加热炉料垫空中小车工作原理
2014-09-13陈俊君
陈俊君
(东北轻合金有限责任公司, 哈尔滨 150060)
东轻南线目前共有两台640T推进式加热炉,用以承担部分南线铸锭加热任务。两台推加炉共用一套上料、出料系统,这也同时意味着空中返回小车的作用更加重要,相当于成为两台炉子的纽带。料垫用以支撑铸锭,为耐热铸铁制成。料垫小车顾名思义就是运送料垫的,即料垫转移机构,主要功能是完成料垫从出料端到进料端的转移,本设备中采用空中料垫转移。料垫小车的驱动方式:电动,滑触线供电。
1 料垫小车发展概况
由于PLC的不断发展和革新,使得生产线的运输控制也将得到不断的改善和生产率的不断提高,料垫返回小车控制经历了以下几个阶段。
(2)自动控制:在20世纪80年代,由于计算机的价格下降,这时的大型工控企业将PLC充分的与计算机相结合,通过机器人技术,自动化设备终于实现了PLC在料垫返回小车控制系统在自动方面的应用。
(3)全自动控制:现阶段,由于PLC技术的发展,大型PLC大多采用多CPU结构,不断向高性能、高速度和大容量方向发展。将PLC运用到料垫返回小车控制系统,可实现料垫返回小车的全自动控制,降低系统的运行费用。PLC料垫返回小车自动控制系统具有连线简单控制速度快、精度高、可靠性和可维护性好及维修和改造方便等优点。
2 料垫返回车工作过程
