共裂解提高石脑油裂解丁二烯收率研究①
2014-09-11孔祥冰景媛媛穆珍珍宋帮勇杨利斌
许 江 孔祥冰 田 亮 景媛媛 穆珍珍 宋帮勇 杨利斌
(中国石油石油化工研究院兰州化工研究中心)
众所周知,原料的优化选择对降低石化产品成本、提高石化产品市场竞争力具有举足轻重的作用[1-3]。在组织和优化乙烯装置裂解原料时,依据烯烃市场价格变化的形势,合理选择裂解原料及裂解方式优化产物分布是提高企业竞争力和可持续发展的有效途径[4-5]。
目前,全世界约97%的丁二烯是依托乙烯装置生产的C4抽提得到的[6-7],传统的方法是将石脑油、轻烃、加氢尾油等原料进行蒸汽热裂解制备丁二烯,其中石脑油蒸汽裂解的丁二烯收率在6%以下,轻烃蒸汽裂解的丁二烯收率在3%以下,加氢尾油蒸汽裂解的丁二烯收率约为4%~7%。而我国裂解原料以石脑油为主,石脑油单独裂解气相产物约占总产物的70%(w),其中乙烯、CH4等低附加值产物所占比例较大,丁二烯附加值高但收率很低(仅为3%~6%),导致石脑油裂解产物的综合附加值较低。随着中东地区大量廉价的乙烷资源及美国页岩气革命带来的影响,乙烯裂解原料逐步轻质化,在国外新工艺投产前,丁二烯供给量将持续减少,未来很长一段时间内依然处于丁二烯供不应求的局面。因此,丁二烯收率及产量可在一定程度上影响我国乙烯工业的总体竞争力和综合效益[8-10]。
本实验将甲基环己烷加入石脑油中进行共裂解,利用共裂解组分之间的促进作用优化气相产物分布,以求提高裂解产物的综合附加值。实验结果表明,与石脑油单独裂解相比,产物中乙烯收率有所降低,但丁二烯收率大幅度提高,提高了石油烃的有效利用率,有利于可持续发展,具有极大的经济效益和社会效益。
1 实验部分
1.1 实验设备与方法
裂解实验采用美国KBR公司制造的实验室蒸汽热裂解装置,装置采用模块化设计,具有灵敏精确、原料适应范围广、重复性好等特点,可以模拟毫秒炉和其他管式炉的裂解[11],热裂解装置流程简图如图1所示。裂解实验稳定时间为2 h,裂解气在经过气液分离和3次冷却后由在线气相色谱仪分析,裂解液相通过水油分离后进行称重计量,实验数据用装置附带的专业软件进行处理。所用分析设备如表1所示。
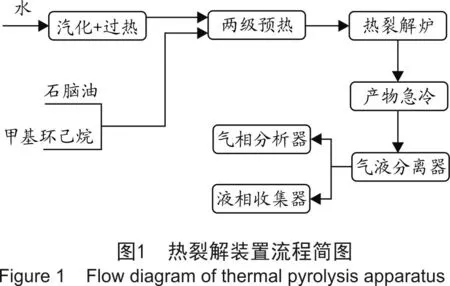

表1 裂解原料及裂解产物分析仪器表
1.2 实验原料及其物性分析

表2 石脑油物性分析
从表2可以看出,石脑油的密度为0.712 7 g/cm-3,平均相对分子质量为97.95,氢质量分数为15.09%,芳烃指数为13.81,特性因数为12.30,其芳香性较强,馏程范围(31.7~165.5 ℃)也相对较窄;从族组成上看易裂解的链烷烃(正构烷烃+异构烷烃)质量分数高达63%,略低于国际上石脑油链烷烃质量分数要求,较难裂解的环烷烃、芳烃质量分数分别为27.6%和8.45%,且石脑油中单体组分主要分布在C6~C9上。试验用甲基环己烷为分析纯试剂,由国药集团化学试剂有限公司生产,相对分子质量为98.19。
2 结果与讨论
2.1 不同比例石脑油/甲基环己烷共裂解试验
为了考查甲基环己烷掺入比例对共裂解产物收率的影响,在实验室热裂解装置上进行石脑油单独裂解试验和甲基环己烷掺入石脑油的共裂解实验,考虑到甲基环已烷掺入量过大会导致裂解炉管易结焦,缩短装置生产周期,降低炉管传热效率,甲基环己烷掺入石脑油的比例分别为10%、20%、30%、40%、50%的共裂解试验,试验条件为停留时间100 ms、水油质量比0.55、裂解温度890 ℃,不同比例原料共裂解的产物收率对比如图2所示。

