聚乙烯醇/淀粉/MMT纳米复合材料的制备与性能研究
2014-09-11严加安田华峰项爱民
严加安,田华峰,项爱民
(北京工商大学材料与机械工程学院,北京工商大学中国食品安全研究中心,北京100048)
0 前言
近年来,以淀粉为原料制备生物降解材料成为国内外研究热点[1]。淀粉分子内和分子间的氢键作用力较强,使其熔融温度高于分解温度,不具备热塑性加工性能。添加小分子增塑剂[2],在热和剪切的作用下可以制备热塑性淀粉材料,但是全淀粉材料的韧性、耐水性能较差。聚乙烯醇分子上含有大量的羟基,是一种可水溶、可生物降解、高阻隔、无静电、不吸尘且具有好的力学性能环境友好材料[3-4]。将其与淀粉共混,有效改善了全淀粉脆性。目前制备PVA/淀粉共混材料常采用溶液流延法[5-6]。本课题组之前通过加入尿素、甲酰胺增塑剂,采用低温熔融法制备出了PVA/淀粉共混材料[7],有效解决了淀粉材料脆性问题。尿素、甲酰胺增塑剂的加入,虽然有效提高了材料的韧性,但是大幅度降低了材料的拉伸强度和弹性模量。近年来大量研究证明,制备纳米复合材料是改善聚合物使用性能的有效手段。
目前众多学者已经对含有MMT的纳米复合材料进行了研究。MMT由纳米硅酸盐片层组成[8],价格便宜、来源广泛[9],作为增强填料,可显著提高聚合物的性能。王靖[10]采用吹膜法制备了PVA/MMT复合材料,发现复合材料的拉伸强度从60.7 MPa提高到86.7 MPa,耐水性能、耐热性能提高。目前制备聚合物/MMT复合材料的方法包括溶液插层法[11]、熔融插层法[12]、插层聚合法[13]等。Ali等[14]溶液流延法研究了PVA/淀粉/MMT复合材料的性能影响,发现MMT与基体有界面相互作用,使复合材料拉伸强度从11.6 MPa提高到22.4 MPa,断裂伸长率从28.9%提高到211.4%。本文采用熔融法制备了PVA/淀粉/MMT复合材料,研究了MMT对复合材料结构与性能影响,旨在寻找一种制备高性能环境友好材料简单易行的方法。
1 实验部分
1.1 主要原料
玉米淀粉,食品级,北京好丽宇工贸有限公司;
PVA,1799,日本可乐丽公司;
尿素,分析纯,北京国药化学试剂公司;
甲酰胺,分析纯,北京国药化学试剂公司;
MMT,粒径为16~22μm,美国Nanocor公司;
去离子水,自制。
1.2 主要设备及仪器
转矩流变仪,XSS-300,中国上海科创有限公司;
平板压片机,LP-S-50,瑞典 Labtech Engineering公司;
X射线衍射仪(XRD),TD-3000,CSC公司;
差示扫描量热仪(DSC),Q100,美国 TA仪器公司;
扫描电子显微镜(SEM),Quanta FEG 250,FEI公司;
热失重分析仪(TG),Q5000IR,美国 TA仪器公司;
微机控制电子万能试验机,CMT6104,美特斯工业系统(中国)有限公司。
1.3 样品制备
PVA/淀粉/MMT复合材料中,PVA与淀粉质量比固定为1∶1,尿素含量为20份(质量份),甲酰胺含量为10份,MMT分别按PVA与淀粉总质量的2.5%(质量分数,下同)、5%、7.5%进行配制,并按图1所示流程制备复合材料样品;所有样品在80℃下真空干燥24 h后测试性能。
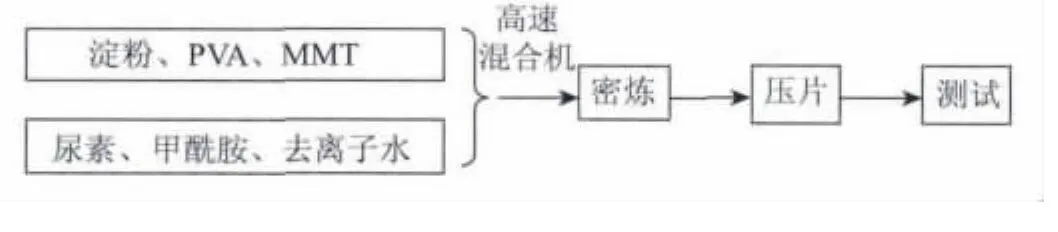
图1 PVA/淀粉/MMT复合材料制备工艺流程图Fig.1 Flow chart of preparation of the PVA/starch/MMT composites