料垫小车在出料侧等待位等待,当出料完成后,料垫小车行走到炉门前停止,料垫夹紧装置下降至料垫位置,开始进行料垫夹紧工作,当检测到料垫已夹紧后,夹紧装置上升至原始位后行走到进料侧炉门前,料垫夹紧装置下降到位后松开,松开到位后将夹紧装置提升到位再返回至出料端等待位,这是料垫小车一个完整的工作过程。
3 设备硬件组成
PLC即可编程控制器(Programmable logic Controller),是指以计算机技术为基础的新型工业控制装置。在1987年国际电工委员会(International Electrical Committee)颁布的PLC标准草案中对PLC做了如下定义:“PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。PLC及其有关的外围设备都应该按“易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。”它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。它具有可靠性高,抗干扰能力强;配套齐全,功能完善,适用性强;易学易用,深受工程技术人员欢迎;系统的设计、建造工作量小,维护方便,容易改造;体积小,重量轻,能耗低的特点。
从结构上分,PLC分为固定式和组合式(模块式)两种。固定式PLC包括CPU板、I/O板、显示面板、内存块、电源等,这些元素组合成一个不可拆卸的整体。模块式PLC包括CPU模块、I/O模块、内存、电源模块、底板或机架,这些模块可以按照一定规则组合配置。
