新型烟丝膨胀装置的设计
2014-09-19刘广洲
刘广洲
(吉林烟草工业有限责任公司,吉林延吉133001)
1 膨胀装置设计的背景:
目前所采用的烟丝膨胀技术中,较为普及的是二氧化碳烟丝膨胀技术、氟利昂烟丝膨胀技术和氮气烟丝膨胀技术,其中以二氧化碳烟丝膨胀技术使用最为普遍。利用这些烟丝膨胀技术膨胀的烟丝填充值较高,一般情况下可以达到50%以上,但该技术生产的膨胀烟丝的造碎率高,烟丝损耗较大,烟丝香气损失较大、枯焦气重、烟气干燥,同时这些技术的工艺复杂,设备维护成本和生产成本较高,因此,对烟丝膨胀新技术的探索也在不断进行。
烟丝膨胀技术的发展趋势是寻求一种相对低廉的膨胀介质,通过使用适当的温度和压力相结合来实现烟丝的膨胀,在这一思想的指导下,设计开发一种利用蒸汽为介质的连续在线烟丝膨胀装置成为目标。对于提高行业工艺设备自主创新能力、发展中式卷烟和形成中式卷烟核心加工技术无疑具有十分重要的意义和作用。
2 烟丝膨胀装置结构
设计的烟丝膨胀气锁是烟丝膨胀系统的重要部件,烟丝膨胀气锁能够在<250℃的温度环境下,在不发生卡滞的情况下保证≤0.8 MPa的压力密封性。其结构如图1所示。

图1 烟丝膨胀气锁
烟丝膨胀气锁壳体上设置有烟丝进口、烟丝出口、蒸汽进口和进料前的余汽释放口。经电加热器加热的过热蒸汽通入蒸汽进口,进料前的余汽释放口用于进一步减少烟丝进口的蒸汽泄漏量。气锁的进料口安装有进料排潮罩,收集进料口泄漏的蒸汽。气锁出料口为方形口,联接热风定型系统的进料口。方口的作用在于烟丝在释放膨胀的瞬间能够产生较大的开度,以获得瞬时降压,提高烟丝膨胀率的效果。
气锁壳体与星形转子之间的密封采用了轴向间隙自动补偿机构和径向间隙自动补偿机构,以补偿在温度变化过程中壳体和转子的热膨胀不一致而可能产生的卡滞或泄漏。星形转子的辐板顶端装设有径向间隙自动补偿机构,星形转子的侧板外侧设有轴向间隙自动补偿机构。轴向间隙自动补偿机构的具体结构为:在星形转子的两侧板上安装随星形转子旋转的动密封环,在阀壳腔内安装静密封环,静密封环可以在弹簧等弹性元件提供的推力下,沿轴向与动密封环保持接触,通过动静密封环之间的接触可以实现星形转子两侧的密封。径向间隙自动补偿机构的具体结构:包括一插入在星形转子辐板顶端开设的凹槽内的密封滑条,凹槽中装设弹簧,弹簧抵住密封滑条的底部;密封滑条的底部由固定在星形转子辐板顶端的压板夹持;密封滑板通过装设在其底部的弹簧压缩,顶在阀壳腔内弧面上。在工作过程中,当气锁因温度变化而导致壳体和星形转子各部件热胀冷缩时,径向间隙自动补偿机构使星形转子的辐板顶端处的密封滑条可与壳腔内壁保持接触,轴向间隙自动补偿机构保证星形转子的两侧密封,不会因膨胀或收缩而出现泄漏或卡滞。同时,采用该间隙自动补偿装置,可进一步避免密封件磨损失效的问题,减少因更换密封件而停机的检修次数。轴向密封装置如图2所示,径向密封装置如图3所示。

图2 轴向密封装置

图3 径向密封装置
3 膨胀装置的设计计算
3.1 主要结构尺寸的确定
烟丝膨胀气锁的结构尺寸是决定额定生产能力的重要参数,选择烟丝充填气锁腔体的
根据生产流量计算公式

