接管对接TIG自动焊工艺研究
2014-09-19朴明皓
朴明皓
(中国第一重型机械股份公司核电石化事业部,辽宁 116113)
接管对接TIG自动焊工艺研究
朴明皓
(中国第一重型机械股份公司核电石化事业部,辽宁 116113)
针对加氢反应器制造中接管或弯管的对接焊缝,以1.25Cr-0.5Mo材料为例进行焊接试验,探究一种合理的自动TIG焊工艺。
加氢反应器;接管对接;TIG;工艺规范
加氢以及其他类型的反应器普遍选用Cr-Mo合金钢材料,结构上都存在大量接管或弯管的对接焊缝。接管对接焊缝属于B类缝,对焊接质量的要求较高,检验标准也都非常严格。目前,在生产中接管的对接焊缝都使用手工电弧焊进行焊接,在焊接过程中焊工要频繁地调整接管焊缝的位置以利于施焊。此过程耽误了大量的时间,导致生产效率低下。同时,由于手工电弧焊受焊工水平的影响,不同水平的焊工施焊完成的产品质量会有很大的差别。
自动TIG焊具有良好的焊接工艺性能,焊接过程稳定,能在一定程度上提高生产效率,更能保证焊接质量。本文采用1.25Cr-0.5Mo材料的接管进行自动TIG对接焊试验,制定出合理的焊接工艺规范。
1 试验材料
1.1 母材
母材为2个锻件接管,材质为1.25Cr-0.5Mo,壁厚40 mm,长度分别为330 mm,直径为380 mm。化学成分见表1。母材力学性能见表2。

表1 母材化学成分(质量分数,%)Table 1 Chem ical com position ofmatrix(mass fraction,%)
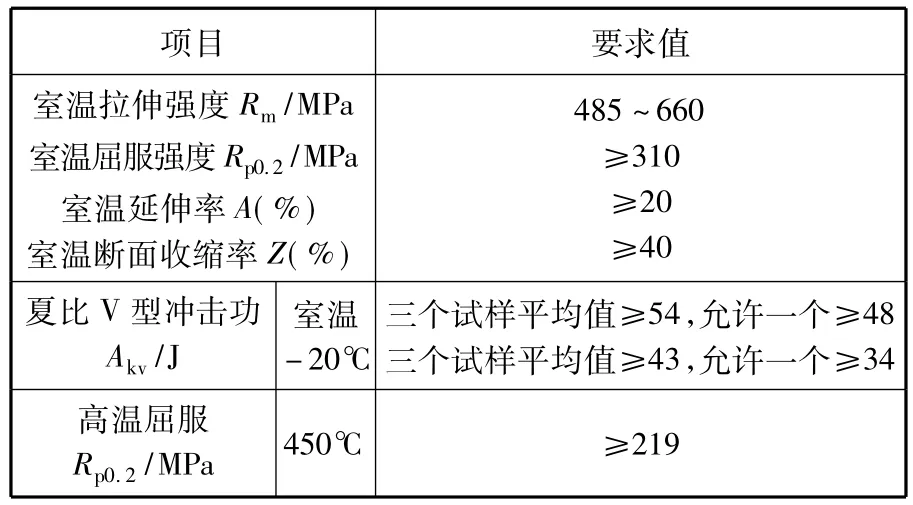
表2 母材力学性能Table 2 Mechanical property ofmatrix
1.2 焊接材料
焊材采用日本进口焊材,化学成分及力学性能与母材一致。
2 试验方法
2.1 焊接位置
以往接管对接焊缝的焊接采用平焊位,焊接过程中焊工需要频繁地调整焊件或自身的位置以便于施焊,造成劳动强度加大,更对焊接质量增加不确定因素。为了避免这一现象,将焊接位置改为横焊位。
2.2 焊接辅具
针对焊枪实现摆角,进行辅具研制。通过反复试验和讨论,改进了焊机的送丝机构和送丝嘴,使送丝过程平稳进行,焊丝与钨极良好配合,气体保护充分。焊接辅具示意图见图1。
2.3 坡口改进
焊接坡口示意图见图2。通过改进试验件坡口,使焊枪对试验件坡口底部能充分施焊,坡口底部自熔焊焊缝成形良好,气体保护充分。

图1 焊接辅具示意图Figure 1 Schematic sketch of welding auxiliary device
2.4 焊接规范
接管对接自动TIG焊,采用手工TIG焊打底后,将接管装到合适的转胎上,使其实现旋转。预热温度150~170℃,焊接规范见表3。
2.5 热处理规范
试件焊接后进行模拟焊后热处理:Min.PWHT:690 ±14℃ ×8+2h;Max.PWHT:690 ±14℃ ×26+2h。