CPU是PLC的核心,起神经中枢的作用,每套PLC至少有一个CPU,主要由运算器、控制器、寄存器及实现它们之间联系的数据、控制及状态总线构成,CPU单元还包括外围芯片、总线接口及有关电路。内存主要用于存储程序及数据,是PLC不可缺少的组成单元。
PLC与电气回路的接口,是通过输入输出部分(I/O)完成的。I/O模块集成了PLC的I/O电路, I/O分为开关量输入(DI),开关量输出(DO),模拟量输入(AI),模拟量输出(AO)等模块。
PLC电源用于为PLC各模块的集成电路提供工作电源。同时,有的还为输入电路提供24V的工作电源。
原来大部分养殖场青贮设施比较老旧简陋,中小型养殖场以土坑为主,青贮质量无法保证,改善青贮设施是提高青贮质量的重要措施,最好的青贮方式是地上青贮。今年从项目资金中预算300万元,用于地上青贮设施建设补贴、老旧青贮设施的改扩建,改善青贮条件。从长远角度推进了全市“粮改饲”工作进展。
最简单的人机界面是指示灯和按钮,目前液晶屏(或触摸屏)式的一体式操作员终端应用越来越广泛,由计算机(运行组态软件)充当人机界面非常普及。推加炉人机界面由两台计算机组成,现场进料端操作台还有一台触摸屏。
