轴承钢端面碎裂原因分析与改进
2014-09-13刘树军郭孝凯
刘树军, 李 哲, 郭孝凯
(北满特殊钢有限责任公司, 黑龙江 齐齐哈尔 161041)
北兴公司生产的φ30-75圆轴承钢棒材,冬季生产在矫直后大批量发现端头有碎裂现象,致使棒材清理时难度增加。本文对此问题进行试验对比分析,找到了碎裂原因,并对后续生产的钢材采取了相应的补救措施,避免了钢材在矫直过程中的碎裂问题。
1 试验分析
1.1 试验仪器
用40MAT金相显微镜观察缺陷样品断口附近的金相组织。
1.2 缺陷宏观形貌
矫直后在钢材端部边缘碎裂,碎裂块沿钢材锯切端面周身排列,如图1所示。

图1
1.3 锯切端头金相组织分析
2 工艺调查与分析
针对上述金相组织异常情况,分析了钢材的锯切过程:钢材用砂轮锯磨擦锯切定尺,锯切过程中端部受热。在空气中冷却时使钢材端部发生组织转变,形成薄层马氏体组织。该马氏体组织比基体组织的塑性差,在矫直过程中,因端部受力较大且塑性较差而产生碎裂。检验同批次生产钢材也存在类似现象,端部马氏体组织薄厚不一。
3 实施情况及效果
为了验证进口锯片、国产锯片对矫直后端头碎裂的影响,2014年2月做了如下对比试验见表1。
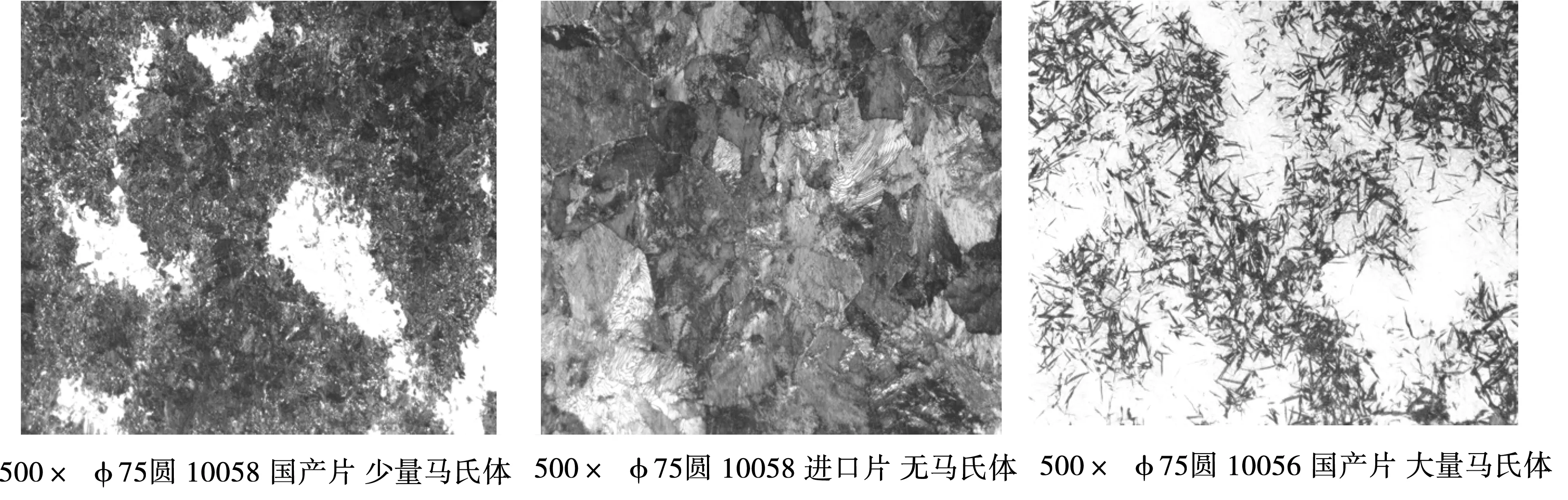
表1
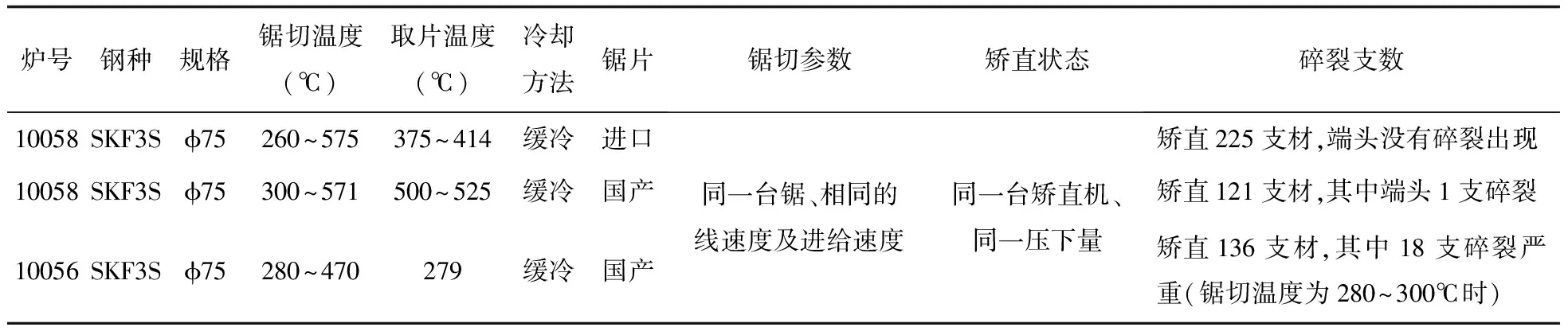
炉号钢种规格锯切温度(℃)取片温度(℃)冷却方法锯片锯切参数矫直状态碎裂支数10058SKF3Sϕ75260~575375~414缓冷进口10058SKF3Sϕ75300~571500~525缓冷国产10056SKF3Sϕ75280~470279缓冷国产同一台锯、相同的线速度及进给速度同一台矫直机、同一压下量矫直225支材,端头没有碎裂出现矫直121支材,其中端头1支碎裂矫直136支材,其中18支碎裂严重(锯切温度为280~300℃时)
从锯切温度对比看,φ75圆使用进口锯片无论是高温还是低温锯切,缓冷后矫直时未出现碎裂;使用国产锯片温度>300℃锯切经缓冷后仅出现1支碎裂,使用国产锯片低温280~300℃锯切缓冷后矫直18支材端头碎裂,头部8支严重碎裂、1支掉头,尾部除毛头外9支定尺全部碎裂。
从端部组织对比看,使用进口锯片取片温度在375~414℃时端面未发现马氏体组织;而使用国产锯片,取片温度在500~525℃端面发现少量马氏体组织,使用国产锯片取片温度在279℃整个端面发现严重马氏体组织。
2014年2月10日下发了≤控制锯切材矫直后端头碎裂作业指导书≥并监督执行,一度困扰北兴公司轴承钢矫直后端头碎裂的问题得到彻底解决。
4 结语
棒温>300℃,使用进口锯片锯切钢材缓冷后矫直无碎裂,而国产锯片锯切钢材缓冷后矫直发生零星碎裂。棒温<300℃,使用进口锯片锯切钢材缓冷后矫直发生零星碎裂,而国产锯片锯切钢材矫直后发生大量碎裂。因受工装制约,冬季连续生产时锯切温度无法保证全部达到>300℃、因此必须采用进口锯片锯切才能避免批量碎裂现象的发生。
[1]宋维锡.金属学(第二版)[M].北京:冶金工业出版社,2007,342-345.