一种新型烟草烘丝机筒温检测稳定系统的研究与设计
2014-09-19熊宇聪
熊宇聪
(大连理工大学,辽宁 大连116024)
0 引言
常德卷烟厂2009年投产的6 000 kg/h芙蓉王制丝线,不仅采用了国际先进技术,如PROFINET工业以太网、企业制造执行系统(MES)、等级库物流管理调度系统(TIMMS)等,而且很多关键工序采用了先进的新型设备,烘丝机就是其中之一。烘丝机出口烟丝水分是制丝线一个非常重要的工艺指标,烘丝机筒温是影响该指标的关键参数。
1 系统分析
目前烘丝机筒温以检测烘丝机筒璧蒸汽和烟丝热交换后的回水温度为准。而众所周知,回水检测处的压力根据疏水情况在实时变化。大多数时候,疏水情况很正常,回水检测处的压力会基本一致,此时检测出来的回水温度数据能真实地反映筒体温度及其热交换能力。但是,当季节变化或日温差较大时,主蒸汽管路的含水率升高,疏水情况会有很大变化,从而影响回水检测处的压力。不同的回水压力下检测的回水温度数据并不能真实地反映筒体温度及其热交换能力,这样就会使筒温采集失真,导致烘丝机出口烟丝时干时湿,对产品品质造成了一定的隐患。
2 系统设计
2.1 机械设计
为了解决现有烘丝机在回水处压力变化时易出现筒温采集失真的问题,本设计提供了一种可保持回水处压力恒定,有效提高回水温度数据反映筒体温度及其热交换能力的真实度的烟草制丝线烘丝机的筒温检测稳定系统,如图1所示。

图1 烟草烘丝机筒温检测稳定系统示意图
在图1中,蒸汽通过气动薄膜阀1进入烘丝筒3对烟丝进行烘制后,经两条排水回路排出。相比于传统烟草烘丝机筒温检测系统(图2),系统内增加了蒸汽流量计、压力传感器、气动薄膜阀、排水回路,通过控制系统的检测与控制,实现桶内温度的稳定控制,避免烟丝出现“夏天烘不湿、冬天烘不干”的现象。

图2 传统烟草烘丝机筒温检测系统示意图
2.2 电气设计
基于现在工厂车间全部采用Siemens系统与ProfiNet工业总线结构,为了便于维护和系统融合,控制系统选用Siemens S7 300系列可编程逻辑控制器。
控制器集成PN/PG接口,处理速度快,效率高,蒸汽流量计、温度传感器、和压力传感器的数据采集选用S7 SM 331模拟量输入模块,采集精度达到12bit;选用SM332模块作为入口和出口气动薄膜阀的控制模块。电气系统原理如图3所示。

图3 电气系统框图
3 控制算法设计
3.1 自适应控制分析
本系统共有入口蒸汽流量Q1、出口蒸汽流量Q2两个控制参数,通过调整Q1的值控制整个系统的蒸汽用量及出口温度T,可以尽可能降低能耗;综合调整Q1、Q2的值可以控制出口压力P。根据调整经验维持P与T的值稳定,即可达到烘丝机筒温T筒恒定的目的。
基于对现场实际生产情况分析,入口蒸汽流量Q1主要根据产量进行调整,因此系统主要可控制参数为出口蒸汽流量Q2。实践证明,实时调整Q2可维持出口压力P稳定,实时调整Q1可控制出口温度T,从而保证烘丝机筒温恒定,避免“夏天烘不湿,冬天烘不干”现象出现。
3.2 出口蒸汽流量控制模糊系统控制器设计
本系统出口蒸汽流量Q2的自适应调整具有非线性、时变性强的特点,很难建立精确的数学模型,所以PID控制无法满足其控制要求。而模糊控制是建立在人工经验的基础上,用条件语句构成控制规则来对系统进行控制,不需要建立数学模型,便于模拟人工控制。出口蒸汽流量Q2模糊控制系统控制器框图如图4所示。