料垫小车由两台行走电机、料垫返回提升电机、料垫返回车提升自动夹紧电机两台、西门子PLC S7-300(CPU314、两个数字量输入模块、3个数字量输出模块、1个CP343通讯模块)和ABB变频器两台。维护复位操作等都需要在空中小车控制柜上进行。
西门子PLC主要用于对料垫小车的逻辑控制,两台ABB变频器分别用于控制料垫小车的行走电机与料垫提升电机,采用硬件相连。
针对现场实际情况,网线的搭建不满足现场生产条件,空中小车通讯部分采用了Tplink的网桥原理来实现,由两个无线路由实现了网络的空中搭建。当然,这种网桥的搭建也同样存在一些问题,现场干扰源比较多,所以网络的稳定性也就大打折扣。一旦信号丢失,程序中止,也得工人在现场进行复位。
4 软件组成
西门子PLC S7-300的控制软件是SIMATIC Manager,一个项目的主要组成部分是硬件组态与程序。
4.1 硬件组态
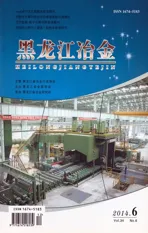
硬件组态即是把PLC实际中所用到的模块和与之相关的模块、变频器、传感器等硬件进行组态,分布每个模块所需要用到的输入输出地址和通讯地址等参数。下面就是程序的硬件组态:
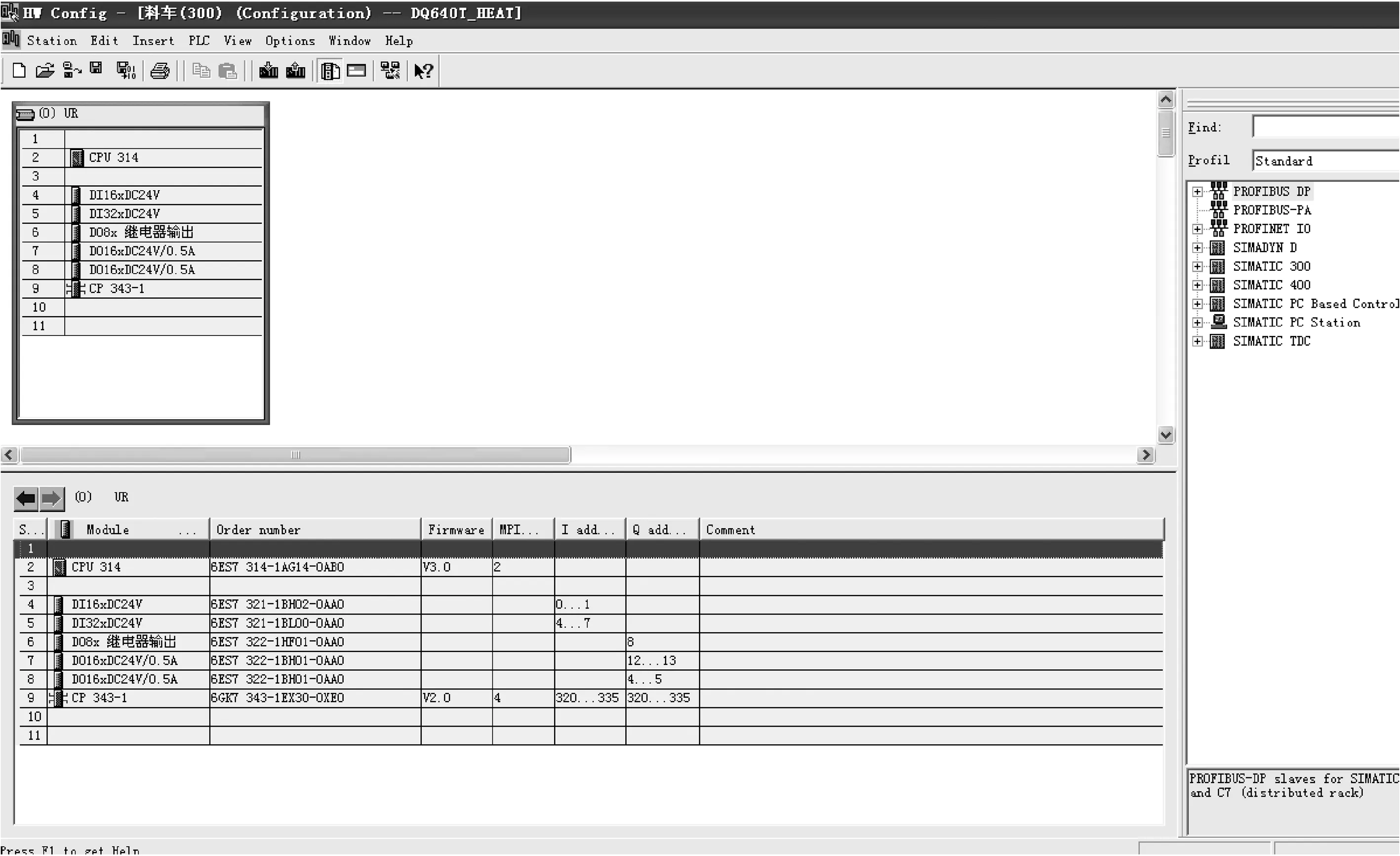
图1 PLC硬件组态
上一个窗口是组态的模块及排列,下一个窗口是对每个模块的型号,版本号,输入输出地址等信息进行显示。
4.2 程序组成