1.4 性能测试与结构表征
XRD分析:测试条件:管压40 k V,管流30 m A,扫描范围2°~10°,步长0.02°;
DSC分析:N2气氛,从40℃升温到205℃,升温速率为20℃/min,然后205℃恒温3 min,再从205℃降温到40℃,降温速率为20℃/min;
SEM分析:通过液氮冷冻对样品进行低温脆断,获得断面,对断面喷金后进行观察;
TG分析:N2气氛,升温速率为20℃/min,扫描温度范围50~600℃;
按GB 13022—1991进行力学性能测试,制备样条尺寸为115 mm×6 mm×0.6 mm,测量前,在温度为25℃的NaBr饱和溶液环境下放置7 d,拉伸速率为50 mm/min;
含水量测试:将热压成型的复合材料,裁剪成10 mm×50 mm×0.6 mm样条,置于真空烘箱中,80℃条件下干燥24 h直至恒重,取出后称重,然后将试样置于相对湿度为58%的NaBr饱和溶液密闭容器中,放置不同时间后称重,吸水率的计算按式(1)进行:

式中 W1:样条干重,g
W2:在一定湿度下放置不同时间样条的实际质量,g
2 结果与讨论
2.1 XRD分析
PVA/淀粉/MMT复合材料的XRD曲线如图2所示。纯MMT在2θ=9.1°存在一个明显的衍射峰,根据布拉格方程可知 MMT层间距(d001)为0.96 nm。当不同含量MMT加入到PVA/淀粉共混材料中,未发现d001面的衍射峰。说明在熔融过程中,PVA、淀粉分子链借助剪切力有效破坏了MMT片层结构,d001衍射峰消失。
2.2 DSC分析
PVA/淀粉/MMT复合材料的DSC放热曲线和结晶参数分别如图3和表1所示。对于PVA/淀粉共混材料,存在一个窄而强的结晶峰,其峰为PVA组分的结晶峰。随着 MMT含量的增加,PVA/淀粉/MMT复合材料的起始结晶温度和结晶峰温度逐渐升高。
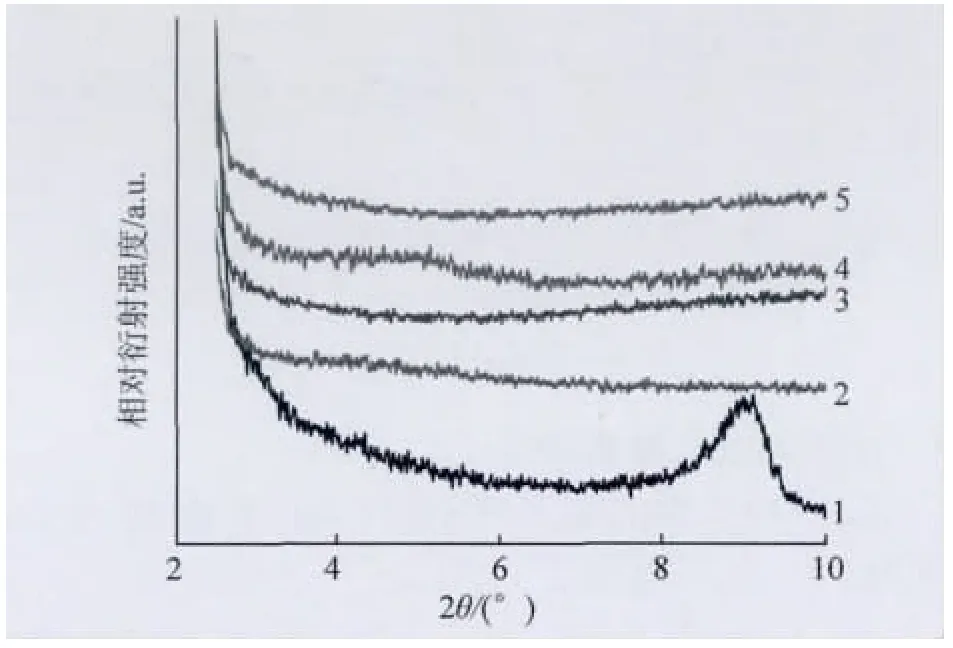
图2 PVA/淀粉/MMT复合材料的XRD曲线Fig.2 XRD curves of PVA/starch/MMT composites

图3 PVA/淀粉/MMT复合材料的DSC放热曲线Fig.3 DSC curves of PVA/starch/MMT composites
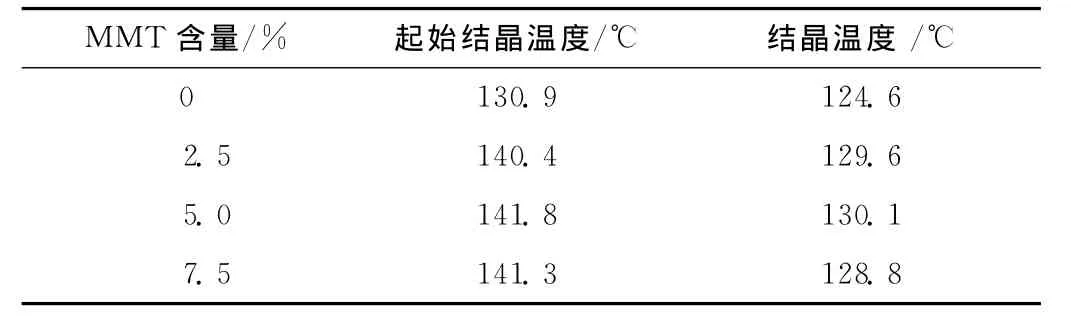
表1 PVA/淀粉/MMT复合材料的结晶参数Tab.1 Crystallization parameters of PVA/starch/MMT composites
PVA/淀粉/MMT复合材料的DSC吸热曲线和熔融性能分别如图4和表2所示,MMT有效提高了PVA/淀粉/MMT复合材料的熔融温度。这可能是由于MMT与PVA、淀粉基体间的强相互作用,限制了基体分子链的运动能力,降低分子链的柔性。随着MMT含量的增大,其熔融焓值(ΔHm)变小,这是由于MMT与PVA的强相互作用,有效限制分子链运动,阻碍PVA分子链排入晶格,PVA/淀粉/MMT复合材料结晶度降低。

图4 PVA/淀粉/MMT复合材料的DSC吸热曲线Fig.4 DSC curves of PVA/starch/MMT composites
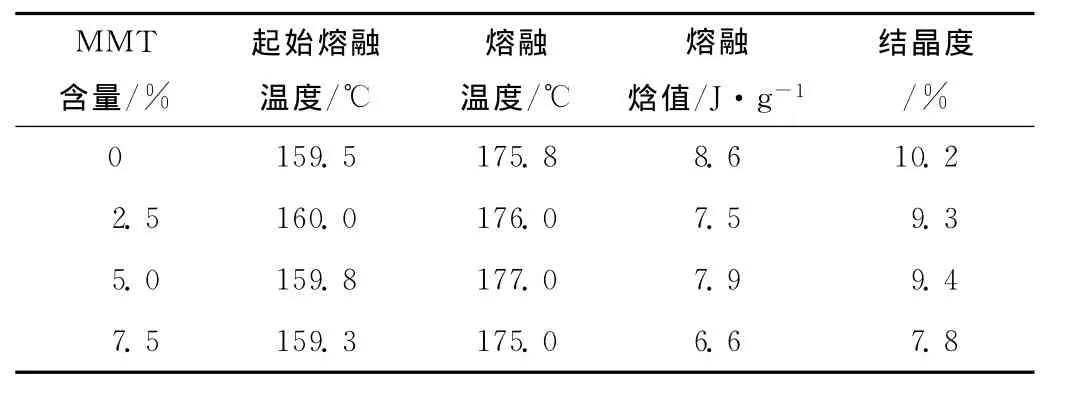
表2 PVA/淀粉/MMT复合材料的熔融性能Tab.2 Melting properties of PVA/starch/MMT composites
2.3 SEM 分析
