超声参量对制备原油乳化液的影响
2014-09-11杨小鹏杨大鹏王殿生
杨小鹏,杨大鹏,王殿生
(中国石油大学(华东) 理学院,山东省高校新能源物理与材料科学重点实验室,山东 青岛 266580)
1 引 言
油气生产及加工过程中产生的含原油污水多以乳化态的混合液存在[1-2],研究这类含油污水的处理机理,常常需要在实验室制备出稳定的原油乳化液,开展各种实验. 目前,针对柴油的超声乳化技术已有研究[3-4],主要是制备W/O型乳化液,而关于制备O/W型原油乳化液的研究较少.
超声乳化技术主要利用超声波在液体中传播所产生的热效应和空化效应把互不相溶的油和水分散成乳化液,使用超声方法制备的乳化液要比其他机械搅拌方法制备的乳化液相对稳定,具有乳化质量好、效率高、成本低等优点[5-7]. 本文应用超声乳化技术,以失水山梨醇单油酸脂(Span 80)和聚氧乙烯失水山梨醇单油酸脂(Tween 80)为乳化剂,制备了质量分数为5%的原油乳化液;并实验研究了超声辐射功率、辐射时间、间歇比、脉冲重复周期等因素对乳化效果的影响.
2 实验器材与方法
2.1 实验器材
实验器具:PL203电子天平(梅特勒-托利多仪器(上海)有限公司)、NJL07-5型实验室超声微波炉(南京杰全微波设备有限公司)、量筒、烧杯、玻璃棒、温度计等. 实验材料:进口原油、蒸馏水、Tween 80(化学纯)、Span 80(化学纯).
2.2 实验方法
油水乳化液是由2种互不相溶的液体组成的分散体系,制备时要加入乳化剂才能保持一定的稳定性[8]. 在不限定乳化剂的情况下,为得到较好的乳化效果,可将不同的乳化剂混合使用[9]. 制备O/W型原油乳化液时,先将Span 80、油、水和Tween 80依次加入50 mL烧杯中,然后插入超声杆进行处理,即可制得原油乳化液.
实验主要配制质量分数为5%的原油乳化液,采用控制变量法探究了超声辐射功率、辐射时间、间歇比、脉冲重复周期等对原油乳化效果的影响. 实验中,乳化剂质量分数为1%,HLB值为9. 超声乳化后的原油乳化液静置24 h,原油的析出量基本不再变化. 因此,选择乳化液静置24 h的原油析出率(析油率)做为乳化液稳定性的评价指标. 析油率定义为乳化液析出原油的质量与所含原油的总质量的比值.
3 实验结果分析
3.1 超声辐射功率的影响
声强是超声波的主要参量,对超声空化有着重要影响,一般声强越大,空化强度越大,乳化速度也越快[10]. 实验探究了超声辐射功率为100~500 W时制备的乳化液的稳定性,实验结果如图1所示. 实验条件为脉冲宽度5 s、脉冲重复周期15 s、超声时间5 min.