料垫小车有两个重要部分,分别是小车的自动控制与数据的通讯。程序块FC7移位就是小车自动逻辑块,以下是FC7程序块的主要内容:
字MW216分为两个字节为MB216与MB217,MB216与MB217各有八位二进制变量组成,按照顺序排列为M216.7、M216.6、M216.5 M216.4、M216.3、M216.2、M216.1、M216.0、M217.7、M217.6、M217.5、M217.4、M217.3、M217.2、M217.1、M217.0共16位,M217.0为最低位,M216.7为最高位,当M217.0条件满足后置1,这是MW216为00000001,将此数值发送至FC186中,FC186的程序如下:

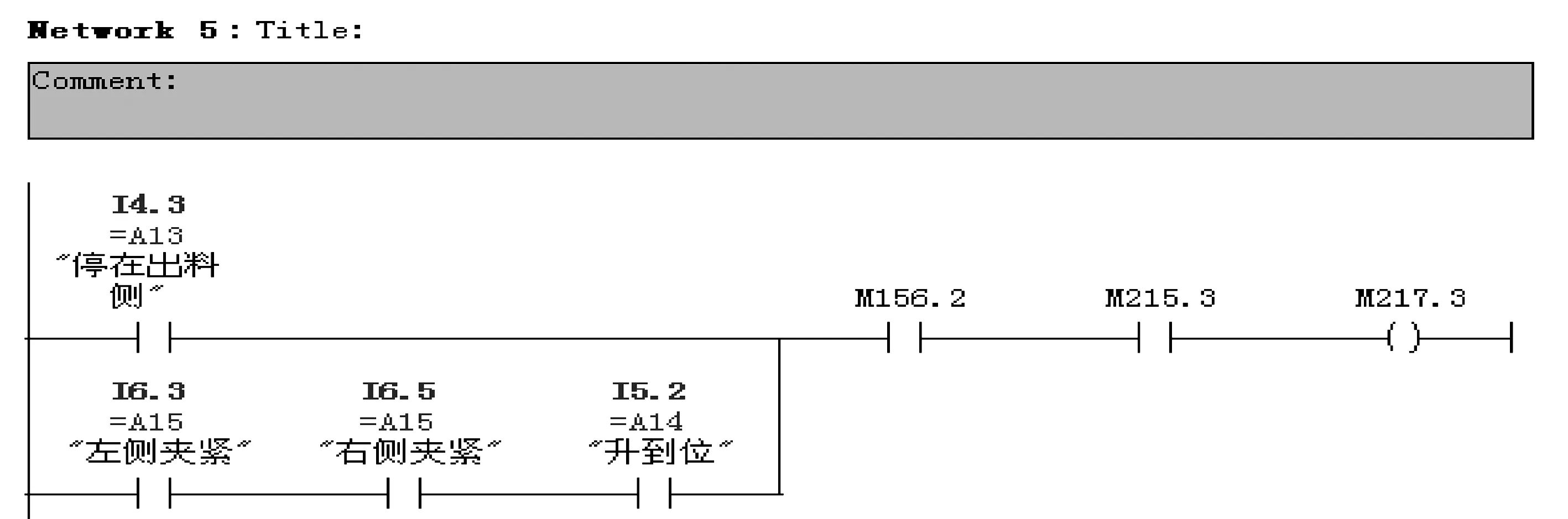
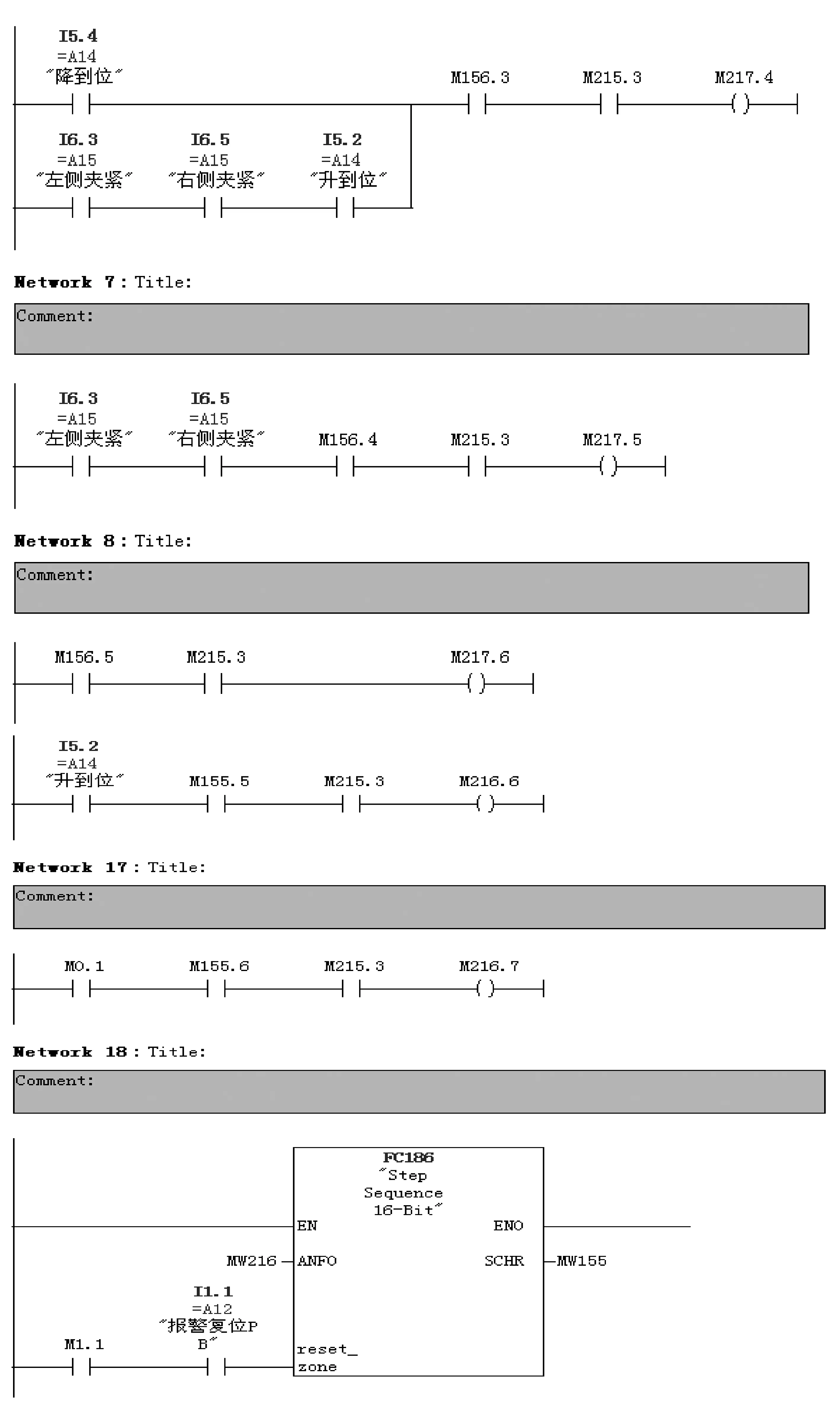
图2 自动步程序
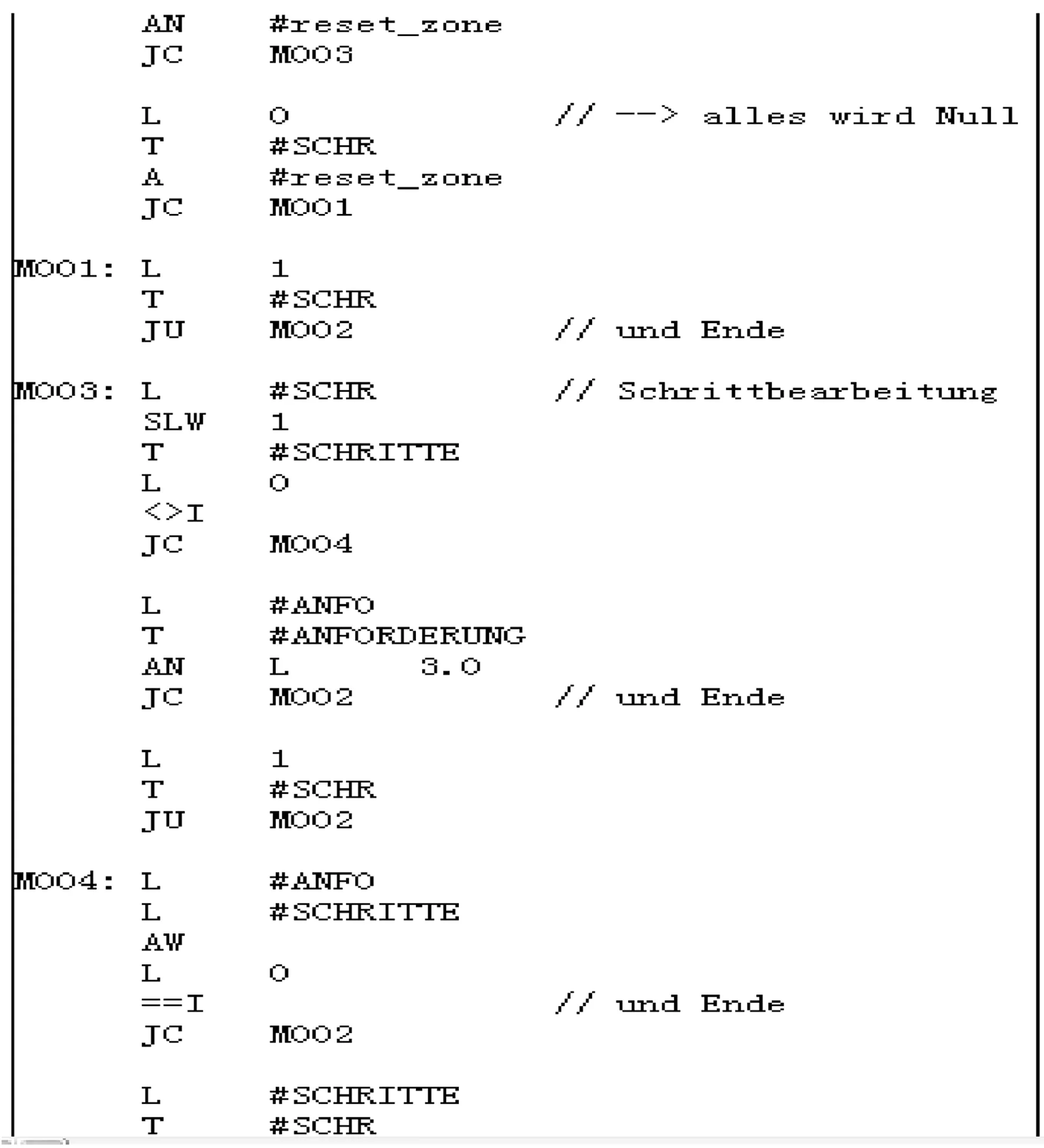
图3 数据位移
MW216的数值00000001传送到FC186中后,将此数值赋值给MW155,此时MW155的数值为00000001,MW155也是一个字,与MW216道理相同,所以M156.0为1,而同时M156.0作为M217.1的启动条件,即如果上一步动作不完成,无法满足下一步的启动条件,如此环环相扣使料垫小车能够按照命令来一步一步的执行。