图4 出口流量Q2(气动薄膜阀)模糊控制系统控制器结构图
选择出口压力P的偏差e及偏差率ec为模糊控制器的输入变量,出口气动薄膜阀控制量的变化量u为输出变量,相应的模糊集为E、EC及U。该系统是典型的双输入单输出二维模糊控制器。对E、EC及U模糊集及论域定义如下:
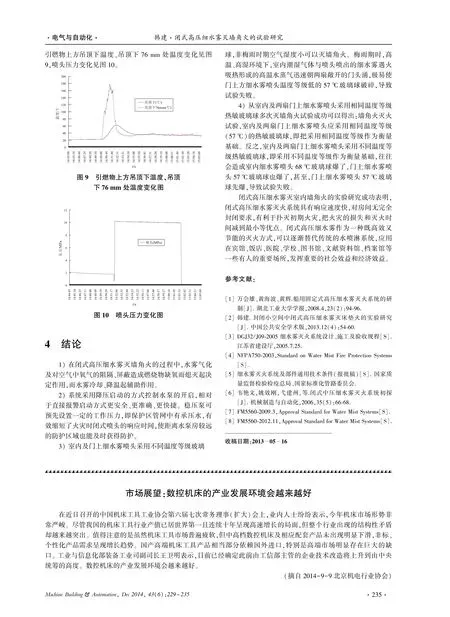
误差e的基本论域为[-100,100],选定E的论域为X={-6,-5,-4,-3,-2,-1,-0,+0,+1,+2,+3,+4,+5,+6}。为误差e的语言变量E选择8个语言值:NL、NM、NS、N0、P0、PS、PM、PL,据此建立语言变量 E 的对应隶属度函数如图5所示。
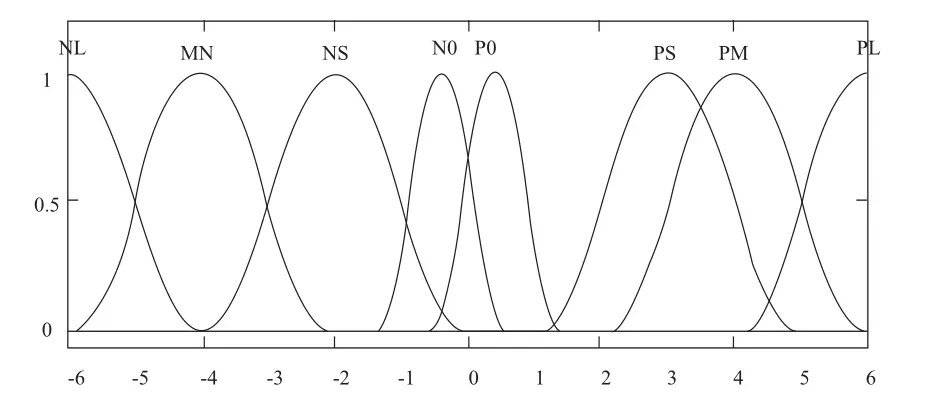
图5 模糊集E的隶属度函数
偏差变化率EC和控制决策U的论域、语言值定义与偏差相关参数定义相似,其隶属度函数如图6、图7所示。
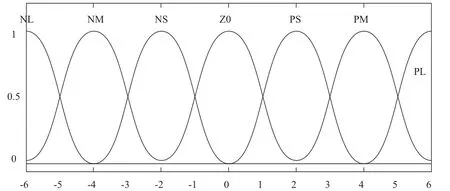
图6 模糊集EC的隶属度函数
图7 模糊集U的隶属度函数
3.3 推理规则设计
试验表明,出口实时压力受蒸汽入口流量影响较大,为节省蒸汽量,在出口实时压力低于设定出口压力较多时,出口气动薄膜阀应快速调整,以避免入口气动薄膜阀迅速加大。因此当偏差E为NL时,即实时出口压力低于设定出口压力时,输出U应适当增大;当偏差E为PL时,即实时出口压力高于设定出口压力时,输出U应适当减小。综合理论与实际生产情况,对烟草烘丝机筒温稳定系统出口气动薄膜阀控制进行如下推理规则的建立:
1)If E=NL and EC=NL then U=PL;
...............
56)If E=PL and EC=PL then U=NL;
总结以上语言推理规则,构成模糊控制状态表,如表1所示。
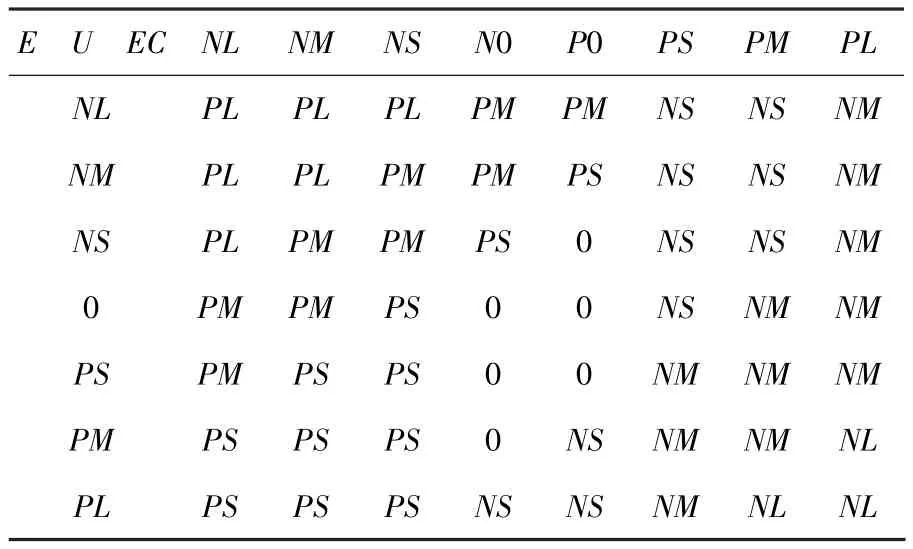
表1 模糊状态控制表
为方便算法在PLC内设计,经过大量计算及现场经验总结可将上述规则合成为表2所示的总控制表,并将该表存入PLC的CPU模块中,应用时只需查询此表即可马上得出所需要的控制量u。