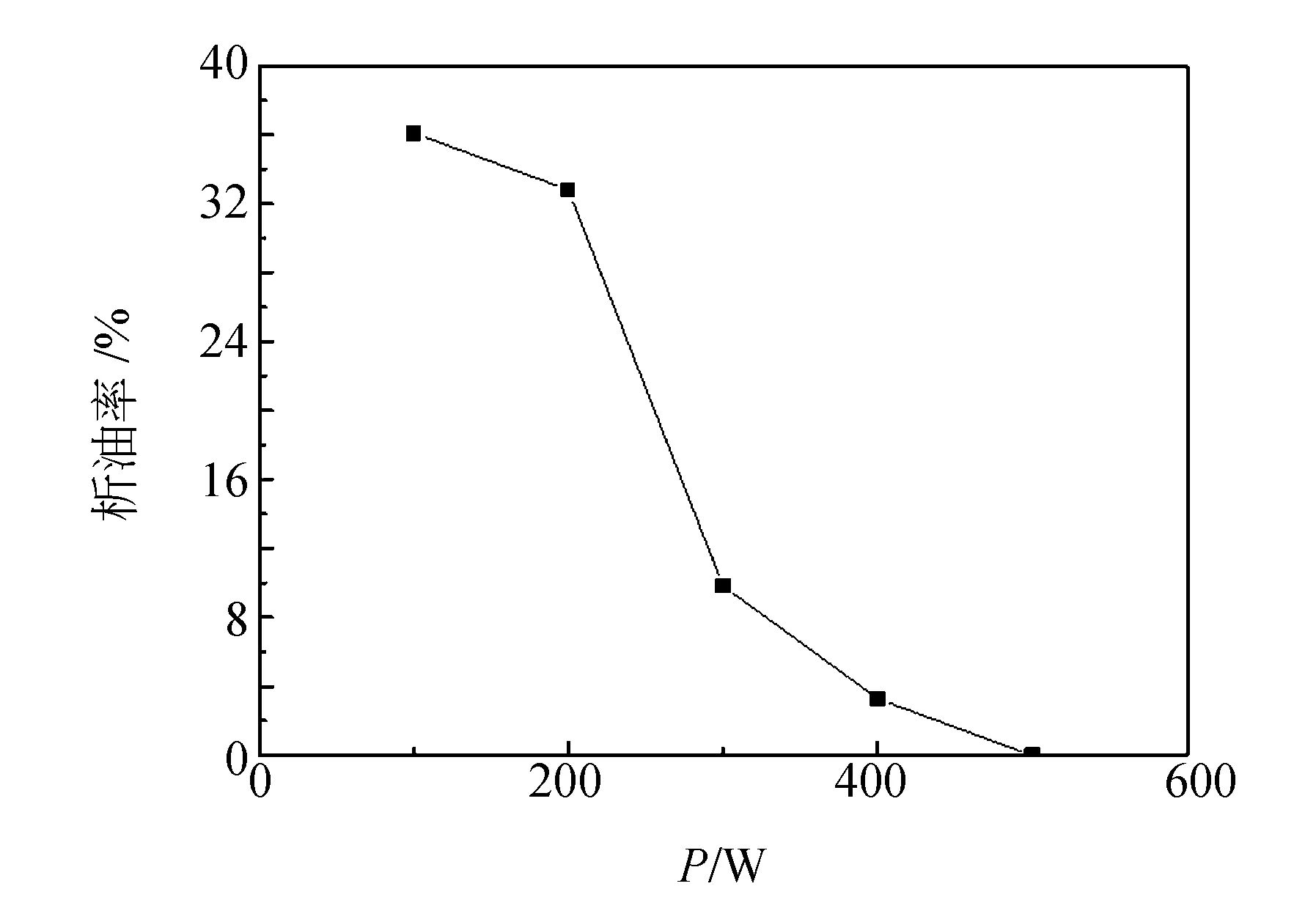
图1 析油率随超声功率的变化
由图1可知,经超声处理后,当超声功率从100 W增加到500 W时,析油率从36.08%降低到0%,析油率随超声功率的增大而减小,但减小趋势趋于平缓. 分析原因:超声功率的增大,使乳化液内部产生更激烈的颗粒运动及空化作用,产生了高温、高压、高湍动流场,内部小液滴相互碰撞、撕裂[3],从而使乳化液更稳定,析油率降低. 当超声功率在400 W时已达到较好的处理效果,因此超声功率选择400 W较为合适.
3.2 超声辐射时间的影响
乳化液是不稳定体系,在乳化过程中液滴分散伴随着液滴的聚结和沉降过程,因此乳化时间对乳化液的稳定有一定影响,过长或过短都不利于乳化液的稳定[11]. 实验探究了超声辐射时间为1~9 min时乳化液的稳定性,实验结果如图2所示. 实验条件为超声辐射功率400 W、脉冲宽度5 s、脉冲重复周期15 s.
由图2可知,当超声时间从1 min增加到5 min时, 析油率从42.64%降低到3.28%; 当超声时间为7 min时,析油率反而上升至6.56%,当超声时间继续增加到9 min时,析油率又降至3.28%. 分析原因:用超声处理时,在乳化液内部存在着小液滴相互碰撞的过程,在碰撞过程中存在着小液滴被合并与被击碎的可能;这2个过程达到平衡时,乳化液中水滴平均粒径才趋于稳定,最佳时间即为这2个过程达到平衡的最短时间[3]. 因此,超声时间不是越长越好. 由图2可以看出,最佳超声辐射时间为5 min.