干燥后的PVA/淀粉/MMT复合材料的断面形貌如图5所示。未加MMT的PVA/淀粉共混材料经过塑化过程后淀粉仍然以颗粒状分散在基体中,相分离现象比较显著;加入MMT后,在剪切力作用下MMT能够均匀分散于基体中,PVA/淀粉/MMT复合材料的断裂面未发现MMT的团聚,但MMT未明显改善淀粉颗粒的分散状态。

图5 PVA/淀粉/MMT复合材料的断面形貌Fig.5 SEM micrographs of the cross section of PVA/starch/MMT composites
2.4 力学性能分析
从图6可知,尿素、甲酰胺增塑的PVA/淀粉共混材料在拉伸过程中,应力随着应变线性增加,当应变达到100%时,出现屈服点,屈服后应力随应变增加缓慢增大,直至断裂,可知增塑的PVA/淀粉共混材料的韧性较好,尤其断裂伸长率高达1091%,但拉伸强度、弹性模量较低。与未加MMT的共混材料相比,加入MMT的复合材料的应力-应变曲线基本相似,但拉伸强度、弹性模量逐渐增加。有研究表明[15],MMT与基体生成强有力的界面层,当体系受到外力作用下,应力从基体转移到界面层,有效提高了复合材料的拉伸强度和弹性模量,如图7所示。随着MMT含量的增加,PVA/淀粉/MMT复合材料的断裂伸长率降低,但变化不大。可能是由于当MMT含量为0~7.5%范围内,其在基体材料中的分散效果较好。应力-应变曲线与横坐标围成的面积为复合材料的断裂能,代表材料的韧性,加入 MMT后,其断裂能逐渐提高,说明MMT在一定程度上提高了材料的韧性。
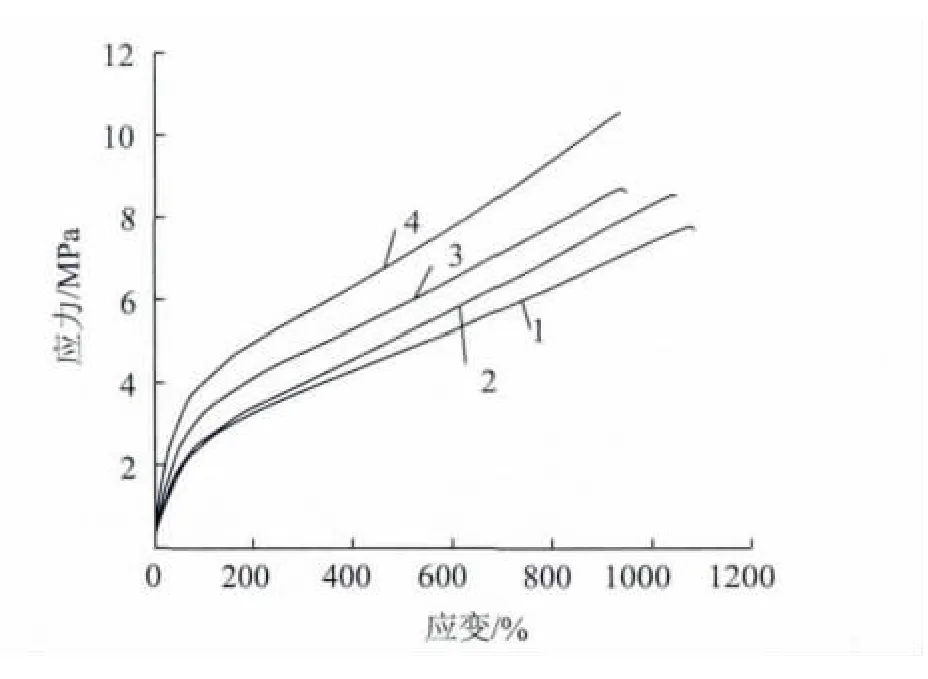
图6 不同MMT含量时PVA/淀粉/MMT复合材料的应力—应变曲线Fig.6 Stress-strain curves PVA/starch/MMT composites with different MMT content

图7 MMT含量对PVA/淀粉/MMT复合材料的力学性能影响Fig.7 Effect of MMT contents on mechanical properties of PVA/starch/MMT composites
2.5 TG分析
PVA/淀粉/MMT复合材料的TG曲线和DTG曲线如图8所示。对于PVA/淀粉/MMT复合材料,其热降解可分为3个阶段:第一阶段,250℃左右,主要归因于小分子增塑剂尿素、甲酰胺的挥发;第二阶段,250℃到400℃,主要归因于组分PVA、淀粉的羟基脱水;第三阶段,400℃以上,C—C键、C== C双键等的断裂,生成的小分子碳氢化合物的挥发。随着MMT含量的增加,PVA/淀粉/MMT复合材料的最大的分解峰对应的热降解温度从334℃提高到337℃,同时材料的残炭量逐渐增大,因此,MMT提高了PVA/淀粉/MMT复合材料的热稳定性。与PVA、淀粉相比,MMT为无机粒子,热稳定好,具有很好的隔热性,能有效限制能量的传递,提高了基体的热稳定性。
2.6 吸水率测试
PVA/淀粉/MMT复合材料的吸水率如图9所示,在0~60 h时间内,材料的吸水速度较快;当超过60 h后,材料吸水速度逐渐变慢,最后达到吸水平衡。随着MMT含量的增加,材料吸水速率、平衡吸水率逐渐降低。MMT分子中的O、Al、Si等原子与淀粉、PVA分子上的O—H基团结合,减少基体中游离羟基的数目,亲水基团变少,材料对水敏感性降低,降低了吸水速率。同时MMT与PVA、淀粉分子相互作用,有效限制了基体溶胀,降低了材料平衡吸水率。