由图2可知,随着甲基环己烷掺入比例的增大,共裂解的乙烯、丙烯收率均减小,丁二烯收率呈线性增加,但丁二烯增大的幅度略小于双烯(乙烯+丙烯,下同)减小的幅度,因此,三烯(双烯+丁二烯,下同)总体上略有降低。石脑油单独裂解乙烯收率为28.59%,丁二烯收率仅为5.96%,而当甲基环己烷掺入比例为50%时,共裂解乙烯收率仅为25.88%,但丁二烯收率升高至9.43%,即共裂解比单独裂解乙烯收率降低9.5%,丁二烯收率提高了58%以上,这是原料族组成的变化和共裂解各组分间相互作用的结果。随着原料中环烷烃(尤其是C7环烷烃)质量分数的增加,链烷烃的相对质量分数有所降低。同时,环烷烃对链烷烃的裂解有抑制作用,导致乙烯、丙烯在裂解气相中的浓度有所降低;由于共裂解过程中有更多的环烷烃参与发生开环分解反应生成丁二烯,而烷烃的存在使环烷烃的裂解反应加速,烷烃生成的自由基促使环烷烃按自由基链锁机理发生反应也可生成丙烯和丁二烯,因此,共裂解丁二烯收率大幅度提高[12-16]。
2.2 不同裂解温度下石脑油/甲基环己烷共裂解试验
为了考察共裂解温度对共裂解产物收率的影响,在实验室热裂解装置上进行900 ℃下石脑油单独裂解试验和共裂解试验,甲基环己烷掺入石脑油的比例分别为10%、20%、30%、40%、50%,试验条件为停留时间100 ms、水油质量比0.55,不同裂解温度下共裂解产物收率对比见图3。

由图3可知,900 ℃下共裂解产物的收率变化趋势与890 ℃下趋势基本一致,随着甲基环己烷质量分数的提高,双烯收率降低,丁二烯收率提高。当甲基环己烷掺入比例为50%时,共裂解丁二烯收率(9.54%)为单独裂解丁二烯收率(6.23%)的1.53倍。对比不同温度下相同掺混比例的裂解产物收率可以看出,温度提高10 ℃,丁二烯收率变化不大,但乙烯收率可提高1.7%左右。因此,三烯总收率提高1.6%,说明石脑油/甲基环己烷共裂解适宜在相对较高的温度下进行。这是由于单独裂解时,各类烃裂解的反应速度常数相差较大,而共裂解过程中各组分之间的相互影响使得各类烃的反应速度常数差值变小,烷烃的存在促使环烷烃裂解可产生更多的丁二烯。同时,随着温度的升高,共裂解时各烃的反应速率常数更为接近,即共裂解各组分间的相互影响减弱,易裂解的链烷烃通过自由基链反应生成更多的乙烯[12-16]。因此,在相对较高的裂解温度下共裂解可得到高收率的丁二烯和乙烯。
3 结 论
通过一系列石脑油与甲基环己烷共裂解试验,结合原料的物性对比对不同比例、不同温度下共裂解产物收率的变化进行分析,得出以下结论:
(1) 与石脑油单独裂解相比,石脑油与甲基环己烷共裂解使乙烯收率降低,而丁二烯收率大幅度提高。当甲基环己烷掺入比例为50%时,与石脑油单独裂解相比,乙烯收率降低9.5%,丁二烯收率则提高58%以上。在相对较高的裂解温度下进行共裂解,在得到高收率丁二烯的同时,乙烯收率下降幅度较小。
(2) 石脑油/甲基环己烷共裂解优化了裂解气相产物分布,乙烯收率降低而高附加值的丁二烯收率大幅度提高,提高了产物的综合附加值。随着我国乙烯装置的不断大型化、基地化和园区化发展,其经济效益将更为显著,对乙烯企业的可持续发展和提升综合竞争力起到至关重要的作用[15-16]。
(3) 将甲基环己烷加到石脑油中进行共裂解提高丁二烯收率,只改变了裂解原料和裂解方式,可完全依托现有乙烯裂解装置和后分离系统,可行性高且节省投资。同时,两种原料共裂解过程中装置操作平稳,生产装置波动幅度较小,可满足工业化生产的要求。
参考文献
[1] 郭莹.乙烯原料优化途径的分析与展望[J].石油化工,2008,37(增刊1):91-93.
[2] 周丛,茅文星.拓展乙烯原料来源的研究现状[J].化工进展,2009,28(8) :1313-1318.
[3] 崔静怡.乙烯原料发展趋势及优化建议[J].石油化工技术经济,2001,8(6):13-15.
[4] 王强.关于乙烯原料优化的几点思考[J].石油化工,2002,31(1): 58-61.
[5] 王基铭.乙烯原料优化问题的探讨[J].石油化工,1999,28(5): 333-337.
[6] 王玲玲,郭珺,杨珊珊,等. 丁二烯供需现状及预测[J].化学工业,2010,28(4): 40-43.
[7] 江镇海. 中国大陆丁二烯市场及发展趋势分析[J].合成技术及应用,2010,25(3): 33-35.
[8] 宁晓燕.2008-2012年我国丁二烯市场供需分析[J].石化技术,2008,15(3): 66-68.
[9] 李明,伍小明. 国内外丁二烯的市场现状及发展前景[J].精细化工原料及中间,2010(8):38-42.
[10] 李玉芳, 李明. 丁二烯生产技术进展与市场分析[J].化学工业,2007, 25(12): 24-33.
[11] 林泰明,胡具瞻.裂解制乙烯实验装置(BSPA)介绍[J].石化技术与应用,1998,18(2):66-67.
[12] 陈滨.乙烯工学[M].北京:化学工业出版社,1997.
[13] 王国清,张兆斌,张利军,等. 轻质裂解原料性能研究[J].乙烯工业,2008,20(1):44-46.
[14] 邹仁鋆.石油化工裂解原理与技术[M]. 北京:化学工业出版社,1981.
[15] 王松汉.乙烯装置技术与运行[M]. 北京:中国石化出版社,2010.
[16] 王松汉,何细藕.乙烯工艺与技术[M]. 北京:中国石化出版社,2000.