图2 焊接坡口示意图Figure 2 Schematic diagram ofwelding groove
3 试验结论
焊接及模拟热处理后,对试样进行解剖试验,试验结果见表4。

表3 焊接规范Table 3 W elding regulation
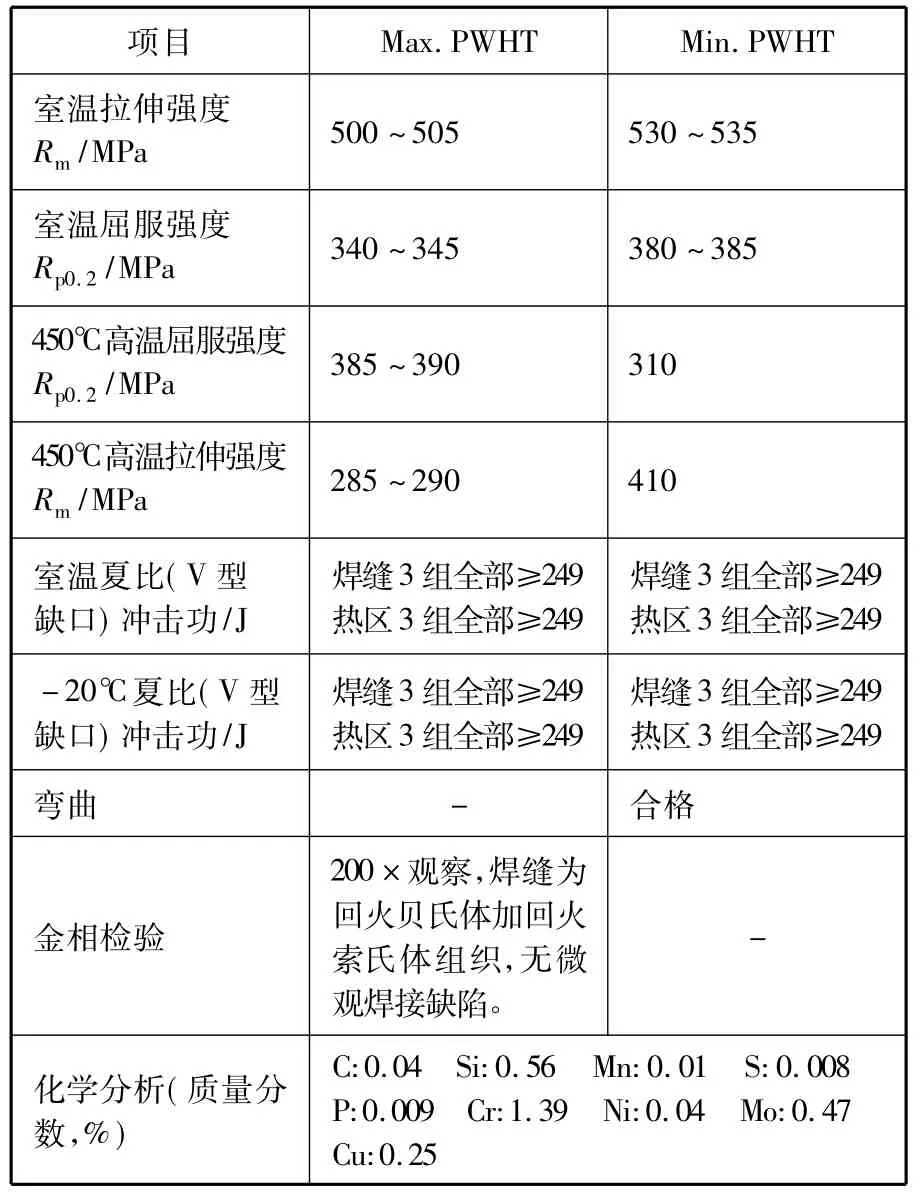
表4 性能试验结果Table 4 Property test results
由表4数据可以看出,接管TIG自动焊检验结果符合产品要求。虽然常温拉伸强度略低,但也符合同材质产品的技术要求;而韧性方面质量优异,冲击功全部≥249 J。这种结果是由于1.25 Cr-0.5Mo母材及焊材特性造成。可适当调整焊后热处理规范,对力学性能有很大的改善空间。
4 结论
接管TIG自动焊焊接过程中焊工不需要频繁地调整接管焊缝的位置,利于施焊,提高了生产效率;并减少了焊工人为因素对焊缝质量的影响,焊接过程稳定。
编辑 傅冬梅
Research on TIG Automatic Welding Procedure of Joint Pipe Butt
Piao M inghao
Regarding to buttweld of joint pipe and bend pipe in hydrogenation reactor production,welding testhas been conducted on 1.25Cr-0.5Momaterial joint pipe to research a reasonable automatic TIG welding procedure.
hydrogenation reactor;joint pipe butt;TIG;technological regulation
TG44
A
2013—07—22