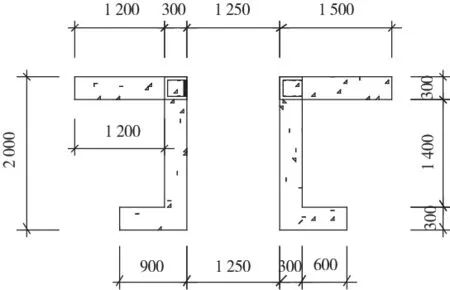
图1 导墙剖面形式
3.2 护壁泥浆的配置
采用抓铣结合的工艺应按铣槽要求配置泥浆,砂性土中必须保证泥浆的相对密度、黏度,以确保槽段上部不坍方,中、下部不缩颈。为此,现场制作了800 m3的泥浆池1 座,以供铣槽专用的配置泥浆。根据本工程深30 m以下的砂性土特性,新浆采用的专门配比及测定方法见表1,经搅拌充分后的新浆在泥浆池内须静置24 h以上,使膨润土充分水化,待膨胀测试合格后使用。铣槽工程中使用ZX-250“黑旋风”除砂机进行泥浆净化,经过除砂后其循环浆进入循环池,经二级沉淀池沉淀后再抽回槽段继续使用,其间,需经常检测以及时排除不合格的泥浆。

表1 新浆指标及测定方法
3.3 “抓铣结合”成槽
成槽时对地下连续墙上部30 m深度采用SG-50成槽机按常规“一槽三抓法”成槽工艺施工。需要特别注意的是,施工中中间的一抓需要比两边高1.5~2 m,以作为之后铣槽的导向(图2)。对成槽机施工的成槽精度要求为1/300,施工至设计深度后即交由铣槽机铣槽。在铣槽过程中铣槽机还须根据测量的垂直度数据对槽壁进行修正,一定要达到1/300精度以内方可继续铣槽。铣槽机配置专用泥浆管路供浆、专人看槽、补浆,以保证液面始终低于槽顶60 cm,其间,每6 h测一次泥浆指标。铣槽到底后采用铣槽机自带的泵吸反循环机械清底,清底过程为用铣槽机铣头中的泥浆泵将孔底泥浆输送至地面泥浆净化器,先通过振动筛除去大粒径渣土,再用旋流器分离泥浆中的粉细砂,最后将净化后的泥浆注入孔槽内。如此循环清底不小于1 h,在成槽清孔换浆结束前,再用钢丝刷子钻头自上而下分段刷洗槽端头的墙壁。在清槽完毕、各项泥浆检测达标后,开始测槽,如符合要求,再继续进行下锁口管、刷壁等后续工艺施工。

图2 抓铣结合施工
4 实施效果
本工程采用“抓铣结合”工艺一共完成了182 幅地下连续墙的施工。据检测,每一幅质量均符合国家相关技术指标。施工中,单幅铣槽机24 h耗油约1 200 L,SG-50成槽机24 h耗油约800 L,可以节能50%左右。以相同方量施工计,如果全部铣槽,铣1 幅地下连续墙需要36 h、耗油1 800 L左右。若整个地下连续墙施工均通过采取“抓铣结合”方式施工,抓槽仅约12 h、耗油约400 L,铣槽约12 h、耗油约600 L,可估“抓铣结合”每幅地下连续墙约耗油1 000 L,比全部采用铣槽方式节省能耗约44%,缩短工时约33%(仅计算成槽、铣槽部分)。
5 结语
实践证明:在超深地下连续墙成槽施工中采用抓铣结合工艺的优点显著,不仅可加快施工速度,还能大大降低造价,减少能耗。故抓铣结合工艺可以说是目前超大、超深地下连续墙施工中较为经济、安全、环保的施工工艺,尤其适用于软土地区。