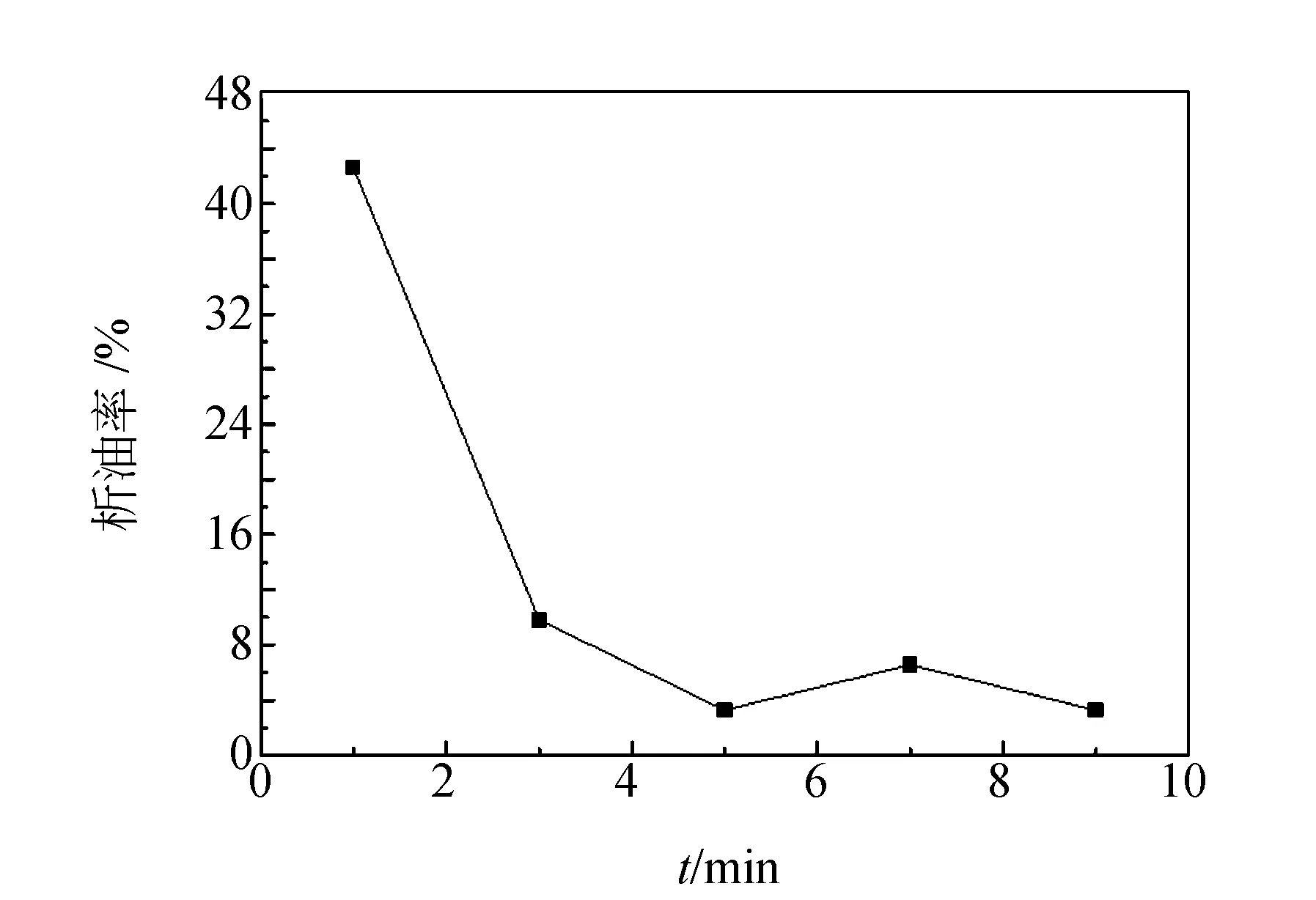
图2 析油率随超声时间的变化
3.3 间歇比的影响
间歇比为脉冲重复周期与脉冲宽度的比值. 在实际应用中,超声的间歇比过小,会使换能元器件过热,影响设备的寿命,而间歇比过大,会使处理时间变长,处理效率降低[12]. 实验探究了脉冲宽度不变时,不同间歇比对乳化液稳定性的影响,实验结果如图3所示. 实验条件为超声辐射功率400 W、脉冲宽度5 s、超声时间5 min.