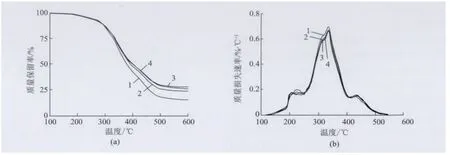
图8 PVA/淀粉/MMT复合材料的TG曲线和DTG曲线Fig.8 TG and DTG curves of PVA/starch/MMT composites

图9 MMT对PVA/淀粉/MMT复合材料的吸水率影响Fig.9 The water uptake properties of PVA/starch/MMT composites
3 结论
(1)在熔融加工过程中,PVA、淀粉分子借助剪切力有效破坏了MMT片层结构,d001衍射峰消失;MMT阻碍了PVA分子排入晶格,降低了材料的熔融焓值及结晶度;
(2)MMT与PVA、淀粉基体形成强的相互作用,有效提高了复合材料的拉伸强度、弹性模量,同时在一定程度上提高了韧性但降低了断裂伸长率;
(3)随 MMT含量的增加,复合材料热降解温度(最大热降解峰)从334℃提高到337℃,同时残炭量逐渐变大,MMT具有隔热性能,限制热量的传递,有效提高材料的热稳定性;
(4)MMT与PVA、淀粉基体形成强的相互作用,有效限制基体在高湿度下的溶胀,降低材料平衡含水量和吸水速率。
[1]Avérous L.Biodegradable Multiphase Systems Based on Plasticized Starch:areview [J].Journal of Macromolecular Science,Part C:Polymerreviews,2004,44(3):231-274.
[2]Xie F,Halley P J,Avérous L.Rheology to Understand and Optimize Processibility,Structures and Properties of Starch Polymeric Materials[J].Progressin Polymer Science,2012,37(4):595-623.
[3]Tian H,Wu W,Guo G,et al.Microstructure and properties of Glycerol Plasticized Soy Protein Plastics Containing Castor Oil[J].Journal of Food Engineering,2012,109(3):496-500.
[4]Liu D,Chen X,Yue Y,et al.Structure andrheology of Nanocrystalline Cellulose [J].Carbohydrate Polymers,2011,84(1):316-322.
[5]Yeon H Y,Young H N,Soon D Y.Mechanical Properties with the Functional Group of Additives for Starch/PVA Blend Film[J].Journal of Polymer and the Environment,2006,14(1),71-78.
[6]Rahman W A W A,Sin L T,Rahmat Ar,et al.Thermal Behaviour andinteractions of Cassava Starch Filled with Glycerol Plasticized Polyvinyl Alcohol Blends[J].Carbohydrate Polymers,2010,81(4),805-810.