数据通讯,料垫小车要实时与进出料机构进行通讯,交换进出料机构所要进行的动作与料垫小车所处的状态。料垫小车通过限位开关、接近开关等检测元件检测出料垫小车所处的位置及状态,并将此状态寄存在数据块DB2中。通过软件自带功能块FC5与FC6进行数据的传送与接收,程序如下:
FC5为数据发送块,将数据从DB2.DBX0.0开始之后8位的数据发送出去,而FC6为数据接收块,将接收的数据按顺序写到从DB2.DBX20.0开始之后的四位里,通过与进出料装置进行这些数据交换后,能更好的配合进出料机构与料垫小车之间的动作。保证了设备与人员的安全。
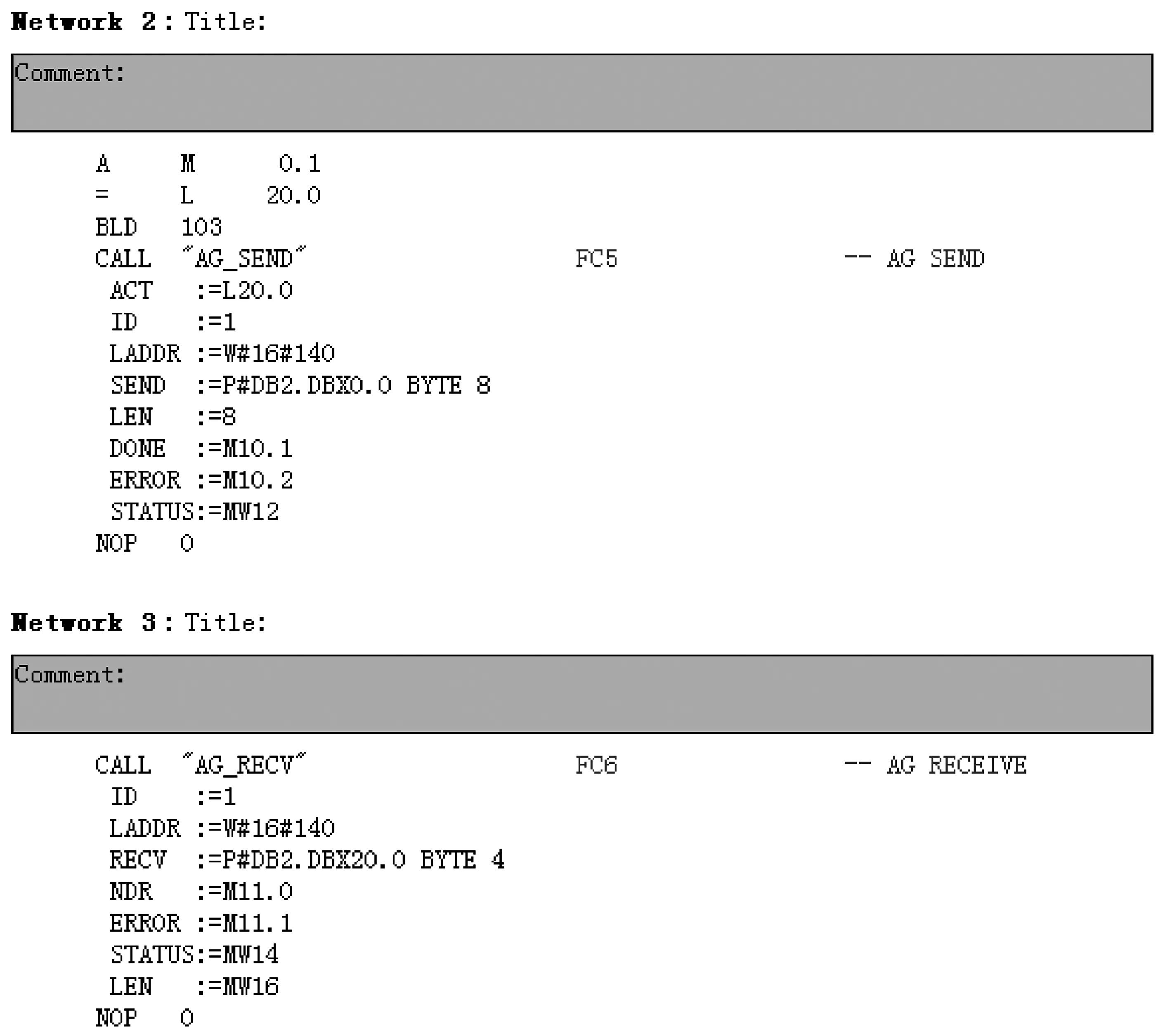
图4 数据通讯功能块
5 结论
本文主要介绍了料垫返回小车的发展过程及现代社会对运料小车的功能要求,以及运料小车以后的发展趋势。随着现代工业的发展,工业自动化程度越来越高,料垫小车在加热炉应用前景可观。料垫小车是新长光公司研发的新产品,还有一些机械结构上的不足,还有待于完善。
[1]张凤姗. 电气控制及可编程控制器.2版[M]. 北京:中国轻工业出版社,2003,P2-P3.
[2]廖常初. 大中型PLC应用教程[M]. 北京:机械工业出版社,2004,P4-P5.
[3]胡学林.可编程控制器教程[M].北京:电子工业出版社,2003.7.P10-P11.