表2 模糊集U∗隶属函数赋值——模糊控制表
4 试验结果分析
本模糊控制系统在常德卷烟厂制丝线烘丝机生产中试验,结果表明烘丝机筒温更加稳定,避免了“夏天烘不湿,冬天烘不干”现象,试验得烟丝平均含水率曲线如图8所示。
5 结论
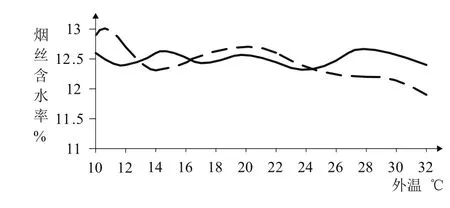
图8 传统(虚线)及新型筒温稳定系统烟丝平均含水率对比曲线
模糊控制系统利用其灵活的推理机构,结合新型的烟草制丝线烘丝机筒温控制硬件,在常德卷烟厂制丝车间得到了很好的验证与利用。该系统即节省了系统蒸汽用量,并大大提高了烘丝机筒温的控制精度,保证了烟丝生产的品质。
[1]王耀南.智能控制系统[M].长沙:湖南大学出版社,2006.
[2]张国良.模糊控制及其MATLAB应用[M].西安:西安交通大学出版社,2002.
[3]高霖,符影杰,赵伟.基于专家模糊控制的真空管生产工艺的设计[J].控制系统,2009(9):25-59.
[4]高瑞,张永林,王旺平,等.散体物料光电色选机模糊PID控制系统研究[J].武汉理工大学学报(交通科学与工程版),2008,3(4):634-637.
[5]Siemens.S7-300模块数据设备手册[M].2007.