式中:Q——额定生产流量,采用双气锁进料,Q=1 000/2=500 kg/h
n——气锁转速,初定气锁转速n=8 r/min
r——气锁半径,r=250 mm
l——气锁长度,初定值为 l=350 mm
ρ——物料堆积密度,ρ=150 kg/m3
g——重力加速度,g=9.8 m/s2
代入数据计算可以得到:

取整气锁腔体半径为r=250 mm,因此确定气锁结构尺寸为:半径r=250 mm,腔体长度 l=350 mm。
3.2 转轴受力分析
气锁星形转子采用球墨铸铁整体铸造后加工而成,气锁星形转子轴两端有轴承支承,一端可自由伸缩,中间悬空,为典型简支梁结构。气锁星形转子轴受力主要是承受弯矩和扭矩。就气锁星形转子轴受力变形而言,扭矩相对弯矩很小,在实际计算时可忽略不计。按纯弯矩作用时,气锁星形转子轴的受力情况如图4所示。气锁星形转子轴的均布载荷由2部分组成:1)气锁星形转子轴的自重;2)蒸汽压力作用于转子辐板上产生的载荷,二者叠加而成。

图4 星形转子轴的受力简图
星形转子轴自重产生均布载荷:

其中:m为转子自重m=215 kg;l为转轴两轴承之间的长度 l=680 mm。
代入数据计算:

蒸汽压力产生的均布载荷
其中:p为蒸汽压力,p=7 kg/cm,s1为转子径向投影面积,s1=50×35=1 750 cm2,l为转轴长度。
代入数据计算:

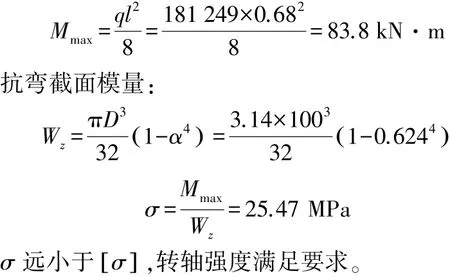
校验整个转轴均布载荷:

转轴正应力强度校核:
3.3 减速机功率计算
减速机的功率,用以克服以下阻力:
1)改变烟丝位置所需的能量;
2)烟丝对壳体和旋转面的摩擦所引起的能量消耗;
3)烟丝间的相互摩擦引起的能量消耗;
4)轴承的摩擦引起的能量消耗。
克服以上阻力所需轴功率N0:

所需减速机功率:

其中:ζ——物料阻力系数;
L——输送机水平投影长度;
H——垂直投影高度;
一般取总传动功率效率η=0.94;
k为功率备用系数 k=(1.2~1.4)
通过计算并结合使用经验取气锁减速机的功率为5.5 kW。
4 结语
事实证明,蒸汽膨胀烟丝技术处理的烤烟膨胀烟丝成熟烟香增加,地方性杂气减少,烟气浓度有所提升;白肋烟膨胀烟丝烘烤香突出,不良气息明显降低,且吸味醇和,劲头适中。膨胀烟丝与其他掺配物比较和烟丝有较好的配伍性,烟丝的香气的谐调和杂气改善等方面均有较好表现。蒸汽膨胀烟丝技术,可大幅提升烟叶原料品质。
蒸汽膨胀烟丝技术拓宽了烟叶原料的使用价值,通过该技术处理的膨胀烟丝可以在不改变产品风格的前提下,增加膨胀烟丝的添加比例。
[1]机械设计手册编委会.机械设计手册.[M].北京:机械工业出版社,2004.
[2]材料力学[M].北京:北京大学出版社,2009.
[3]卜炎.实用轴承技术手册,[M].北京:机械工业出版社,2003.
[4]马九荣.旋转机械故障机理及诊断技术[M].北京:机械工业出版社,1997.