图3 脉冲宽度不变时析油率随间歇比的变化
由图3可知,当超声波的间歇比为2,2.4和3时,析油率为3.28%;当间歇比为2.8和3.6时,析油率为6.56%;而当间歇比为3.2时,析油率为16.4%. 可见间歇比对析油率存在一定的影响,且影响规律比较复杂,但其影响与超声辐射功率和时间的影响相比要小. 关于间歇比对乳化液稳定性的影响原因还有待于进一步研究. 实际应用中,应在换能元器件允许下,选择处理效果最好的间歇比中的最小间歇比,以节约总处理时间,提高处理效率.
3.4 脉冲重复周期的影响
在超声应用中常使用脉冲波,脉冲重复周期是周期脉冲波的一个参量[13]. 实验探究了间歇比相同时脉冲重复周期为3~27 s时乳化液的稳定性,实验结果如图4所示. 实验条件为超声辐射功率400 W、间歇比3、超声时间5 min.

图4 析油率随脉冲重复周期的变化
由图4可知,当脉冲重复周期为9,15,27 s时,析油率为3.28%;当脉冲重复周期为3,21 s时,析油率为6.56%. 可见,脉冲重复周期对析油率的影响比上述因素更小,而间歇比相同时脉冲重复周期的改变不会影响实际处理的总时间,因此脉冲重复周期可在析油率为最小时的几个值中任意选取.
4 结 论
1) 超声辐射功率越大,处理效果越好,当超声功率为400 W时,即可取得较好的乳化效果.
2) 超声辐射时间的最佳值为5 min,时间过长乳化效果反而会变差.
3) 间隙比对乳化效果有一定的影响.
4) 脉冲重复周期对乳化效果影响较小.
参考文献:
[1] 徐心如,张一安,詹敏. 炼油厂水包油型乳状液破乳研究[J]. 石油学报,1997,13(1):46-52.
[2] 李海波,胡筱敏,罗茜. 含油废水的膜处理技术[J]. 过滤与分离,2000,10(4):10-14.
[3] 吕效平,韩萍芳. 超声波对柴油乳化的影响[J]. 石油化工,2001,30(8):615-618.
[4] 李建彤,韩萍芳,吕效平. 乳化柴油研究及其进展[J]. 化工进展,2004,23(4):364-369.
[5] 罗曾义. 超声处理方面的一些应用近况和发展[J]. 声学技术,1994,15(4):152.
[6] Abismail B, Canselier J P. Emulsification by ultrasonic: drop size distribution and stability [J]. Ultrasonics Sonochemistry, 1999,6(1-2):75-83.
[7] 顾煜炯,杨昆,杜大明. 燃油掺水超声乳化技术的研究[J]. 现代电力,1997,14(2):6-10.
[8] 孟祥鹏,潘圆圆,王书禾,等. 低含油率的原油乳状液制备技术研究[J]. 化学工程与装备,2011,(11):7-9.
[9] 刘晓艳,马春曦,楚伟华,等. 水包油型油水乳液的制备[J]. 大庆石油学院学报,2005,29(3):102-109.
[10] 罗曾义. 超声乳化理论和技术[J]. 声学技术,1996,15(4):201-206.
[11] 吕效平,李建彤,韩萍芳. 超声制备微乳化柴油的实验研究[J]. 声学技术,2006,25(5):436-440.
[12] 朱一星,虞建业,王亿川,等. 超声波防垢的声场参数实验研究[J]. 石油天然气学报(江汉石油学院学报),2005,27(2):245-248.
[13] 范百刚. 超声原理与应用[M]. 南京:江苏科学技术出版社,1985:75-76.