[7]Yan J,Zhang Y,Xiang A,et al.Fabrication and Properties of Starch/PVA Bioblends Containing Urea and Formam ide as Complex Plasticizers[J].Submitted to Carbohydrate Polymers,2014.
[8]Bordes P,Pollet E,Avérous L.Nano-biocomposites:Biodegradable Polyester/Nanoclay Systems[J].Progressin Polymer Science,2009,34(2):125-155.
[9]Avérous L,Halley P J.Biocomposites Based on Plasticized Starch[J].Biofuels,Bioproducts and Biorefining,2009,3(3):329-343.
[10]王 婧,苑会林.聚乙烯醇/蒙脱土复合材料的结构与性能研究[J].中国塑料,2005,18(12):29-32.WangJing,Yuan Huilin.Study on Strucures and Properties of Poly(vinyl alcohol)/Montmorillonite Composites[J].China Plastics,2004,18(12):12-20.
[11]Sinharay S,Okamoto M.Polymer/Layered Silicate Nanocomposites:areview from Preparation to Processing[J].Progressin Polymer Science,2003,28(11):1539-1641.
[12]Dennis Hr,Hunter D L,Chang D,et al.Effect of Melt Processing Conditions on the Extent of Exfoliationin Or-ganoclay-based Nanocomposites[J].Polymer,2001,42(23):9513-9522.
[13]Giannelis E P.Polymer Layered Silicate Nanocomposites[J].Advanced Materials,1996,8(1):29-35.
[14]Ali S S,Tang X,Alavi S,et al.Structure and Physical Properties of Starch/Poly(vinyl alcohol)/Sodium Montmorillonite Nanocomposite Films[J].Journal of Agricultural and Food Chemistry,2011,59(23):12384-12395.
[15]Cyras V P,Manfredi L B,Ton-That M T,et al.Physical and Mechanical Properties of Thermoplastic Starch/Montmorillonite Nanocomposite Films[J].Carbohydrate Polymers,2008,73(1):55-63.
